
Fターム[3C030CC07]の内容
自動組立 (6,729) | 輸送機械の組立・分解 (611) | 自動車 (578) | 艤装物品の組立 (292)
Fターム[3C030CC07]の下位に属するFターム
エンジン (123)
Fターム[3C030CC07]に分類される特許
41 - 60 / 169
ガラス調整治具およびガラス調整方法
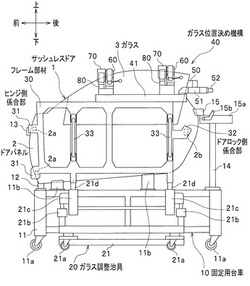
【課題】車両用サッシュレスドアのドアパネルに組み付けられる窓ガラスの組み付け精度を高めることができるガラス調整治具を提供することを課題とする。
【解決手段】車両用サッシュレスドア1のドアパネル2に組み付けられる窓ガラス3の組み付け位置を調整するためのガラス調整治具20であって、ドアパネル2に取り付けられるフレーム部材30と、ドアパネル2に組み付けられた窓ガラス3の縁部に当接することで、窓ガラス3を位置決めする規制部材50,60を有するガラス位置決め機構40と、を備え、ガラス位置決め機構40は、フレーム部材30に設けられており、フレーム部材30は、ドアパネル2のヒンジ部2a,2aおよびドアロック部2bに係合されることで、ドアパネル2に対して位置決めされる。
(もっと読む)
ワーク組立て方法

【課題】組立てコストを低減することができるワーク組立て方法を提供する。
【解決手段】作業者が作業する作業者ステーションと、作業者が作業する作業者ステーションと、装置が作業する装置ステーションと、前記作業者ステーション及び前記装置ステーションの相互間で作業対象ワークを搬送する搬送手段と、を備える組立作業セルを用いたワーク組立て方法であって、前記搬送手段が前記作業者ステーションと前記装置ステーションとの間で、交互に前記作業対象ワークを移動させることで、前記作業者と前記装置とが交互にワークの組立て作業を行う。
(もっと読む)
車体生産装置
【課題】位置決めロボットが部品の搬送と部品の治具としての機能を発揮することで、車体である主要組製品を比較的容易に生産できる車体生産装置を提供することにある。
【解決手段】各溶組工程域Enで主要組製品WNを生産し、後段の溶組工程域Enに搬送することを繰り返すことで車体を製造する車体生産装置Aにおいて、溶組工程域Enには、溶組制御をする工程域制御手段30と、部品mをセット位置dに位置決めする位置決めロボット40と、部品mの溶接を行う溶接ロボット50と、部品mを支持する支持台とが配備され、工程域制御手段30は、位置決めロボット40により部品mを取り出しセット位置dへ位置決めし、溶接ロボット50により部品mの溶接を行って主要仮組製品Wnを生産し、次いで、待機位置s0に位置決めロボット40を待機させた後、溶接ロボット50にて主要仮組製品Wnの溶接箇所の増打を行い主要組製品WNが生産される。
(もっと読む)
自動車ブレーキパッド用騒音防止板供給装置
【課題】自動車用ブレーキパッドの成形後の騷音を減少させるべく、バックプレートに樹脂類の騒音防止板を供給し、熱圧着・固定が行われるようにした装置において、騒音防止板30,40の供給のための作業労力と時間を節減するとともに、各種のアクセサリ組み付けのための装置の自動化を可能にするものを提供する。
【解決手段】積載機100に積載された騒音防止板30,40を昇降台170及び高さ感知センサ180によって引き出し可能な高さに上昇させ、続いて、移送機200の作動板240の吸着パッド250,260が騒音防止板を引き出して剥離機300に供給する。剥離機300の剥離ローラ330を通過する間に、騒音防止板30,40の剥離紙32,34が剥離されて排出板360上に排出される。姿勢感知器400による姿勢情報に基づいて作業用ロボット500のアーム520の吸着パッド580が騒音防止板30,40を吸着し、付近で待機しているブレーキパッド10,20のバックプレート上に供給する。
(もっと読む)
情報処理方法及び装置並びにプログラム
【課題】高速、高精度、かつ制御系として安定に、マニュピュレータを対象物まで移動させること。
