
Fターム[3C034BB76]の内容
研削盤の構成部分、駆動、検出、制御 (11,657) | 構造 (3,536) | ワーク保持機構 (1,020) | 複数ワークを保持するもの (117)
Fターム[3C034BB76]に分類される特許
1 - 20 / 117
両頭研削盤
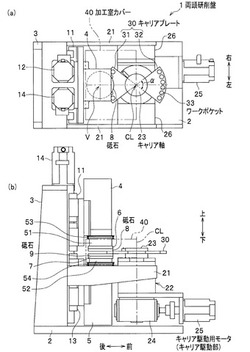
【課題】加工室カバーを小型化できると共に、加工室カバーの外部でキャリアプレートに対するワークの着脱を行うことができる両頭研削盤を提供する。
【解決手段】両頭研削盤1において、キャリアプレート30は、キャリア軸23を中心とする90度未満の中心角αを持つ扇形の外形形状を呈すると共にワークポケット33が複数形成された一対のキャリア部31,32を有し、キャリア軸23は、当該キャリア軸23の中心線CLの延長方向から見て、加工室カバー40の内外の境界部に設置され、キャリア軸23の回転に従って、キャリア部31,32が加工室カバー40の内部に対して出入りする。
(もっと読む)
研磨システム

【課題】省スペース、生産性の向上、合わせて設備費用の低減に寄与する研磨システムを提供する。
【解決手段】ワーク一括搬送装置60がワークを研磨装置10へローディングする時に、ワーク給排装置30がローディング用テーブル305を上昇させて研磨装置用ガイド部20とローディング用ガイド部304とを隣接させることでワーク一括搬送装置60がこれらガイド部を移動できる状態とし、ワーク搬送装置60がローディング用テーブル305上の全てのワークを一括して保持して研磨装置10のワークキャリアへ搬送するようにして、ローディング時間を大幅に短縮した研磨システム1とした。
(もっと読む)
平面研削盤のワーク投入装置
【課題】保持空間内におけるワークの傾きに起因した噛み込みを防止し、ワークを確実に収納ポケット内に収納することができるワーク投入装置を提供する。
【解決手段】ワーク投入装置10は、ワークWを保持するための保持空間21が表裏に貫通するように形成された板状の保持プレート20と、保持空間21内にワークWを供給する供給機構30と、保持空間21内に供給されたワークWを下方に押す押出機構40と、保持空間21内の空気を吸引し、当該保持空間21内に供給されたワークWを保持面21a,21cに吸着して、当該ワークWを保持空間21内に保持するための吸引機構50とから構成される。ワークWを保持面21a,21cに吸着することで、その姿勢が変化するのを防止することができ、ワークWを確実に収納ポケット5内に収納することができる。
(もっと読む)
全自動式マイクロドリルの研磨装置及びその研磨方法
【課題】設備の設置コストを下げ、且つマイクロドリル研磨時の効率及び品質を有効に向上させる全自動式マイクロドリルの研磨装置及びその研磨方法を提供する。
【解決手段】全自動式マイクロドリルの研磨装置及びその研磨方法として、その装置は機台、ブラシ装置、取出しモジュール、挟持モジュール、第1検査モジュール、第2検査モジュール及び研磨モジュールを含む。これらによって、研磨及び検査前のマイクロドリルを該挟持モジュールへ移動し、移動過程で同時に塵除去を行い、続いて第1次検査を行う。合格と判定したものは該研磨モジュールで第1次研磨を行い、不合格のものは不良品区へ送る。第1次研磨が完了した該マイクロドリルは第2次検査へ進み、良品は該放出区へ送り、不良品は前述ステップを繰り返してから第2次研磨へ進み、良品を該放出区へ送り出す。それでも尚、不良品の場合は該不良品区へ移動させ、自動化マイクロドリルの研磨を実現し、その効率と品質を大幅に向上させる。
(もっと読む)
支持治具及び磁気記録媒体用ガラス基板の製造方法
【課題】ガラス基板積層体の外周端面に研磨ブラシを押し当ててもたわまず、均一にガラス基板積層体の外周端面を研磨できる支持治具を提供すること。
