
Fターム[3C038CA10]の内容
スパナ、レンチ、ドライバーの細部、付属具 (2,087) | 締付力制御手段(検知手段) (373) | 検知を時系列等で連続して行うもの (28)
Fターム[3C038CA10]に分類される特許
1 - 20 / 28
インパクト回転工具
【課題】より正確なトルクでの締め付けを行うことができるものとする。
【解決手段】モータ出力によって出力軸に打撃衝撃を加えるインパクト機構と、該インパクト機構による打撃を検出する打撃検出手段21と、モータの回転数を検出する回転角検出手段22と、打撃検出手段で得られる打撃のタイミングと回転角検出手段によるモータ回転角とから打撃速度を算出する打撃検出手段24と、前記打撃検出手段で検出された打撃数をカウントして所定打撃数になればモータを停止させる制御手段10とを備え、制御手段は打撃速度検出手段で得られた打撃速度が所定打撃速度以下であるときに不足打撃数を補正する。さらに不足打撃数の補正量を調整するための調整部15を備える。
(もっと読む)
ネジ締め装置

【課題】着座までは高速回転させ短時間で効率的にネジ締めができると共に、着座後のオーバーシュートを被締結物の硬さに関わらず防止でき、トルク制御および角度制御の信頼性が高くかつコンパクトなネジ締め装置を提供する。
【解決手段】本発明のネジ締め装置1は、第1出力軸3と第2出力軸5との間に介在され第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とを所要回転角度離間させると共に回転に伴う第1係合部2と第2係合部4との係合を遅延させるトーションばね6を有した係合遅延機構7を備えており、トルク検知部8が被締結物の着座に伴うトーションばね6の荷重増加によるトルク上昇を検知するとモーター9の回転速度を高速から低速に切り替えると共に、第1出力軸3の第1係合部2と第2出力軸5の第2係合部4とが係合する前にモーター9の回転速度が低速になるよう制御されている。
(もっと読む)
トルクレンチ及びこれを備えた締め付け装置
【目的】 本発明の目的は、締め付け作業時に締め付けトルク値を得ることが可能なトルクレンチ及びこれを備えた締め付け装置を提供する。
【構成】 トルクレンチWは、締め付け部10が着脱自在であるヘッド部21を有するレンチボディと、前記レンチボディ内に設けられており且つ締め付け部10に係合可能な第1端部と、前記第1端部の反対側の第2端部とを有するトルク伝達部と、前記トルク伝達部の第2端部に当接しており且つ当該トルク伝達部を通じて前記締め付け部にかかる荷重を受け、電気信号に変換して出力可能なロードセルとを備えている。
(もっと読む)
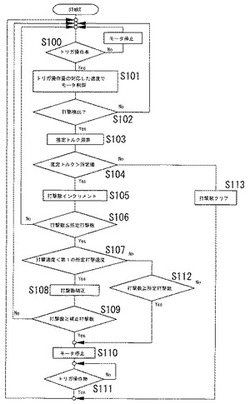
ボルトの締付方法、及びその装置
【課題】ボルトの締付において、簡便でありながら、ボルト締付終了時における締付角度及び締付トルク双方のばらつきを抑えることができるようにする。
【解決手段】ボルトの締付中に、ボルトのスナッグトルクからの締付角度と、該締付角度でのボルトの締付トルクとが、所定の関係を満たしたとき(スナッグトルクからの締付角度が大きいほど締付トルクが小さくなる特定線L1上に位置したとき)にモータを停止させる。特定線L1は、二次元直交グラフ上において、締付トルクが所定トルクとして一定である締付トルク基準線L2よりも締付トルクが大で、かつ、スナッグトルクからの締付角度が大きいほど締付トルクが大きくなる直線からなる締付基準線L3よりも締付角度が小である第1の領域Aと、締付トルク基準線L2よりも締付トルクが小で、かつ、締付基準線L3よりも締付角度が大である第2の領域Bとを通る線である。
(もっと読む)
ボルトの締付方法、及びその装置
【課題】ボルトの締付において、簡便でありながら、ボルト締付終了時における締付角度及び締付トルク双方のばらつきを抑えることができるようにする。
【解決手段】ボルトの締付中に、ボルトのスナッグトルクからの締付角度と、該締付角度でのボルトの締付トルクとが、所定の関係を満たしたとき(スナッグトルクからの締付角度が大きいほど締付トルクが小さくなる特定線L1上に位置したとき)にモータを停止させる。特定線L1は、二次元直交グラフ上において、締付トルクが所定トルクとして一定である締付トルク基準線L2よりも締付トルクが大で、かつ、スナッグトルクからの締付角度が所定角度として一定である締付角度基準線L3よりも締付角度が小である第1の領域Aと、締付トルク基準線L2よりも締付トルクが小で、かつ、締付角度基準線L3よりも締付角度が大である第2の領域Bとを通る線である。
