
Fターム[3C034AA01]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 用途 (2,428) | 円筒外面研削 (297)
Fターム[3C034AA01]の下位に属するFターム
砥石端面で円筒研削するもの (79)
円筒部と同時に端部を研削するもの (11)
Fターム[3C034AA01]に分類される特許
21 - 40 / 207
工作物表面位置変動測定方法および研削盤
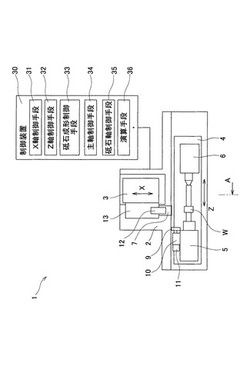
【課題】研削盤の機上で、工作物系の固有振動数と工作物の形状精度を短時間に測定できる簡便な方法を提供する
【解決手段】砥石車7を回転した状態で、研削液ノズル12から研削液を供給し工作物Wと砥石車7を接近させると動圧力を発生する。この動圧力は砥石車7と工作物Wの隙間の変動に応じて変動し、砥石車7と砥石台3を介して砥石台送り8の駆動モータに伝わる。駆動モータには作用した力に対する抵抗力を発生するために駆動電流が流れる、その電流値を動圧力に換算し、動圧力の大きさと隙間の関係から所定の計算をすることで工作物表面位置の変動を測定する。工作物表面位置の変動の周期を測定することで工作物支持系の固有振動数と工作物Wの外径形状を測定する。
(もっと読む)
切削ウォームのねじ山間隙にドレッシング工具をセンタリングするための装置ならびに方法

【課題】ドレッシング工具のセンタリングを自動的に行い大幅に時間短縮することを可能とする方法並びに装置を得る。
【解決手段】ドレッシング工具(27)を予備センタリングするために軸方向の移動を伴わずに放射方向の装入によって回転する切削ウォーム(11)の周囲部と接触させるとともに切削スピンドル(16)の音響センサの信号および回転角度センサ(18)を使用してねじ山間隙(36)の横断が開始または終止する切削ウォーム(11)の回転角度位置を検出する。次に、ねじ山間隙(36)内に装入されるドレッシング工具(27)を正確にセンタリングするために軸方向の移動によって左右のフランク(38,39)と接触させ、この際音響センサ信号によって予め設定可能な信号レベルを超過した際に軸方向の装入を停止するとともに、ここで到達したドレッシング工具(27)の接触位置から切削ウォームのねじ山間隙(36)の正確な中央を計算する。
(もっと読む)
円筒研削盤
【課題】円弧運動の切込みを行う円筒研削盤の数値制御演算を簡易なものにする。
【解決手段】第一線f1回りにワークを回転される主軸23と、第二線f2回りに回転する砥石軸42と、縦向き支持軸12a、12bと、主軸23を縦向き支持軸12a回りへ揺動自在に支持する軸支持手段102を備えている。ワーク切込駆動手段105は、縦向き支軸66中心に水平面内で揺動し、縦向き支軸66から軸支持手段102のある一点との間の距離を設定する。
(もっと読む)
研削方法および研削盤
【課題】研削面の加工変質状態を検出し、砥石車を適正な状態で無駄なく使用し、不良工作物を製造しない研削方法および研削盤。
【解決手段】研削加工中に工作物Wの研削面の加工変質状態を検出できる加工変質検出装置9を砥石台3に設け、工作物Wの研削加工面の加工変質層の厚みを仕上げ研削工程の前に渦電流サンサ12で計測し、加工変質層の厚みが仕上げ研削工程の半径研削量に達する前に、砥石車7の整形工程を実施し砥石車7の切れ味を復元させる。
(もっと読む)
円筒状工作物の芯出し装置
【課題】 円筒状工作物の芯出し装置のワークテーブル上方への出し入れを容易とした芯出し装置の提供。