【解決手段】装置は、カメラが取り付けられたロボットアームを、対象物まで移動させる移動制御を行う。すなわち、装置は、対象物が検知されていない場合、対象物の位置に基づいて予め設定された目標位置までの経路に沿って、マニュピュレータを移動させるティーチングプレイバック制御を実行する(ステップS1)。装置は、対象物が検知された場合、目標位置よりも対象物に近い位置を新たな目標位置として、新たな目標位置までの新たな経路を設定して、移動制御を切り替えるための切替条件が満たされるまでの間、新たな経路に沿って、マニュピュレータを移動させるティーチングプレイバック制御を実行する(ステップS3及びS4)。装置は、切替条件が満たされた場合、視覚サーボ制御を実行する(ステップS5)。
(もっと読む)
エアサスペンション用位置決め装置
【課題】ダイヤフラムの交換時に、端板やサスペンションに対して新しいダイヤフラムをピストン部材および端板間の正規の取付位置に装着できるように位置決め可能にする。
【解決手段】位置決め部材1にサスペンションの端板23を載せ、支柱部材2に対し摺動柱部材3を摺動させて、摺動柱部材3上端部のマーカ部材4をピストン部材24の所定位置に対応させ、該マーカ部材4により、ピストン部材24の所定位置にマークを付着させる構成である。
(もっと読む)
リザーバタンク接続用コネクタ、これを備えるマスタシリンダ、およびこのマスタシリンダを用いたブレーキ装置
【課題】ホース接続部と搬送用治具との干渉を抑制することのできるリザーバタンク接続用コネクタを提供する。
【解決手段】マスタシリンダに装着されるコネクタ本体と、コネクタ本体の長辺縁から突出して設けられ、かつリザーバタンクに接続されたホースが接続されるホース接続用管体6bと、コネクタ本体に設けられ、かつ搬送用治具によりコネクタ本体を支持する際に搬送用治具に干渉するのを抑制する干渉防止部である搬送アームガイド部6fとを有する。搬送用治具の搬送アーム18bが搬送アームガイド部6fに当接してコネクタ本体を支持したとき、搬送アームガイド部6fにより搬送アーム18bはホース接続用管体6bに干渉しない。
(もっと読む)
生産システム
【課題】設備のレイアウトの自由度及び設備全体のサイクルタイムの短縮が得られる生産システムを提供する。
【解決手段】ワーク供給部10と、ワーク回収部61、62と、搬送ロボット21を備えた走行式搬送ロボット20と、第1作業設備41A及び第2作業設備42Aとを備え、搬送ロボット21がワーク供給部10のワークLFDを第1作業設備41Aに供給し第1作業設備41Aからワーク回収部61に搬出すると共に、ワーク供給部10のワークLRDを第2作業設備42Aに供給し第2作業設備42Aからワーク回収部62に搬出する生産システムであって、第1作業設備41Aのワーク処理作業タイミングと第2作業設備42Aのワーク処理作業タイミングがオーバーラップし、かつ第1作業設備41Aのワーク処理作業中に第2作業設備42Aへのワーク供給及び搬出し、第2作業設備42Aのワーク処理作業中に第1作業設備41Aへのワーク供給及び搬出する。
(もっと読む)
スナップリング装着装置
【課題】作業者への負担が少なく、スナップリングの装着作業を簡易に行い得るようにしたスナップリング装着装置を提供する。
【解決手段】拡縮可能な挿通孔28を形成する複数の可動板23を有し、可動板23の挿通孔28の周囲に載置されるスナップリング2を支持する可動支持部22と、挿通孔28に挿通配置されて、可動板23上に載置されたスナップリング2に対し軸方向に相対移動可能に設けられ、一端部に連結されたシャフト1と共に軸方向に相対移動しシャフト1の一端部がスナップリング2に接近するにつれてスナップリング2を徐々に拡径させる第1倣い部31を有する倣いセンタ30とを備える。可動板23は、倣いセンタ30によりスナップリング2が拡径するのと同期して、シャフト1の一端部がスナップリング2に接近するにつれて挿通孔28が徐々に拡大するように径方向へ移動可能に設けられている。
(もっと読む)
相互固定接続の対象である少なくとも二つの構成部品を着脱自在に仮固定する方法
相互固定接続の対象である少なくとも二つの構成部品、特に車両ボディの相互固定接続の対象である少なくとも二つのボディ部品を着脱自在に仮固定するための、
‐少なくとも一つの突出した第1形状係合要素を具備した第1構成部品を準備する工程、
‐前記第1構成部品の前記第1形状係合要素と協働する少なくとも一つの第2形状係合要素を有する第2構成部品を準備する工程、
