
Fターム[3C046FF02]の内容
バイト、中ぐり工具、ホルダ及びタレット (11,352) | チップ (9,253) | コーティング (7,731) | 基材 (1,989)
Fターム[3C046FF02]の下位に属するFターム
Fターム[3C046FF02]に分類される特許
21 - 40 / 281
高速加工で優れた耐摩耗性を発揮する表面被覆歯切工具
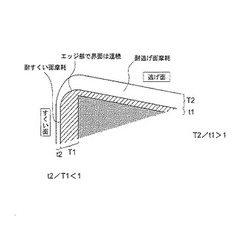
【課題】高速加工ですぐれた耐摩耗性を発揮する表面被覆歯切工具を提供する。
【解決手段】 高速度鋼からなる歯切工具基体の表面に、すくい面摩耗性に優れた第一の被覆層と、逃げ面摩耗性に優れた第二の被覆層とを被覆形成した表面被覆歯切工具において、切れ刃エッジから1mmの位置における上記第一の被覆層のすくい面側の膜厚をT1、逃げ面側の膜厚をt1、また、上記第二の被覆層の逃げ面側の膜厚をT2、すくい面側の膜厚をt2とした場合に、逃げ面側の膜厚が、T2/t1>1、かつ、すくい面側の膜厚が、t2/T1<1を満足し、さらに、切れ刃エッジ部において、第一の被覆層と第二の被覆層の界面が連続して繋がっている層構造を有する。
(もっと読む)
ユーティリティナイフ用の刃

【課題】切削工具にタングステンカーバイドを搭載する方法において、切削面は極めて硬くかつ耐久性を有する加工処理方法を提供する。
【解決手段】ユーティリティナイフ用の刃100は、第1の材料55から作られる部分と、第2の材料60から作られる細長い部分30であって、この第2の材料は前記第1の材料より硬質であり、かつ、前記第1の材料に前記第2の材料の粉末を溶融させることによって前記第1の材料上に被覆され、この細長い部分25は前記刃の先端部18を形成するものである、前記細長い部分とを有し、前記第2の材料は軟質結合剤に埋め込まれるタングステンカーバイド粒子を含むものであり、前記タングステンカーバイド粒子のサイズの少なくとも90%は約5マイクロメートルである。
(もっと読む)
刃先交換型切削チップ
【課題】本発明の目的は、耐摩耗性と靭性とを高度に両立させ、かつ表面層の剥離を高度に防止した刃先交換型切削チップを提供することにある。
【解決手段】本発明の刃先交換型切削チップは、基材と被覆層とを有し、該被覆層は、内層と外層とを含み、該内層の各層は、元素周期律表のIVa族元素、Va族元素、VIa族元素、AlおよびSiからなる群から選ばれる少なくとも1種の元素を含む特定の層で形成され、かつ該各層のうち該外層と接する最上層はTiと、窒素またはホウ素の1種以上の元素と、を少なくとも含む化合物によって形成され、該外層は、アルミナ層またはアルミナを含む層により形成され、かつ切削に関与する部位において、逃げ面側における平均厚みをAμm、すくい面側における平均厚みをBμmとした場合に、B/A≦0.9となることを特徴とする。
(もっと読む)
コーティングされたPCBN切削インサート、かかるコーティングされたPCBN切削インサートを使用したコーティングされたPCBN切削工具、およびその作製方法
中温化学蒸着処理
【課題】本発明は、中温化学蒸着処理を用いて基体をコーティングする方法を提供する。
【解決手段】本発明は、1つ以上の基体を反応室において反応温度まで加熱し、約1〜30%のハロゲン化水素と所定量の炭素窒素源、金属ハロゲン化合物、H2、及び任意のN2とから構成される蒸着処理気体を反応室に導入して、この1つ以上の基体の表面上に浸炭窒化物含有コーティング層を蒸着する中温化学蒸着処理によって、少なくとも1つの基体を浸炭窒化物含有コーティングでコーティングする方法を含む。また、本発明は、蒸着処理気体を反応室に導入する間、反応室における温度勾配を維持する中温化学蒸着処理によって、少なくとも1つの基体を浸炭窒化物含有コーティングでコーティングする実施の形態も含む。