(もっと読む)
軸力算出方法および締付工具
【課題】ボルトの締結部に、パッキン等の軟性部材が介設されている場合において、所定の時間が経過した後に残留する軸力を算出することができる軸力算出方法を提供する。
【解決手段】各ワーク13・15にパッキン14を介設した状態でボルト11を締め付けて、各ワーク13・15を締結するときに、ボルト11(もしくはナット孔15a)に作用する予想軸力F2を算出するための軸力算出方法であって、ボルト11の締め付け完了時において該ボルト11に作用する軸力F1と、ボルト11の締め付け完了時から所定時間経過後に該ボルト11に作用する予想軸力F2と、の比(軸力降下率M(t1))を、ボルト11の締付時間t1の関数として表した関係式(数式5)を予め算出しておくとともに、ボルト11の締め付け完了時に該ボルト11に作用する軸力F1の検出値と、ボルト11の締付時間t1を、関係式(数式5)に代入して、予想軸力F2を算出する。
(もっと読む)
回転工具
【課題】相手部材の剛性の違いやパッキンなどの介在にかかわらず目標とする締付トルクでの締め付けを行うことができるものとする。
【解決手段】 回転駆動源としてのモータ2と、モータ回転で発生させたトルクを出力軸7に加えるトルク印加手段と、上記出力軸に加わるトルクを測定するセンサ10と、該センサにより測定されたトルクが設定された目標トルクに達した時に上記出力軸へのトルク印加を停止させる制御手段Cとを備える。上記制御手段は、センサで検出されたトルク値の変化率に応じて上記目標トルクを補正して補正後の目標トルクに基づいて上記出力軸へのトルク印加を停止させる。
(もっと読む)
トルク検定装置
【課題】「静的」な締付トルクを付加する締付工具と、該締付工具によって締め付けられる締結部品との間に組付けられ、前記締付トルクを測定するトルク検定装置であって、「動的」な締付トルクを付加する締付工具についても対応可能なトルク検定装置の提供。
【解決手段】締結部品3aを締め付ける締付工具2の締付トルクを測定するトルク測定器11と、トルク測定器11を操作するとともにトルク測定器11によって測定された締付トルクをトルク波形として取り込む操作装置12と、を有するトルク検定装置1であって、締付工具2によって締結部品3aに加えられる締付トルク(「実締付トルク」)が、連続的に付加する「静的」な締付トルクである場合と、間欠的に付加する「動的」な締付トルクである場合とに応じて、操作装置12内に取り込むトルク波形の周波数を切り替えて測定する。
(もっと読む)
ねじドライバおよび制御方法
【課題】操作を簡略化するねじドライバを得る。
【解決手段】ねじドライバの制御方法は、回転軸線15周りにねじ19を回転させるスピンドル14をモータ11により駆動するステップ、回転ねじ19の周囲に磁界を発生させるステップ、回転ねじ19により生じた磁界変調を検出するステップ、検出した変調に基づきねじ識別装置28によって動作停止基準を選択するステップ、動作停止基準が満たされた際ねじ19の回転を動作停止装置24によって停止するステップとを有する。ねじドライバは、モータ11、モータ11に連結したスピンドル14、スピンドル14の回転運動を停止するための調節可能な動作停止装置24、回転するねじ19によって生じた変調を検出する能動型磁界センサ38、能動型磁界センサ38と調節可能な動作停止装置24との間に接続するねじ識別装置28を備える。
(もっと読む)
ネジ締結方法
【課題】ネジ締結が所定軸力で確実に行え、かつ、その締付け確認が目視確認によっても行える。
【解決手段】頭部付きボルト1の頭部12の輪郭よりも大きな多角形状平座金2と、表面側に凸部3bを、また裏面側に凸部3bと対応する凹所3cを備えた凸部付き座金3と、電動レンチ5を用い、座金3の凸部3bを、降伏点より低めの求めるべき軸力で完全に潰れて陥没完了するように設定する一方、凹所3c内に視認性を有する塗料を収容する逃がし溝3dを設ける。締結時、電動レンチ5により平座金2の共廻りを阻止しながらボルト1を回転させ、締め付けを行う。求めるべき軸力に達すると、座金3の凸部3bが潰れて陥没完了すると共に、凹所3c内の塗料4が逃がし溝4を介して座金3の外周部にしみ出す一方、同時に凸部陥没完了に伴うモータ電流の変化点を電気的にとらえて、電動レンチ5を停止させるようにした。