‐前記各形状係合要素が互いにかみ合うことにより、前記両構成部品が少なくとも一つの方向には互いに対して相対的に保持し合うように、前記両構成部品をつなぎ合わせることによって、前記両構成部品を着脱自在に仮固定する工程
からなる方法。
前記少なくとも一つの第1形状係合要素は、第1構成部品の製造後に初めて前記第1構成部品に接続される、前記第1構成部品とは異なる別体の部品である。  (もっと読む)
(もっと読む)
ブレーキアクチュエータを形成するための装置、および方法
【課題】空気圧式ブレーキアクチュエータのフランジケース内に画定されたシール溝の中にシールを取り付けるための改善された装置および方法を提供し、組付けの自動化を可能とし、ヒューマンエラーの可能性をなくす。
【解決手段】軸方向に移動可能な周辺溝を画定するフランジケースを含むブレーキアクチュエータのシール組付け装置。プッシュロッドは、シールに接触しているプッシュロッドガイドブッシングを有する。装置の自動マニピュレータがフランジケースに対して多軸方向に移動し、自動マニピュレータのタッキング工具はシールを保持する。工具は互いに対して移動可能な少なくとも2つの部材を含む。第1の部材はタッキング工具の軸を中心に回転し、フランジケースの周辺溝の中にシールを押しつけるためのタッキング面を有する。第2の部材はシールを周辺溝の中に徐々に挿入し、シールを周辺溝の背後壁の中に押しこむ。
(もっと読む)
クランプ押さえ装置
【課題】ブーツとシャフトの圧入組付けを自動化し得るようにしたクランプ押さえ装置を提供する。
【解決手段】クランプ押さえ装置1は、小クランプK1に当接するクランプ押さえ部10と、クランプ押さえ部10の押さえ位置と退避位置との間でクランプ押さえ部10を移動可能に保持する移動機構と、クランプ押さえ部10を押さえ位置でロックするためのロック機構と、クランプ押さえ部10のロック機構によるロック状態を解除した後、クランプ押さえ部10を押さえ位置から退避位置まで移動させる単動式エアーシリンダ70とを備える。小クランプK1と共にブーツBをシャフトSに圧入して組付ける際に、クランプ押さえ装置1により小クランプK1の脱落を防止することができるので、ブーツBとシャフトSの圧入組付けの自動化を実現することができる。
(もっと読む)
ドアインナーシールの固定方法並びに固定装置
【課題】ドアインナーシールの固定方法並びに固定装置に係り、ドアインナーシールの確実な固定を図り、かつ表皮仕様のバリエーションを高める。
【解決手段】ドアトリム本体におけるウエストフランジ23の裏面には、係止爪33の折曲片33bの重合部位において、取付孔24から離れるにしたがって深さが深くなる傾斜状肉抜き25を形成し、固定装置における加工ローラー64により係止爪33を折曲加工する際、ウエストフランジ23の取付面に対して所定角度傾斜するように加工ローラー64をスライド操作して、係止爪33を傾斜状肉抜き25面に押し付けるように係止爪33の折曲片33bを鋭角状に折曲加工することで、取付完了後において係止爪33のバックリング現象が生じても、係止爪33は少なくとも90°の折曲角度をもつため、適正な係止爪33の折曲姿勢が確保できる。
(もっと読む)
パーキング装置の自動組立方法、及びパーキング装置の自動組立装置
【課題】 パーキング装置をユニット化したときに、組立しやすく生産効率の高いパーキング装置の自動組立方法、及びパーキング装置の自動組立装置を提供すること。
【解決手段】 例えば、ディテントスプリング15に形成された空孔に取付ボルト59が装着された状態で、チャック34a、34bが、ディテントスプリング15を把持すると共に、取付ボルト59の頭部を、ボルト保持治具33cで保持することにより、ディテントスプリング15と取付ボルト59とを同時に移送する第1工程と、ディテントスプリング15をユニットベース10の定位置に装着し、取付ボルト59のネジの先端を雌ネジ孔106aの入口に当接させる第2工程と、ネジ締めランナ46によりボルト保持治具33cを介して取付ボルト59をネジ締めする第3工程と、を有する。
(もっと読む)
デファレンシャルギア組立装置および方法
【課題】ピニオンギアを、デフケースの開口部の縁と干渉することなく、簡略な機構でデフケース内に搬入する。
