
Fターム[3C034BB15]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | 回転軸、主軸台以外の構造 (250) | 構成部材の配置 (183)
Fターム[3C034BB15]に分類される特許
1 - 20 / 183
切削装置
ボルト及び鉄筋の錆取り磨き具
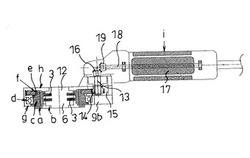
【課題】短い剣先ボルトもしくは大径、小径のボルトやナットは勿論、長いボルトもしくは鉄筋の錆取り及びぴかぴか磨き等を可能にした。
【解決手段】ブラシ3とブラシ押えbと回転リングcとベアリングdを嵌挿したブラシホルダーaを、下方ケースgに嵌挿し、下方ケースgに嵌挿した回転リングcにベアリング押えeを嵌挿し、且大径ギアfを嵌着し、モーター17と出力軸18を内蔵するハンドルiを出力軸18に取着のギア19と噛合する他方のギア16と同軸の駆動軸13の下端部に取着の小径ギア14を、大径ギアfと噛合させると共に、上方ケースhと下方ケースgとを嵌合し組み立てたボルト及び鉄筋等の錆取り磨き具である。
(もっと読む)
加工機、運動案内装置

【課題】加工抵抗や熱膨張などによる機械変形が生じることが無く、精度の高い加工を安定して行うことができ、さらに、機械剛性が高く、且つ、省スペース化を実現した、従来技術にはない全く新しい加工機を提供する。
【解決手段】この加工機10は、外郭構造を形成する筺体11と、筺体11の一表面及び他表面に対してそれぞれ設けられ、載置されるワークWを筺体11の設置面と垂直方向に往復移動可能な一対のワークテーブル21と、ワークテーブル21に載置されるワークWの対向する二面を加工可能なように、一対のワークテーブル21を挟むように筺体11に設けられる複数台の加工ヘッド31と、を備えている。そして、この加工機10には、一対のワークテーブル21及び複数台の加工ヘッド31のそれぞれに対して加わる応力の一部を筺体11に受け持たせるモノコック構造が採用されている。
(もっと読む)
両頭研削盤
【課題】加工室カバーを小型化できると共に、加工室カバーの外部でキャリアプレートに対するワークの着脱を行うことができる両頭研削盤を提供する。
【解決手段】両頭研削盤1において、キャリアプレート30は、キャリア軸23を中心とする90度未満の中心角αを持つ扇形の外形形状を呈すると共にワークポケット33が複数形成された一対のキャリア部31,32を有し、キャリア軸23は、当該キャリア軸23の中心線CLの延長方向から見て、加工室カバー40の内外の境界部に設置され、キャリア軸23の回転に従って、キャリア部31,32が加工室カバー40の内部に対して出入りする。
(もっと読む)
研削装置
【課題】研削ホイールをホイールマウントに装着する場合に高精度な電極位置精度を不要とすると共に、超音波振動加工時のノード領域の変化によっても電極接触不良を発生させず、かつ、研削ホイールを容易に着脱可能な研削装置を提供すること。
【解決手段】研削装置は、ホイールマウント(31)に磁力を持つ固定電極(62)を配設すると共に、ホイールベース(413)の収容部(413a)内に磁力によって引き付けられる可動電極713を含む可動電極部(71)を収容部(413a)に進退可能に収容する。ホイールベース(413)にホイールマウント(31)に装着されると、固定電極(62)の固定電極(62)の接触面(621a)と平行にS極とN極を並列させた磁石(622)の磁力により可動電極部(71)が固定電極(62)に接触し環状超音波振動子(415)に通電され、可動電極部(71)がホイールベース(413)に非接触とされる。
(もっと読む)
四角柱状インゴットブロックの面取り加工方法
【課題】 四角柱状シリコンインゴットの四隅R面の面取り粗研削加工時間を短縮できる面取り加工方法の提供。
【解決手段】 カップホイール型砥石11gを軸承する前後移動可能な砥石軸11o,11oの一対の砥石軸間高さを離間させ、ワークテーブルに搭載されたクランプ機構7の主軸台7aと心押台7b間に支架されたワークwのC軸心を前後に26度揺動回転させながら前記カップホイール型砥石11g,11gの刃先に当接触させてワークのインフィード研削を開始し、ついで、この揺動するワークを前記カップホイール型砥石11g,11g間を通過させてトラバース研削を行ってワークのR面を面取り研削加工する。
(もっと読む)
方形ワークの三面取り研削方法およびそれに用いる複合研削砥石車
【課題】方形ワークの3面(XZ面、YZ面、XY面)の直角出し研削加工をなす安価な平面研削装置を提供する。