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて簡易な機構で締結部材の締付力の測定を行うことができるとともに、併せて、ボルト等の締結部材の誤組を排除できるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】モータRにより回転駆動される打撃トルク発生装置Tを介して打撃トルクを発生させるようにした主軸Sの先端部に超音波探触子Se1を配設するようにした油圧式トルクレンチの締付力の制御装置において、主軸Sの先端部に配設した超音波探触子Se1から締結部材に超音波を伝播させ、締結部材の先端面からのエコーの伝播時間を計測することにより締結部材の長さを測定する締結部材の長さ測定手段と、締結部材の長さ測定手段により測定された締結部材の長さと、締結前に測定された締結部材の初期長さとから、締結作業中にリアルタイムで締結部材の締結力を測定する締結力の測定手段と、締結力の測定手段により測定した締結部材の締結力が所定の値に達したときにモータRを停止させ締結作業を終了させるモータ制御手段とを備える。
(もっと読む)
油圧式トルクレンチの締付力の制御装置
【課題】超音波探触子を用いて締結部材の締付力の測定を行うことができるとともに、締め付けを行った締結部材の締付力の経年変化の調査や追跡調査を行うことができ、ボルト等の締結部材の誤組を排除できるようにした油圧式トルクレンチの締付力の制御装置を提供すること。
【解決手段】主軸Sの先端部に配設した超音波探触子Se1から締結部材に超音波を伝播させ、締結部材の先端面からのエコーの伝播時間を計測することにより締結部材の長さを測定する締結部材の長さ測定手段と、締結部材の長さ測定手段により測定された締結部材の長さと、締結前に測定された締結部材の初期長さとから、締結作業中に締結部材の締結力を測定する締結力の測定手段と、締結力の測定手段により測定した締結部材の締結力が所定の値に達したときにモータRを停止させ締結作業を終了させるモータ制御手段と、締結作業を終了したときの締結部材の長さを記憶する記憶手段とを備える。
(もっと読む)
ネジ締付け診断装置及び電動ドライバ
【課題】不完全なネジの締付け状態を簡単、確実に検出して確実なネジ締付け作業を行わしめるネジ締付け診断装置を提供する。
【解決手段】電動ドライバの回転軸に生ずる回転トルクが、締付けるネジ長に応じて予め設定されたネジ締付け最小所要時間以降の所定時間範囲内に予め設定された回転トルクに達したことを検出する回転トルク検出手段と、ネジ締付けの際に電動ドライバでネジを押圧することで生ずる押圧力が予め設定された押圧力に達したことを検出する押圧力検出手段と、この回転トルク検出手段が最小所要時間以降の所定時間範囲内で予め設定された回転トルクに達したことを検出すると共に、押圧力検出手段が予め設定された押圧力を検出した場合にはネジ締付けが正常に行われたと診断するネジ締付け診断手段とを備える。
(もっと読む)
回転入力制御機能を有する動力スクリュードライバ
動力工具は、長手方向軸線の周りで回転するように構成された出力シャフトと、回転運動を与えるように出力シャフトに駆動可能に接続されたモータと、出力シャフトから空間的に分離され、長手方向軸線に対してユーザが与える動力工具の回転運動を求めるように作動可能な回転運動センサと、を含む。コントローラは、回転運動センサ及びモータに電気的に接続される。コントローラは、回転運動センサからの入力を用いて、軸の周りの動力工具の角速度、軸の周りの動力工具回転変位、及び/又は回転変位の方向を求める。次いで、コントローラは、角速度、回転変位、及び/又は回転変位の方向によりモータを制御する。 (もっと読む)
回転打撃工具
【課題】
オイルパルスユニットを用いた回転打撃工具において、主打撃による衝撃と、その他の要因に基づく衝撃を正確に識別してモータの回転制御を行う。
【解決手段】。
回転位置検出素子を有するモータと、モータによって駆動されるオイルパルスユニットと、オイルパルスユニットに連結され先端工具が装着される出力軸と、オイルパルスユニットにおいて発生した衝撃力の大きさを検出する検出手段を有する回転打撃工具において、検出手段により衝撃が検出されたら、その後に出現する回転位置検出素子の位置信号までの時間間隔を測定し、測定された時間間隔が所定の時間以上である場合に衝撃を主打撃によるものであると判定し、測定された時間間隔が所定の時間未満である場合に衝撃を半パルスであると判定する。主打撃による衝撃が、規定出力値に達した場合にモータの回転を停止させる。
