
Fターム[3C049AA03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の種類 (1,832) | 砥石を用いるもの (1,164) | 回転砥石の周面を用いるもの (538)
Fターム[3C049AA03]に分類される特許
21 - 40 / 538
セラミック電子部品の製造方法
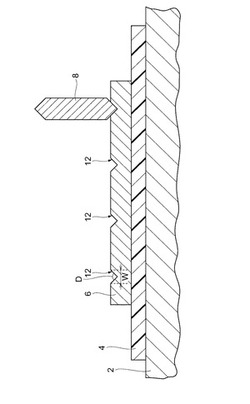
【課題】ガラスセラミックチップのチッピング及び飛散を抑制することが可能なセラミック電子部品の製造方法を提供すること。
【解決手段】ガラスセラミックチップを具備するセラミック電子部品の製造方法であって、台座2に貼り付けた粘着シート4上に固定したガラスセラミック基板6の片面のみに、刃先がテーパー状である第一ダイシングブレード8を用いてV字形の溝12を形成する工程と、刃幅が溝の幅よりも小さい第二ダイシングブレードを、粘着シート4上に固定されたガラスセラミック基板6の溝12内に当接させて、ガラスセラミック基板6を完全に切断して、ガラスセラミックチップを形成する工程と、を備える。
(もっと読む)
配管用溶接開先加工治具

【課題】狭い作業スペースでも伝熱管の交換が可能で、交換を必要としない健全な伝熱管の切断は不要な溶接開先加工治具を提供する。
【解決手段】ネジ部17を形成し先端部に係止爪18を有する芯棒11と押さえナット12を備え、係止爪18を管寄せ1の管孔3を通して内側に挿入して内面に当接し、押さえナット12を係止爪側に締め付けて、押さえナット12と係止爪18の間で管孔3の外周部分に挟持して芯棒11を固定し、加工工具28を保持した保持部材10を芯棒11に保持して、加工工具28を11芯棒を中心にして旋回することにより座ぐり部5を形成する。
(もっと読む)
ガラス板の面取り方法及び面取り装置並びにガラス板
【課題】本発明は、直角度が許容値から外れたガラス板を直角度が良好なガラス板に効率よく加工するガラス板の面取り方法及び面取り装置並びにガラス板を提供する。
【解決手段】本発明のガラス板の面取り装置10は、ガラス板12の基準辺S1を砥石28の移動方向Aに対して直交方向となるように、CPU40が姿勢変更装置26を制御してガラス板12の姿勢を変更する。これにより、砥石28、28によって面取りされる辺S2、S3と基準辺S1との直角度が略直角になる。砥石28、28による辺S2、S3の面取り、及び直角度修正加工が終了すると、ガラス板12の姿勢を平面視において90度変更し、残りの辺S1、S4を面取り加工する。
(もっと読む)
ワーク内面の研削方法
【課題】汎用の内面研削盤を用いてワークの内周に楕円形や三角形等の任意形状の精度の高いプロファイルを削成することができるようにしたワーク内面の研削方法を提供することである。
【解決手段】要求される内面プロファイルと相似形状のプロファイルが外周に形成されたジグJをワークWの円筒状外径面に嵌合し、そのワークWとジグJの嵌合組立体Aを一方向に回転駆動されるドライブプレート1の吸着面で吸着支持し、嵌合組立体Aの外周が複数のシュー2a、2bにより支持される状態で嵌合組立体Aを回転する。そのワークWの内面に砥石車4を押し当て、その砥石車4を回転させる状態でワークWの径方向に移動させてワーク内面を研削する。
(もっと読む)
ウエーハの面取り部除去方法
【課題】ウエーハのデバイス面や外周を汚染することなく、外周部に形成された面取り部を効率よく除去することができるウエーハの面取り部除去方法を提供する。
【解決手段】表面に複数のストリートが格子状に形成され複数のストリートによって区画された複数の領域にデバイスが形成されたウエーハの外周面取り部除去方法であって、ウエーハ2の表面に保護部材Tを貼着する保護部材貼着工程と、ウエーハ表面の保護部材側を保持したチャックテーブル31を回転させながら回転スピンドルに装着された切削ブレード323を回転しつつ外周余剰領域における面取り部の境界部に位置付けて面取り部を切断する面取り部切断工程と、チャックテーブルを回転させながら回転スピンドルに装着された研削砥石333を回転しつつ外周余剰領域の切断面に接触させないで切断された面取り部に位置付けて切断された面取り部を研削して除去する面取り部研削工程とを含む。
(もっと読む)
平研削ホイール
【課題】効率よく超音波振動させることができる平研削ホイールを提供する。