【解決手段】中央プレーン砥石車部2bの両側面に10〜45度の傾斜角を有するアンギュア砥石車部2a,2cが一体化された外周縁断面が傾斜−平行−傾斜形状を示す複合研削砥石車2を用い、ワークテーブルを往復動させつつ、方形ワークWのXY面、XZ面をアングラー砥石車部2a、2cで平面研削し、ワークテーブルを移動せず、砥石軸を上下方向移動および前後方向移動させて、方形ワークWのYZ面をプレーン砥石車部2bで平面研削する。
(もっと読む)
工作機械
【課題】コンパクトな構造及び改善された機械強度を有する工作機械を提供する。
【解決手段】垂直な1つの前壁3とこれに対して直角に配設された2つの側壁2,2’とを有する支柱1を有する1つの機械フレームと、前壁3に配設された1つの工作物保持装置8と、工具14,14’を有する少なくとも1つの工具ホルダ10とを有し、前壁3が、仮想平面E内に位置する、軸状の工作物7を加工するための工作機械において、垂直ガイド5と工作物保持装置8が、仮想平面Eの向かい合う両側に配設されている。
(もっと読む)
全自動式マイクロドリルの研磨装置及びその研磨方法
【課題】設備の設置コストを下げ、且つマイクロドリル研磨時の効率及び品質を有効に向上させる全自動式マイクロドリルの研磨装置及びその研磨方法を提供する。
【解決手段】全自動式マイクロドリルの研磨装置及びその研磨方法として、その装置は機台、ブラシ装置、取出しモジュール、挟持モジュール、第1検査モジュール、第2検査モジュール及び研磨モジュールを含む。これらによって、研磨及び検査前のマイクロドリルを該挟持モジュールへ移動し、移動過程で同時に塵除去を行い、続いて第1次検査を行う。合格と判定したものは該研磨モジュールで第1次研磨を行い、不合格のものは不良品区へ送る。第1次研磨が完了した該マイクロドリルは第2次検査へ進み、良品は該放出区へ送り、不良品は前述ステップを繰り返してから第2次研磨へ進み、良品を該放出区へ送り出す。それでも尚、不良品の場合は該不良品区へ移動させ、自動化マイクロドリルの研磨を実現し、その効率と品質を大幅に向上させる。
(もっと読む)
上定盤の自転及び公転のための装置、及びそれを用いた上定盤の作動方法
【課題】上定盤(シャフト)を自転させると同時に公転させる装置、及びそれを用いた上定盤の作動方法を提供する。
【解決手段】外周面に外周面歯車26が設けられた円筒部材20;円筒部材20の中心から偏心した位置で自転自在に円筒部材20に支持され、外周面には軸歯車51が設けられ、上定盤と連結されたシャフト50;及び内周面には内歯車が形成され、、内歯車は軸歯車51と噛み合うように設けられた輪歯車;を備える。所定の駆動力が円筒部材20に伝達されて円筒部材20が回転する。円筒部材20の回転に伴ってシャフト50が偏心によって公転し、該公転は軸歯車51が内歯車に噛み合った状態で行われる。
【効果】上定盤を自転させると同時に公転させることができるため、フロートガラスの研磨率が高められる。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
ハンドグラインダーの研磨ディスク着脱装置
【課題】研磨ディスクを簡単で速かに着脱し、作業時の振れ現象を最小化するとともに、研磨ディスクの緩み現象を防止するための安全キーをなだらかに作動させることができるハンドグラインダーの研磨ディスク着脱装置を提供する。
【解決手段】駆動軸11を持つグラインダー本体10と、第1ハウジング21A及び第2ハウジング21Bにそれぞれ分割されているカプラー20と、駆動軸11に締結され、上端部外周面に係合突起42aを持つ結束ユニット40とを含んでなり、研磨ディスクDの揺れ現象を吸収するために上側にふくらんでいる環状のリーフスプリング31が装着され、前記第1ハウジング21Aには、その両側に凹んでいる一対の収容溝が設けられ、安全キーが搭載され、前記第2ハウジング21Bには、フランジが下向きに形成されているとともに前記安全キーが水平方向にスライド移動できるように案内溝が備えられる。
(もっと読む)
薄板状ワークの研削方法及び両頭平面研削盤
【課題】ワークの両側面を研削する一対の研削砥石の切れ味の違いを極力解消できるようにする。
【解決手段】薄板状ワークWを保持する一対の静圧パッド1,2と、一対の静圧パッド1,2間に保持されたワークWの両側面を研削する一対の研削砥石5,6と、研削中のワークWの両側面の位置R1,R2を測定する一対の測定ヘッド9,10と、ワークWの研削精度が基準精度内に収まったときの測定ヘッド9,10の測定値M1,M2からワークWの相対位置Xを算出する演算手段22と、その相対位置Xと静圧パッド1,2間にワークWが適正に保持されるべき研削基準位置X0とを比較して差分を求める位置比較手段24と、両者に差分があるときに当該ワークWの研削後に両者の差分に応じて研削砥石5,6の研削後退端を補正する後退端補正手段25とを備えている。