(もっと読む)
被締付物の締め付けトルク測定方法
【課題】被締結物を各種製品に締め付けた際に、その締め付けが適切なトルクで達成されているか否かをバラツキなく測定する。
【解決手段】トルク測定治具が被締結物の増し締めを行っている時間を細分化して、細分化した時点毎に検出される増し締めトルクを逐次サンプルホールドし、細分化された時点毎の増し締めトルクを所定の細分化数毎にグループ化すると共に、所要数の増し締めトルクのグループよりも時間的に遅れて細分化された時点毎の増し締めトルクも所定の細分化数毎にグループ化し、時間的に後行するグループでの最大のトルク変化値と、時間的に先行するグループでの最大のトルク値との比率を演算し、後行するグループの最大のトルク変化値と、先行するグループの最大のトルク変化値との比率が、増し締めトルクの測定に先立ち予め設定しておいた閾値に合致した時点で測定される現実の増し締めトルク値をもって、被締結物の締め付けトルクと推定する。
(もっと読む)
仮締め判定方法
【課題】 サーボモータの機能を利用した締付装置の仮締め判定方法を提供する。
【解決手段】 現在値(A)のパルス数を取りみ、次いで0.02秒後の現在値(B)のパルス数を取り込み、B−A<50パルスか否かを計算する。B−A≧50パルスの場合は、上記を繰り返し、5回連続(0.1秒間)してB−A<50パルスとなった場合にはサーボモータ3が停止したと判断する。上記の如くして、サーボモータ3の現在値(パルス)を監視し、連続して5回パルス変化量が小さくなって、回転が止まったと判断したならば、そのときのパルス現在値(C)を取り込む。そして、パルス現在値(C)がC<20000(第1設定値)の場合には噛み込みと判定し、C≧100000(第2設定値)の場合には空回りと判定し、20000≦C<100000の場合には仮締めが正常になされたと判断する。
(もっと読む)
ネジ締め不良監視方法
【課題】 従来のネジ締め不良検出方法は、全体的な回転時間や回転角度を測定して良否の判定を行う方法であり、予め設定された時間や回転角度が経過した後でなければ良否の判定ができない。このため、設定した時間や回転角度に到達するまでネジの締め付けが継続され、ネジやワークを破損する可能性が高まると共に、不良の判定がでるまで相当の時間が経過する。
【解決手段】 トルク設定装置を備えた動力式ねじ締め機によるネジ締め不良を監視する方法であって、ネジの締め始めから着座までの単位回転当たりの各時間を測定することにより、該単位回転当たりの各時間が設定範囲を外れた時点でねじ締め機を停止させる。
(もっと読む)
電動ドライバー、ネジ締め状況判定方法及びネジ締め判定システム
【課題】ネジ締め作業時の電動ドライバーに流れる電流波形を計測し、その状態を判定することにより、確かなトルクで確実にネジが締められていることを監視する。
【解決手段】特殊ビットを装着した電動ドライバーに流れる電流波形を計測し、電動ドライバーのモーターに流れる電流の変化により判別された、空運転、ネジ締め運転、2度締め運転、ネジ緩め運転の4つの運転パターンと、それらの運転時間との組み合せによって、電動ドライバーによるネジ締め作業の状態が、少なくとも、短い時間の空運転か、2度締め運転か、ネジ締め運転か、頭部破壊か、長い空運転か、緩め運転かを判断する。
(もっと読む)
固定された締め具の検査工具及び検査方法
本発明に係るネジ締め具検査方法は、取付トルク(T)及び回転角当たりの実際のトルク成長(dT/dφ)特性に関する締め付け済みのネジ締め具の状態を検証するためのネジ締め具検査方法において、試験回転間隔(Δφ)で締め具に増し締めトルクを加え、前記試験回転間隔(Δφ)の間のトルクの大きさ(T)を測定し、前記試験回転間隔(Δφ)の間の占め具の回転運動(φ)を測定し、前記試験回転間隔(Δφ)に対する回転角当たりのトルク成長(dT/dφ)を演算し、前記試験回転間隔(Δφ)の間の演算した回転角当たりのトルク成長(dT/dφ)及びトルクの大きさ(T)を、所望の目標トルクレベルまで締め付けられた時の実際の締め具の特性をそれぞれ表す所定の基準値(Tstart,KR)又は(TE,KP)と比較し、前記基準値(Tstart,KR)又は(TE,KP)を考慮して締め具の状態を承認又は非承認することを特徴とする。 (もっと読む)
1 - 20 / 28
[ Back to top ]