【解決手段】中心部に円形孔を有する円盤形状の磁気記録媒体用ガラス基板を、複数枚支持する支持治具であって、前記支持治具は、前記円形孔に挿入されて複数枚の前記磁気記録媒体用ガラス基板の位置を合わせる支持軸を有し、前記支持軸は、ヤング率が150GPa以上である、支持治具。
(もっと読む)
板状体の研磨装置及び板状体の研磨方法
【課題】研磨時に盛り上がったバックパッドが研磨パッドと接触して破れるのを防止し、板状体に掛かる研磨パッドの圧力偏重を緩和するとともに、連続研磨において次の研磨対象への研磨パッドの乗り継ぎ不良を防止する。
【解決手段】板状体の研磨装置は、板状体の主表面における第1の面を吸着保持すべく構成されたバックパッドと、前記板状体の前記主表面における第2の面に押し付けられ、該第2の面を研磨すべく構成された研磨パッドを備え、前記研磨パッドの押し付けによる前記板状体の周囲の前記バックパッドの盛り上がりを防止すべく構成された補助プレートが前記板状体の周囲または周囲の一部に配置されていることを特徴とする。
(もっと読む)
バリ取り装置
【課題】 コンベアに対するブラシ部材の相対高さの調整を自動で行え、調整のばらつきを抑え、かつ調整作業が容易なバリ取り装置を提供する。
【解決手段】 バリが上面に形成されたワークWを水平に搬送するコンベア1と、コンベア1の上方に配置されたバリ取りヘッド2と、コンベア1に対するバリ取りヘッド2の相対高さを調整する相対高さ調整機構3とを備える。バリ取りヘッド2は、ブラシ軸心O1回りに回転自在なロール状のブラシ部材20と、ブラシ部材20を旋回軸心O2回りに旋回自在に支持する旋回支持部材26とを有する。相対高さ調整機構3は、昇降駆動源50によりコンベア1またはバリ取りヘッド2を昇降させる。ブラシ部材20の下端を検出可能な投受光式のブラシ下端検出手段50と、ブラシ部材20の下端の検出に基づき昇降駆動源50を制御する昇降制御手段61とを設ける。
(もっと読む)
ガラス基板の外周端面研磨方法、ガラス基板の製造方法及び外周端面研磨装置
【課題】研磨ブラシを用いることなく、外周面取り部と外周側面部とを均一かつ安定的に研磨する方法を提供すること。
【解決手段】中央部に円形孔を有する複数の円盤形状ガラス基板を、前記円形孔の位置をあわせて重ね合わせてガラス基板積層体を形成し、該ガラス基板積層体の前記円形孔に貫通して前記ガラス基板積層体を支持する支持棒を有する容器内にガラス基板積層体を固定する、積層体形成工程と、前記ガラス基板積層体の外周端面と前記容器の内壁との間の空間に、砥粒を含む研磨液を封入する、研磨液封入工程と、前記研磨液が前記外周端面に接触するように、前記研磨液が封入された前記容器を振とうして前記外周端面を研磨する、研磨工程と、を含む、ガラス基板の外周端面研磨方法。
(もっと読む)
研削方法
【課題】ウエーハに面焼け等の品質低下や破損を生じさせる恐れを低減可能な研削方法を提供する。
【解決手段】回転可能なチャックテーブル54と、該チャックテーブルで保持された被加工物11を研削する研削砥石32を含む研削ホイール30を回転可能に支持する研削手段と、該研削手段を研削送りする研削送り手段と、該研削砥石32に超音波振動を付与する超音波生成手段と、を備えた研削装置で、被加工物11を保持ステップと、該チャックテーブル54を回転させつつ該超音波生成手段を作動させて該研削砥石32に超音波振動を付与するとともに、該研削送り手段により該研削手段を研削送りして回転する該研削砥石32を被加工物11に削り込ませるステップと、該削り込みステップを実施した後、該超音波生成手段を停止させるとともに該研削送り手段により該研削手段を研削送りして被加工物11を研削する研削ステップと、を具備する。
(もっと読む)
薄板状物加工装置及び薄板状部材の製造方法
【課題】本発明は、装置全体のコスト高を抑えることができるとともに比較的メンテナンスが容易である薄板状物加工装置を提供することを目的とする。