(もっと読む)
AlCr含有の硬質材料層を有する工作物および製造方法
【課題】(AlyCr1-y)Xコーティング工作物、たとえば鉋がけ工具(Zerspanungswerkzeug)、切削工具および成型工具あるいは機械製造および金型製造のための部品、ならびに工作物上にこのような層を析出するための方法を提供し、その際先行技術にあった問題を回避する。
【解決手段】工作物あるいは部品であって、組成(AlyCr1-y)Xの少なくとも1層を含む層システムを有し、X=N、C、B、CN、BN、CBN、NO、CO、BO、CNO、BNOまたはCBNOでありかつ0.4≦y<0.68であり、上記層中の層組成は、実質的に一定であるか、または層厚にわたって連続的あるいは段階的に変化する。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度材の高速断続切削加工で硬質被覆層がすぐれた耐溶着性、耐チッピング性、耐摩耗性を発揮する表面被覆cBN切削工具を提供する。
【解決手段】(a)ホーニングの幅がすくい面方向からみて0.03〜0.3mm、ホーニングの角度がすくい面とのなす角度で10〜35度の範囲にあるホーニング形状を有するcBN製工具基体に硬質被覆層を形成した表面被覆cBN切削工具において、(b)下部層は(Ti,Al)N層、(c)上部層は、(Ti,Al)N層とTiN層の交互積層構造で構成し、(d)上部層の最外層は、ホーニング面と逃げ面との稜線部以外の領域では(Ti,Al)N層とし、一方、ホーニング面と逃げ面との稜線部においては、最外層は存在せず、上記(Ti,Al)N層とTiN層の交互積層断面構造が露出形成していることにより、耐溶着性、耐チッピング性、耐摩耗性の向上を図る。
(もっと読む)
多層被覆切削工具
【課題】被覆切削工具の提供。
【解決手段】本発明は、基材及びPVD被覆を含む被覆切削工具に関係し、PVD被覆は最外領域Cを含み、最外領域CはSi、及びAl, Y及び周期表の4, 5または 6族から選択される少なくとも二つの追加元素の窒化物, 炭化物 または ホウ化物またはそれらの混合物であり,及び領域CはSi平均含有率の組成勾配がない。領域Cは薄板状の, 非周期の, 多層構造を有し、お互いに異なる組成を有する個々の層X 及び Yを交互に入れ替えている。この被覆は、基材に最も近い領域A,中間領域 Bをさらに含み、ここで:
-領域Aには本質的にSiが無く,
-領域 BはSi平均含有率の組成勾配を含み,ここでSi平均含有率は領域Cに向かって増加していく。
本発明はまた上記の被覆切削工具を製造する方法にも関係する。
(もっと読む)
被覆物品および被覆物品を作るための方法
工具または摩耗部品は、基材を覆って形成されたコーティングを有する。このコーティングは、2つの硬質層の間に可塑性微小層を位置させた少なくとも1つの連続体を含むけれども、このコーティングは、可塑性微小層を硬質層と共に交互に重ねることによって作り出されるこのような連続体をいくつか有することができる。種々の硬質層は相互に組成を異ならせることができ、可塑性微小層もそうすることができる。随意的な接合層を基材と連続体との間に設けることができ、最も外側の硬質層を覆う表面層を任意で設けることができる。種々の層を物理的気相蒸着により単一のチャンバー内で堆積させることができる。 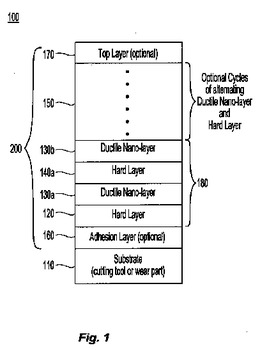 (もっと読む)
(もっと読む)
耐剥離性と耐摩耗性にすぐれたダイヤモンド被覆工具
【課題】難削材の高速切削加工において、すぐれた耐剥離性、耐摩耗性を発揮するダイヤモンド被覆工具を提供する。