【解決手段】中心部に取り付け穴を備えた円盤状のホイール基台61と、該ホイール基台の外周面に装着された研削砥石62とを具備する平研削ホイールにおいて、該ホイール基台における取り付け穴と外周との間に、交流電力を印加することによって超音波振動を発生する超音波振動手段63が配設されている、ことを特徴とする平研削ホイール。
(もっと読む)
磁気記録媒体用ガラス基板の製造方法
【課題】ポリッシュ工程において酸化セリウムを用いることなく、又はその使用量を低減しつつ、十分な耐衝撃強度が得られると共に、そのような磁気記録媒体用ガラス基板を高い生産性で製造できる磁気記録媒体用ガラス基板の製造方法を提供する。
【解決手段】中心孔を有する円盤状のガラス基板の内外周端面に対して、少なくとも研削加工を施す工程を含み、研削加工を施す工程は、ダイヤモンド砥粒を金属からなる結合剤で固定したメタルボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する1次研削加工と、ダイヤモンド砥粒を樹脂からなる結合剤で固定したレジンボンドダイヤ砥石を用いて、ガラス基板の内外周端面を研削する2次研削加工とを含む。
(もっと読む)
形鋼の耳状突起物除去方法
【課題】形鋼に発生した耳状突起物を確実に除去することのできる形鋼の耳状突起物除去方法を提供する。
【解決手段】研削加工ヘッド5aを有する耳状突起物除去装置5を用いて不等辺不等厚山形鋼1の端部に発生した耳状突起物2を除去するに際して、耳状突起物に接触する研削加工ヘッドの接触圧を検出し、研削加工ヘッドの接触圧が一定となるように耳状突起物除去装置の位置を制御しながら耳状突起物2を除去するようにした。
(もっと読む)
スラブの研削方法及び研削装置
【課題】スラブの形状を精度よく認識することができ、搬送方向に対して斜めに搬送路上に配置されているスラブ、あるいは幅方向両側のエッジ部が直線でないスラブに対しても良好な研削面性状を得られるスラブの研削方法及び研削装置を提供する。
【解決手段】X方向に搬送されるスラブ17を上方から撮像しその形状を計測する工程と、スラブ17の幅方向外側にあって、所定の距離位置に配置された対となる距離計測手段を用いて、スラブ17の幅方向の両側面までの距離をその全長にわたって計測する工程と、スラブ17の形状のデータを用いて、距離計測手段によって計測された距離のデータに含まれる異常値を検出してその補正を行う工程と、補正された距離のデータを用いて、X方向及びX方向に直交するY方向に移動可能な砥石を制御して、エッジ部の面取り加工を行う工程とを備える。
(もっと読む)
半導体ウェハ及び半導体デバイスウェハ
【課題】デバイス作製時における裏面研削後のウェハ端面が理想的なR面取形状を成し、欠けや割れが発生しにくくなり、デバイス製造歩留を大幅に向上させることができる半導体ウェハを提供する。
【解決手段】外周縁部に面取加工を施した円盤状の半導体ウェハ10において、裏面研削の際にウェハ端面11における割れや欠けの発生を防止すべく、ウェハ端面11の周方向に1周に亘って1箇所以上の割れ欠け防止溝12を設けたものである。
(もっと読む)
ガラスディスクの製造装置
【課題】ガラスディスクの研削砥石及び又は研磨砥石を研削作業及び又は研磨作業に続いて装置内でドレッシングができるガラスディスクの製造装置を得る。
【解決手段】内周面砥石50の駆動軸31に外周面ドレス砥石60を設け、且つ前記外周面砥石51の駆動軸41に内周面ドレス砥石61をそれぞれ設け、前記内周面砥石の駆動軸に外周面ドレス砥石の駆動軸を兼用させ、且つ前記外周面砥石の駆動軸に内周面ドレス砥石の駆動軸を兼用させてなる。
(もっと読む)
ガラス基板の製造方法
【課題】本発明の課題は、ガラス基板の研磨位置に応じて最適に研磨するガラス基板の製造方法を提供することにある。
【解決手段】本発明に係るガラス基板の製造方法は、搬送されたガラス基板の両端面を研磨する研磨工程を含むガラス基板の製造方法において、両端面を研磨する一対の研磨砥石は、回動自在に保持されると共にガラス基板方向へ第1の力が付与され、且つ、ガラス基板の幅方向の変動に対して追従可能に保持されている。また、一対の研磨砥石は、研磨工程におけるガラス基板の搬入時、及び搬出時において、回動が規制されるように第2の力が付与されていることを特徴とする。
(もっと読む)
ばり除去装置
【課題】アクセスするのが非常に困難であった工作物上の表面を研削できるようにする。