(もっと読む)
研削装置
【課題】 ウエーハの粗研削及び仕上げ研削が効率良くできるとともに設置面積が小さいマニュアルタイプの研削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、該チャックテーブルに保持された被加工物を研削する研削手段と、該チャックテーブルに被加工物を搬出入する搬出入位置と該チャックテーブルに保持された被加工物を研削する研削位置とに該チャックテーブルを位置付ける位置づけ手段とを備えた研削装置であって、該研削手段は、該搬出入位置と該研削位置とを結ぶ直線上に配設された第1の研削手段と第2の研削手段とを含み、該チャックテーブルに対して該第1の研削手段を接近及び離反させる第1の研削送り手段と、該チャックテーブルに対して該第2の研削手段を接近及び離反させる第2の研削送り手段と、を具備したことを特徴とする。
(もっと読む)
研磨装置
【課題】研磨処理に掛かる時間を長くすること無く、砥石の偏摩耗を抑制することができる研磨装置の提供。
【解決手段】角柱状シリコンインゴットWK1のR面角部を、リング状の各砥石31a,32aに対してワーク移動機構の移動方向と直交する方向に揺動移動させつつ、各砥石31a,32aを回転させて研磨するので、各砥石31a,32aの広範囲に角柱状シリコンインゴットWK1のR面角部を接触させることができる。したがって、各砥石31a,32aをリング状として偏摩耗を抑制することができ、かつR面角部と各砥石31a,32aとの接触部分を増やして、研磨処理に掛かる時間を長くせずに済む。
(もっと読む)
加圧装置
【課題】 加工力を常時測定しながら適切な荷重を工具スピンドルに保持した工具へ加える。
【解決手段】 固定側に垂直に装着され、エアガイドを構成するガイド軸と、ガイド軸に同軸上に嵌合した2つのエアスライダと、2つのエアスライダの一方に装着されるとともに加工工具を装着するスピンドルと、固定側に設けた滑車と、他方のエアスライダをバランスウエイトとして構成するように、滑車を介して2つのエアスライダを連結したワイヤーとを備えた。
(もっと読む)
スピンドルユニット
【課題】スピンドルの回転数を所望の回転数に設定しても共振が起こらないスピンドルユニットを提供する。
【解決手段】ベアリングを備えたハウジング3によって支持されたスピンドル2の一方の端部に駆動部6が装着され、スピンドル2の他方の端部に工具を装着するための工具マウント7を備えたスピンドルユニット1において、スピンドル2の一方の端部には駆動部6から所定長さ突出した突出ロッド8を備え、突出ロッド8には軸心方向に移動可能でかつ固定可能な錘9を配設し、突出ロッド8の軸心方向における錘9の位置を調整してスピンドル2の回転数に起因する共振を解除する。
(もっと読む)
研削盤
【課題】ワークテーブルに回転支持されたワークを、コラムに設けられた砥石車により研削加工する立型研削盤において、高精度な研削加工を実施することができる配置構成を備えた研削盤を提供する。
【解決手段】砥石車3を回転支持する砥石台10の旋回ユニット11の旋回テーブル21に対する配置構成は、砥石台10に回転可能に軸承される砥石車3の砥石軸20が旋回テーブル21の旋回軸21aに対してワークWを回転支持するワークテーブル1側となるように配置されている。これにより、旋回テーブル21とワークWの干渉がなくなり、旋回テーブル21をワークWから上下方向に離隔させる必要がなく、砥石軸20の長さを小さく設定することができる。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する切断装置および切断方法
【課題】 円筒状シリコンインゴットの側面剥ぎ切断装置上で、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する方法および外周刃の横揺れ幅を小さくすることができる自己補償機構の提供。
【解決手段】 加圧冷却液供給パッド一対96p,96pを外周刃91aを挟んで外周刃の前面および後面に設け、ポンプ96pより供給される加圧液体の供給管を2分岐し、分岐された供給管のそれぞれの先端を前記一対の加圧冷却液供給パッドの液体貯め空間に望ませた外周刃横揺れ自己補償機構96。および、レーザ光反射型変位センサsを用い、円筒状単結晶シリコンインゴットの結晶方位を正確に検知する。
(もっと読む)
1 - 20 / 183
[ Back to top ]