【解決手段】この発明の薄板状物加工装置は、第一のレールに沿って走行体が走行し被加工物を搬送及び搬出する搬送搬出ユニット、及び第一のレールに沿って配設され被加工物を加工する複数の加工ユニットを備え、複数の加工ユニットが、被加工物を保持する加工テーブルが加工位置から被加工物の受け渡し位置までの間を移動するよう配設された第二のレールを有し、搬送搬出ユニットが、走行体に取り付けられ、第一のレールの配設方向に沿った軸を中心に回転する回転体、及びこの回転体に設けられ、回転体の回転により上記受け渡し位置の加工テーブルに選択的に対面する少なくとも二箇所に配設された被加工物保持部をさらに備えていることを特徴とする。
(もっと読む)
長尺部材のバリ除去装置
【課題】長尺部材の端面のバリを適切に除去することができるバリ除去装置と提供すること。
【解決手段】長尺部材Pのバリ除去装置1であって、平行に配置されて前記長尺部材Pを直交する姿勢で搬送する2本の搬送レール3と、前記搬送レール3に沿って前記長尺部材Pを押しながら搬送する搬送部材9と、前記搬送レール3の幅方向の両側に設置されるバリ除去手段11と、を備え、前記搬送レール3は、前記長尺部材Pを回転させるために搬送方向に沿って山部3aおよび谷部3bが交互に連続している。
(もっと読む)
眼鏡レンズ供給システム
【課題】 システムの大型化、設置スペースの増大を抑え、経済的に有利する。
【解決手段】
1つのコンベアラインユニットは、コンベアラインと、1台の加工装置に対して少なくとも2つのトレイをコンベアラインから離脱させて待機位置まで移動させ、加工済みレンズが入ったトレイをコンベアラインに載せるトレイ移動ユニットと、レンズを加工装置に供給し、加工されたレンズをトレイに戻すロボットシステムと、トレイの識別情報を得る個別制御ユニットと、を有し、複数のコンベアラインユニットが並べられたときに、コンベアラインが1本のコンベアラインのように接続され、主制御ユニットは、各個別制御ユニットと通信し、搬入用コンベアラインのトレイを何れのコンベアラインユニットに搬送するかを決める。
(もっと読む)
研磨装置
【課題】研磨精度を維持するために定期的に交換が必要な消耗部品点数を削減できる研磨装置を提供する。
【解決手段】ワークの端面を研磨する研磨面20aを表面に有する研磨盤20と、研磨盤20の裏面20bを所定平面に沿って移動自在に支持する支持機構30と、研磨盤20の研磨面にワークの端面が当接するようにワークを保持するワークホルダ50と、研磨盤20に円運動をさせつつ往復直線運動をさせる駆動機構70とを有する。
(もっと読む)
研削加工装置
【課題】クランクシャフトにおける複数個の軸部の芯同士を精度よく、且つ容易に位置合わせする。
【解決手段】研削加工装置100は、開閉可能な第1シャッタ256、第2シャッタ294を有する第1シャッタ機構104、第2シャッタ機構106と、これら第1シャッタ機構104及び第2シャッタ機構106を保持し、且つ該第1シャッタ機構104及び該第2シャッタ機構106を回転させる回転機構108とを有する。クランクシャフトの第1ウェイト部及び第2ウェイト部は、閉止した第1シャッタ256、第2シャッタ294に挟持され、この状態で、第1シャッタ機構104及び第2シャッタ機構106の回転動作に追従して回転動作する。この回転動作の最中、砥石によって研削加工される。
(もっと読む)
両頭平面研削方法及び両頭平面研削盤
【課題】 サイクルタイムを短縮できるようにする。
【解決手段】 キャリアのポケット4に保持されたワークWの両端面を一対の研削砥石1によりキャリアスルー研削するに際し、キャリア3の1つのポケット4にキャリア進行方向に複数個のワークWを投入して、キャリア3により各ワークWを隙間なく連続状に整列させて押し込みながら研削する。研削砥石1とキャリア3は研削部2では逆方向に回転する。またポケット4に所定数のワークWを投入し終えた後に、キャリア3によりポケット4内の先端側のワークWを研削部2に押し込む。