【解決手段】 ワークテーブル22機枠外へ設置される円筒状工作物の芯出し装置100であって、円筒状工作物のC軸に対し円筒状工作物直径方向を挟むように伸縮自在な接触端子の一対(S1,S3)と、この直径に対して直角にかつ直径を二分する1個の伸縮自在な接触端子(S2)を半円弧状の芯出し治具129に取り付け、前記3個の伸縮自在な接触端子を1個のレリーズ機構132により前記接触端子の前進後退の伸縮を可能とし、前進により各接触端子が円筒状工作物外周に接した接触端子接点位置の各接触圧力をダイヤルゲージ(D1,D2,D3)で表示させる芯出し装置100。芯出し治具129の取り付けアーム130を回動させることにより芯出し装置100はワークテーブル上方に対し出し入れされる。
(もっと読む)
芯出し取付け装置及び芯出し取付け方法
【課題】芯出しを高精度に行うことが可能な芯出し取付け装置及び芯出し取付け方法法を提供する。
【解決手段】軸部材30に芯出し用のボールガイド51を介して回転部材40を取付ける際の芯出し取付け装置50であって、軸部材30の先端部32に連結して支承される装着用治具52と、装着用治具52を軸部材30に締結する締結部材53とを備え、装着用治具52にボールガイド51を外嵌した際のボールガイド51の外径D4を、回転部材40の取付け孔41の内径D1と一致するように寸法設定する構成とする。
(もっと読む)
差動ねじ機構部を有する加工対象物支持装置
【課題】細長の加工対象物の加工時における変位を低減して高精度加工を可能にする差動ねじ機構部を有する加工対象物支持装置を提供する。
【解決手段】加工対象物に当接する当接部5は差動ねじ機構部100により微動するように形成される。これにより加工対象物の加工時における変位を吸収し高精度加工を可能にする。
(もっと読む)
溝加工方法および溝加工装置
【課題】 スプライン溝を形成するに際しての加工コストおよび材料コストを低減することができる溝加工方法および溝加工装置を提供する。
【解決手段】 溝加工装置1は、研削砥石11と、ロッド12と、ロッド12の各突出部に嵌め入れられる軸2の外径よりも小さい外径の円筒状挟持治具13と、ロッド12のおねじ部12aにねじ合わされる締付けナット14と、締付けナット14を所定量締め付ける締付け手段とを備えている。軸2の外径よりも小さい外径の円筒状挟持治具13によって軸2を挟持した状態でスプライン溝3を加工する。
(もっと読む)
送り速度制御方法および送り速度制御装置
【課題】局所的な加工焼けの発生を防止できる送り速度制御方法および送り速度制御装置を提供する。
【解決手段】加工中の各瞬間tにおける工具30による加工領域を複数の微小領域に分割した場合に、各微小領域における加工能率Q"(w,θ,t)が設定上限値Q"set1以下となるように、工具30の被加工物15に対する相対的な送り速度Fを制御する。
(もっと読む)
研削盤
【課題】砥石車の研削作用面の状態を検出し、砥石を最適な状態で無駄なく使用し、不良工作物を製造しない研削盤。
【解決手段】砥石車の研削作用面の凹凸形状を計測した凹凸データから、前記研削作用面に垂直な方向の深さが同一となる線上の砥石の占有比率を演算し、深さに対する占有比率の変化率と所定の深さの占有率の値により、研削作用面の研削性能を判定する。この判定に基づき、研削サイクルと砥石成形サイクルを最適に制御する。
(もっと読む)
ワークの研削方法及び研削盤
【課題】加工個所の寸法あるいは位置を直接的に測定する定寸装置を用いることなく、いわゆる間接定寸研削よりも加工精度をより向上させることができ、いわゆるポストプロセス定寸よりもサイクルタイムを短縮化することができる、ワークの研削方法を提供する。