【解決手段】 WC基超硬合金からなる基体表面に、結晶性が相異なるA層とB層の2種のダイヤモンド膜が交互積層されたダイヤモンド被覆工具であって、ラマン分光分析による1333±5cm−1のピーク最大値I1と、1400〜1600cm−1のピーク最大値I2の比の値は、A層では0.7<I2/I1<0.9、また、B層ではI2/I1<0.6であり、さらに、基体側においては、A層の合計層厚LaとB層の合計層厚Lbは、0.6≦La/(La+Lb)、また、ダイヤモンド被覆表面側におけるそれは0.6≦Lb/(La+Lb)を満足し、さらに、場合により、ダイヤモンド被覆表面側のB層は、(110)または(111)に配向性を有する。
(もっと読む)
切削工具寿命に優れた機械構造用鋼の切削方法
【課題】連続切削や断続切削などの様式に関わらず、幅広い切削速度領域において、さらに切削油使用、ドライ、セミドライ及び酸素富化など様々な切削環境下において、工具寿命に優れた機械構造用鋼の切削方法を提供する。
【解決手段】質量%で、C:0.01〜1.2%、Si:0.005〜3.0%、Mn:0.05〜3.0%、P:0.0001〜0.2%、S:0.0001〜0.35%、N:0.0005〜0.035%、Al:0.05〜1.0%を含有し、[Al%]−(27/14)×[N%]≧0.05%を満たし、残部がFe及び不可避的不純物からなる鋼を、1300℃における標準生成自由エネルギーの値がAl2O3の当該値以上である金属酸化物が、被削材と接触する面に被覆された切削工具によって切削することにより、該切削工具の表面にAl2O3被膜を形成することを特徴とする機械構造溶鋼の切削方法。
(もっと読む)
表面被覆切削工具
【課題】本発明は、VNの特性とTiAlSiNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、VNからなるA層と、Ti1-x-yAlxSiyN(ただし式中xは0.3≦x≦0.7、式中yは0.01≦y≦0.25)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
切削工具
【課題】 ブレーカにおける酸化摩耗やクレータ摩耗を抑制でき、かつ切刃における被覆層のチッピングや剥離を抑制できる切削工具を提供する。
【解決手段】 基体2の表面が被覆層9で被覆され、すくい面3と逃げ面4との交差稜線部を切刃(前切刃5、横切刃7)とし、すくい面3の前切刃5に続く位置にブレーカ領域を備えたスローアウェイチップ1であって、ブレーカ領域8における基体2の表面に深さ0.5μm以内の窒素、炭素、硼素、珪素およびチタンの群から選ばれる1種以上の元素が多い基体表面冨化領域11が存在し、ブレーカ領域8以外の領域における基体2の表面には基体表面冨化領域11が存在しないとともに、ブレーカ領域における被覆層9の厚みがブレーカ領域8以外の領域における被覆層9の厚みよりも1.2〜3倍厚いスローアウェイチップ1である。
(もっと読む)
表面被覆切削工具
【課題】本発明は、MoNの特性とTiAlSiNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、MoNz(ただし式中zは0.01≦z≦0.2)で表されるMoとNとの固溶体、Mo2N、MoNまたはこれらの混合体からなるA層と、Ti1-x-yAlxSiyN(ただし式中xは0.3≦x≦0.7、式中yは0.01≦y≦0.25)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具
【課題】高硬度材の高速切削加工で、すぐれた耐チッピング性と仕上げ面精度を発揮する表面被覆立方晶窒化ほう素基超高圧焼結材料製切削工具を提供する。