(もっと読む)
加工方法
【課題】 一つの環状フレームの開口部内に粘着シートを介して複数の被加工物を装着して研削や研磨を実施する場合にも、全ての被加工物を所定の厚みへと薄化可能な加工方法を提供することである。
【解決手段】 環状フレームFに貼着された粘着テープTの中心に第1ウエーハ11を貼着し、複数の第2ウエーハ13をその周りに貼着したウエーハユニット15を形成する。チャックテーブル36の回転軸から第2ウエーハ13の最外周位置までの長さより大きい半径を有する研削ホイール22の外周縁が第1ウエーハ11の中心を通過するように、チャックテーブル36と研削ホイール22の位置関係を設定する。厚み測定器46で第1ウエーハ11の厚みを測定しながら第1及び第2ウエーハ11,13の研削を実施する。第1ウエーハ11の厚みが所定厚みへ達した際に研削送りを停止することにより、全てのウエーハ11,13を所定の厚みへと研削することができる。
(もっと読む)
加工装置
【課題】4個の加工手段を備えた加工装置を小型に構成することができる加工装置を提供する。
【解決手段】加工装置は、中心部に開口を備え回転可能に配設されたターンテーブルと、ターンテーブルに正多角形の頂点の位置に配設され被加工物を保持する保持面を備えた少なくとも5個のチャックテーブルと、ターンテーブルの該開口を挿通して立設された支柱と、支柱に少なくとも5個のチャックテーブルのうちの4個のチャックテーブルに対応して配設された4個の加工手段と、4個の加工手段をそれぞれチャックテーブルの保持面に対して垂直な方向に移動せしめる4個の加工送り手段と、ターンテーブルを回動して4個のチャックテーブルを4個の加工送り手段による加工領域に位置付けた状態において余りのチャックテーブルに被加工物を搬入・搬出する搬入・搬出領域とを具備している。
(もっと読む)
半導体ウエハの研磨方法及び半導体ウエハ研磨装置
【課題】作業負担を増加させることなく、上下の回転定盤によりキャリアに保持された半導体ウエハの両面を研磨する際の、研磨の進行状況を正確に推定できる半導体ウエハの研磨方法及び半導体ウエハ研磨装置を提供する。
【解決手段】上下の回転定盤2、3によりキャリア6aに保持されたウエハWを挟持し、該上下の回転定盤2、3を回転動作させることにより、ウエハWの両面を同時研磨する研磨装置1を用いたウエハ研磨方法であって、ウエハWの両面を同時研磨している際の、研磨装置1の定盤負荷電流値をモニタし、そのモニタした定盤負荷電流値を用いて一定時間内における定盤負荷電流値の標準偏差を基準時間毎に算出し、該算出した標準偏差の変化からウエハWの研磨の進行度を推定する。
(もっと読む)
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
基板加工方法および基板加工装置
【課題】積層した多数枚のガラス基板をずれないように保持して精度良く切削加工などの加工を各ガラス基板に同時に施すことのできるガラス基板加工方法を提案すること。
【解決手段】本発明のガラス基板加工方法では、加工対象の複数枚のガラス基板3を、液体を含浸させて湿潤状態の液体吸収性シート31を挟み、厚さ方向に重ね合わせて基板積層体4を形成し、これを厚さ方向の両側からクランプ機構5によってクランプし、クランプ状態の基板積層体4に、走行状態の1本のワイヤー2を押し付けてガラス基板に対して同時に同一の切削加工を施す。湿潤状態の液体吸収性シートを挟んだ状態で多数枚のガラス基板3がクランプされるので、ガラス基板間の密着力が高く、加工時におけるガラス基板のずれを防止でき、加工精度を高めることができる。
(もっと読む)
1 - 20 / 117
[ Back to top ]