【解決手段】基準位置Sstdから第1所定距離L1だけ離れた位置に距離検出手段60が設けられ、ワークの内径を研削する砥石の研削個所が、距離検出手段と対向するように相対移動させるステップ、距離検出手段を用いて研削個所までの砥石距離S1を求めるとともに、砥石装置の測定時砥石位置(X(S1))を求めるステップ、研削する内径を直接的に測定することなく、ワークの内径の目標仕上径Ltgと、第1所定距離L1と、砥石距離S1と、測定時砥石位置(X(S1))と、に基づいて、ワークの内径を目標仕上径となるまで研削するステップ、とからなるワークの研削方法。
(もっと読む)
搬送ローラーの製造方法
【課題】搬送不良の発生しにくい搬送ローラーを製造する搬送ローラーの製造方法を提供する。
【解決手段】金属板の対向する一対の端辺が互いに近接する、あるいは当接するように前記金属板を曲げて円筒体16を形成する曲げ加工工程と、前記曲げ加工工程で形成された前記円筒体16の内部に芯部材CRを配置した状態で前記円筒体16の外周面を研磨する研磨工程とを含む。
(もっと読む)
複合研削盤における回転バランス調整方法及び複合研削盤
【課題】砥石台に複数の砥石が載置された複合研削盤において、装置が大型化することなく、より単純な構成にて振動の発生をより低減することができる複合研削盤における回転バランス調整方法、及び複合研削盤を提供する。
【解決手段】砥石台15上には、第1砥石駆動モータ40Mの回転軸Z40と第2砥石駆動モータ50Mの回転軸Z50とが平行、且つ隣り合うように、第1及び第2砥石装置が載置されており、回転軸Z40に対して対称となる位置が回転軸Z50と一致する仮想対称面MAを仮定し、第1砥石駆動モータの回転方向と第2砥石駆動モータの回転方向が互いに逆方向となるように、且つ回転速度を一致させ、回転中の第1砥石駆動モータのアンバランス位置UB1と、回転中の第2砥石駆動モータのアンバランス位置UB2と、が仮想対称面MAに対して対称位置となるように、第1砥石駆動モータと第2砥石駆動モータとを同期させて回転させる。
(もっと読む)
外周研削加工治具
【課題】軸受外輪の内径側に形成した軌道輪が加工済で外周面を加工する研削加工治具を提供する。
【解決手段】外周研削加工治具10は、シャフト11に大径部12が設けられている。軸受外輪13の内径側の軌道輪14は既に加工済であり、軌道輪14には該軌道輪14の軌道曲率よりも小さい曲率のボール15が隙間なく蜜に装着され、ボール15の内径側に大径部12が嵌挿されてボール15を軌道輪14に蜜に接触させると共に、該シャフト11により軸受外輪13が回転自在に支持されている。シャフト11にはボール押え17、第1及び第2のボルト取付板18、19が設けられ、該ボール押え17、該第1及び第2のボルト取付板18、19に第1〜第3のストッパボルト22〜24が設けられている。
(もっと読む)
研削盤および研削方法
【課題】ワークの撓み量による影響を考慮して、高精度な研削を行うことができる研削盤および研削方法を提供する。
【解決手段】ワークWに砥石43を押圧してワークWを撓ませながらワークWを研削する研削盤であって、ワークWと砥石43との接触範囲におけるワークWの撓み量の差ΔXf(t)を算出し、算出された撓み量の差ΔXf(t)が所定閾値ΔXth以上となった場合に、砥石43のワークWに対する相対的な送り速度を変更する。
(もっと読む)
筒状ワークの研削方法
【課題】外研砥石と内研砥石と外径側を測定可能な測定手段を用い、内径側を直接的に測定することなく、外径側も内径側も所望する寸法にて研削できるとともに、より短時間に研削加工することができる、筒状ワークの研削方法を提供する。