【解決手段】バインダー相であるTiNを20〜50vol%含有するcBN工具基体の表面から1μm以内の深さ領域において、上記バインダー相は0.1〜5原子%のSiを含有し、さらに、該工具基体表面上に、(Ti1−XSiX)N層(但し、Xは0.001〜0.05)を下部層として蒸着形成し、cBN工具基体と下部層の付着強度を高め、この上にさらに、TiN、TiCNおよび(Ti,Al)Nの何れかからなる上部層を蒸着形成する。
(もっと読む)
表面被覆切削工具
【課題】本発明は、AlNの特性とTiAlSiNの特性とを兼備し、特に耐摩耗性に優れた被覆膜を備えた表面被覆切削工具を提供することを目的とする。
【解決手段】本発明の表面被覆切削工具は、基材とその上に形成された被覆膜とを備え、該被覆膜は、AlNからなるA層と、Ti1-x-yAlxSiyN(ただし式中xは0.3≦x≦0.7、式中yは0.01≦y≦0.25)からなるB層とが交互に各々2層以上積層されてなり、該A層の層厚λaと該B層の層厚λbとは、それぞれ2nm以上1000nm以下であり、その層厚比λa/λbは、基材側から被覆膜の最表面側にかけて増大し、かつ基材に最も近いA層とB層の層厚比λa/λbは0.1以上0.7以下であり、最表面側に最も近いA層とB層の層厚比λa/λbは1.5以上10以下であることを特徴としている。
(もっと読む)
表面被覆切削工具
【課題】Ti合金及びAl合金の高速切削加工において、長期の使用に亘って優れた耐摩耗性を発揮する表面被覆切削工具を提供すること。
【解決手段】 40〜70vol%のcBNを含有するcBN基超高圧焼結材料製工具基体の表面に、TiBN層からなる下部層と、TiB2層とTiBN層との交互積層構造からなる上部層を蒸着形成した表面被覆切削工具において、下部層および交互積層を構成するTiBN層のいずれもが、TiB2層に向かって、N含有量が次第に減少する組成傾斜構造を備えている。
(もっと読む)
工具用被覆材
一方が他方の上に配置されたいくつかの層を含む、切削工具のための被覆材(10)であって、金属アルミニウム又はアルミニウム合金の第1層(3)と、第1層の上に配置された酸化アルミニウム又はアルミニウムと少なくとも1種の他の金属とを含有している混合酸化物の第2層(2)とを有することを特徴とする被覆材(10)。 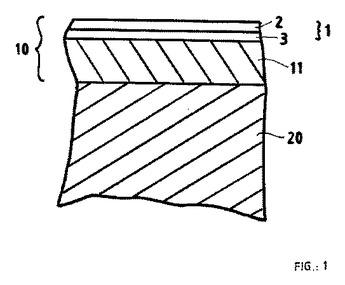 (もっと読む)
(もっと読む)
ダイアモンド用およびダイアモンド含有材料用の接着性複合被膜および前記被膜の製造方法
【課題】ダイアモンドおよびダイアモンド含有材料と支持体の良好な接着力の確保が可能な被膜を提供する。
【解決手段】0.0004から0.3重量%の量のフッ素と一緒に合金を形成しているタングステンの層を含んで成る被膜および/または0.0004から0.3重量%の量のフッ素と一緒に合金を形成している一炭化タングステン(WC)の層を含んで成る被膜が単独に、あるいは多層にダイアモンドまたはダイアモンド含有材料の上に施される。
(もっと読む)
表面被覆切削工具
【課題】高硬度材の湿式断続切削加工で、すぐれた潤滑性、耐チッピング性、耐熱塑性変形性を示し、長期の使用に亘ってすぐれた仕上げ面精度を維持し得る表面被覆切削工具を提供する。
【解決手段】WC超硬合金、TiCN基サーメット、cBN基超高圧焼結材料からなる工具基体の表面に、TiN、TiCN、(Ti,Al)N層の少なくとも一層からなる硬質被覆層を蒸着形成した表面被覆切削工具において、上記硬質被覆層の最表面に、必要に応じ、100〜300nmの膜厚の結晶質窒化珪素膜からなる中間膜を介して、100〜500nmの膜厚の非晶質窒化珪素膜からなる潤滑膜を形成する。
(もっと読む)
21 - 40 / 281
[ Back to top ]