【解決手段】ピニオンギアCを保持するガイド31を、鉛直方向への移動を許容しながら保持する。これにより、ピニオンギアCをデフケースAの開口部A1から搬入して一方のサイドギアBに当接させた際、サイドギアBから受ける反力によりピニオンギアCが下方に押し下げられる。従って、設置されるべき所定位置からピニオンギアCを上方にオフセットさせた位置から搬入し、サイドギアBと当接させることでピニオンギアCを押し下げて所定位置に配置することができるため、デフケースAと干渉することなくピニオンギアCを装着することができる。
(もっと読む)
オイルシール圧入装置
【課題】多様な車種の差動装置の出力軸とケーシングとの間隙をシールすることができるオイルシール圧入装置を提供する。
【解決手段】前記差動装置を車幅方向に押圧して該差動装置の車幅方向における位置を決めるとともに、前記差動装置に圧入されるオイルシールを外嵌させて該差動装置の出力軸とケーシングとの間へと案内する位置決め金具16a、16bを有する一対の位置決め治具5a、5bと、該位置決め治具により位置決めされた差動装置に対してオイルシールを圧入する一対の圧入治具6a、6bと、前記位置決め治具を差動装置に対して車幅方向に移動させ、前記位置決め治具で前記差動装置を押圧して該差動装置をオイルシールの圧入作業位置に位置決めする位置決め状態を保持する一対の第1の移動手段4a、4bと、前記圧入治具を差動装置に対して車幅方向に移動させる一対の第2の移動手段3a、3bとを備える。
(もっと読む)
空圧式アクチュエータ及び空圧式アクチュエータを備えた組立装置
【課題】作業員が手感覚で行なう手動操作と同等の微妙な位置制御を低コストで可能にするアクチュエータを実現する。
【解決手段】
シリンダ14のピストンロッド20とエアサーボバルブ30の弁ボディ32とを一体に連結して負荷が作用する可動テーブル26を形成すると共に、該弁ボディの外部にスプール44に連結された操作桿66を設け、該スプールを移動させることによりエアサーボバルブ30の作動空気給排路を開放してピストン18を移動させると共に、ピストン18がスプール44と同一量移動したときにエアサーボバルブ30の作動空気給排路を閉鎖させてピストン18を停止させるようにして、可動テーブル26の位置を操作桿66の移動量に応じて移動可能に構成したことを特徴とする。
(もっと読む)
バッテリパックの組み立て設備
【課題】バッテリパックの製造コストおよび重量の低減が図られるバッテリパックの組み立て設備、を提供する。
【解決手段】バッテリパックの組み立て設備は、バッテリスタック50にロアケース61を組み付けるための設備である。組み立て設備は、バッテリスタック50を持ち上げるとともに、バッテリスタック50に対してロアケース61を仮保持するハンガー21と、ハンガー21に設けられ、バッテリスタック50に対してロアケース61を位置決めする位置決め機構31とを有する。
(もっと読む)
組立作業支援装置
【課題】製品種別の変更への対応が容易で、かつ、ブレーキチューブなどの長尺で柔軟な部品の組立作業の効率を向上させることのできる組立作業支援装置を提供すること。
【解決手段】表面上でブレーキチューブ等の部品が載置され組立作業が行われる表示パネル23を有する作業台20内にプロジェクタ22を設けて、表示パネル23に、部品の設置位置とともに、部品を仮固定するためのホルダーの設置位置を実物台の大きさで表示する。表示パネル23上にホルダー設置位置が表示されるので、作業者は、その製品の組み立てに適した位置にホルダーを設置できる。このホルダーで部品を仮固定することで、長尺で柔軟な部品を表示パネル23に示された部品設置位置に設置でき、組立作業効率が向上する。
(もっと読む)
位置決め装置
【課題】ラゲージ及びバックドアのいずれにも共通して使用することのできる、位置決め装置を提供する。
【解決手段】ワーク101,102を載置して位置決めするための位置決め装置であって、ヒンジ部10を介して連結された第一の治具11及び第二の治具12と、ワーク101,102の形状に合わせてこの第一の治具11及び第二の治具12の開き角度を変化させる駆動機構13とを有する、位置決め装置1を構成する。
(もっと読む)
41 - 60 / 169
[ Back to top ]