【解決手段】筒状ワークWの外径の加工個所の一部を内研砥石TNにて試し研削し、内研砥石の位置情報を得るとともに、外径測定手段60にて試し研削した個所(WK)の寸法を測定するステップと、試し研削した際の内研砥石の位置情報と、試し研削した個所の外径の寸法と、に基づいて内研砥石における筒状ワークの径方向の先端部の位置である内研砥石先端位置を求めるステップと、内研砥石先端位置に基づいて内研砥石の位置を制御して筒状ワークの内径を研削するステップと、外研砥石を用いて試し研削した個所を含む筒状ワークの外径を研削するステップと、を有する。
(もっと読む)
単結晶炭化珪素の摺接部を備えた摺接部品及びそれを用いた加工物支持装置
【課題】
軸受部品等の機械構造体を回転自在に支持して研削加工や超仕上加工を行うための加工物支持装置に用いる摺接部品において、加工物の周面を摺接支持する簡単な構造とし、耐摩耗性、耐熱性に優れて耐久性を備えるとともに、加工物の表面にシューマークが発生しない単結晶炭化珪素の摺接部を備えた摺接部品を提供し、併せてこの摺接部品を用いた加工物支持装置を提供する。
【解決手段】
加工物Wの周面を摺接部品1で回転自在に摺接支持し、研削加工や超仕上加工を行うための加工物支持装置に用いる摺接部品であって、少なくとも前記加工物と接触する部位に単結晶炭化珪素からなる摺接体4を設けた。摺接部品は、金属製の摺接部品本体の先端部に、表面をSi面とした単結晶炭化珪素からなる摺接体を接合若しくは埋設した。
(もっと読む)
クラウニング成形装置
【課題】クラウニングの精度を向上できるクラウニング成形装置を提供すること。
【解決手段】クラウニング成形装置が、外輪100の外周面を研磨する研磨面15を有する砥石1と、砥石1を研磨面15に接する一方向に略平行な矢印Aで示す方向にトラバースさせるトラバース部20と、砥石1を上記一方向に略平行な矢印Bで示す方向に振動させる振動部30とを有するようにする。また、クラウニング成形装置が、外輪100の外周面を回転させる主軸ユニット50と、外輪100の中心軸を、上記一方向に略平行な方向に対して傾斜させる主軸揺動機構80を有するようにする。
(もっと読む)
複合研削盤
【課題】複数の砥石を配置した旋回台をより小さくするとともに、旋回台上に配置する砥石をより適切な位置に配置することで、旋回台を更に小型化できるとともに、加工時間をより短く、更に複合研削盤の全体も小型化することができる複合研削盤を提供する。
【解決手段】第1アンギュラ砥石とプレーン砥石(互いの回転軸は平行、且つ旋回軸に直交)が旋回軸周りに旋回する旋回台上に配置されており、旋回軸を通り砥石回転軸に平行な基準対称面MAと、基準対称面に直交して旋回軸を通る基準直交面MBを仮定し、第1アンギュラ砥石TA1の研削基準点PA1と、プレーン砥石TP1の研削基準点PP1と、が基準対称面に対して非対称となる位置に配置されており、プレーン砥石の研削基準点が、第1アンギュラ砥石の研削基準点よりも基準直交面に近い位置に配置されているとともに第1アンギュラ砥石の研削基準点よりも基準対称面から遠い位置に配置されている。
(もっと読む)
ボルト磨き装置
【課題】 傷を付けずにネジ部の奥まで十分に磨くことができるボルト磨き装置を提供する。
【解決手段】 ボルトBを保持してこのボルトBをボルト軸周りに回転させるボルト回転機構4と、ブラシ軸50、およびこのブラシ軸50の周囲に設けられたブラシ材51を有し、上記ブラシ軸の中心軸線R周りに回転させられる回転ブラシ5Aと、上記回転ブラシ5Aを保持して回転させるブラシ回転機構6Aと、を備え、上記ブラシ材51を上記ボルトBに接触させて上記ボルトBを磨くボルト磨き装置であって、上記ブラシ回転機構6Aは、上記ボルト軸と上記ブラシ軸50とが重なる方向からみた場合、上記ボルト軸に対して上記ブラシ軸50の中心軸Rが所定の傾き角+αをなすように上記回転ブラシ5Aを傾けることができる。
(もっと読む)
21 - 40 / 207
[ Back to top ]