【解決手段】作動シャフト16は、可撓性が比較的低く、ゴム(または他の変形可能な材料)製の可撓性連結部材14の遠位端から延びている。カラー20が取り付けられた研磨機構18が、作動シャフト16の遠位端にしっかりと取り付けられている。可撓性連結部材14のために、作動シャフト16は、工作物30の側壁30Aによってカラー20に横方向の力が加えられた時に、図6Aに示されているように、向きをそらすことができる。作動シャフト16の向きをそらすことによって、研磨機構18が、工作物30の、ばりを除去すべき角部30Bに接触するのを促す追加の力をかけることができる。
(もっと読む)
ガラス板を隅取りする方法及びその装置
【課題】ガラス板の移動速度に変化が生じても、ガラス板と砥石との位置関係に誤差が生じることなく、ガラス板の隅部を所望に隅取りするガラス板を隅取りする方法及びその装置を提供すること。
【解決手段】 ガラス板2をその一縁6と平行なX方向に移動させる移動手段7と、ガラス板2の一縁6側の隅部3を研削する研削工具としての環状の砥石4と、砥石4をX方向に直交するY方向に移動させる移動手段8と、ガラス板2の一縁6に対向するX方向に伸びた他の一縁11側の隅部3aを研削する研削工具としての環状の砥石5と、砥石5をY方向に移動させる移動手段9と、ガラス板2をX方向に移動させながら、ガラス板2のX方向の移動に応答して、砥石4及び5をY方向に移動させるように、移動手段8及び9を制御する制御手段10とを具備しているガラス板隅取り装置1。
(もっと読む)
異形ワークの揺動研削方法、及び揺動型研削盤
【課題】
マスターワークを使用せずに、カム類を代表例とする断面非円形の異形ワークを研削可能にすることである。
【解決手段】
断面非円形の異形ワークW1 の回転軸心Cw1 が主軸Sの軸心C1 と同心となるように、ドッグ26で把持された当該異形ワークW1 を連続回転させながら、被研削面である外周面を研削する方法であって、前記異形ワークW1 の基準位置からの回転角度(θx)と、研削ユニットGUの揺動角度(θy)との関係を特定して異形ワークW1 の外周研削形状を定めた外周形状特定式〔θy=f1 (θx)〕を予め計算しておいて、前記外周形状特定式〔θy=f1 (θx)〕に基づいて、揺動軸心C0 を中心にして研削ユニットGUを揺動させながら、前記異形ワークW1 を連続回転させて、その外周面を当該外周形状特定式〔θy=f1 (θx)〕で特定された形状に研削する。
(もっと読む)
ウエハホルダの製造方法
【課題】従来よりも容易かつ正確に、球面曲率を有するウエハホルダを製造できるウエハホルダの製造方法を提供する。
【解決手段】支持体1は、球面形状を有する凸状の表面5を有し、基板固定工程S21では、支持体1の表面5に基板100を載置し、かつ基板100を支持体1に固定し、前記基板研削工程S22では、基板100が支持体1に固定された状態において基板100の研削された表面が平面となるように、基板100の表面を研削する。
(もっと読む)
平板状ワークの周縁加工装置
【課題】平板状ワークの周縁加工において、ワーク毎に固有の加工誤差を含む総ての加工誤差を低減する。
【解決手段】主軸と、主軸の軸端に着脱されるワークホルダと、工具と、NC装置5とを備える。ワークホルダは、加工するワークの形状寸法に応じた平面形状のものを装着する。NC装置は、装着されるワークホルダ毎に個別に設定される偏倚量αと偏倚角θ0を用い、主軸1の基準位相からの回転角をθとして、Δx=α×cos(θ−θ0)で演算される補正値Δxを演算し、当該Δxで辺加工手段の移動位置の指令値xを補正する
(もっと読む)
ガラス板端面の面取り方法および面取り装置
【課題】ガラス板の無用な破損を回避することができると共に、研削位置でのガラス板の位置決め精度を高めて、面取り精度や面取り品質の向上を図る。
【解決手段】ガラス板1を上面に載せる左右一対の下側ベルト搬送機構10と各下側ベルト搬送機構10の上側に対に設けられた上側ベルト搬送機構20とを備えてガラス板1を水平方向に直線搬送するガラス板搬送装置3と、搬送経路の両側方に配されて、ガラス板1の左右幅方向の端面1aを面取りするダイヤモンドホイール2とを具備する。左右のベルト搬送機構10、20の一方側は固定側Kとして、ガラス板1を左右幅方向に移動不能に固定的に支持し、他方側は移動側Lとしてガラス板1を左右幅方向に移動可能に支持する。上下のベルトに挟まれる頭出し位置の直前でガラス板1とベルトの相対位置を決め、研削位置Tではベルトを位置決めすることで、ガラス板1の端面をダイヤモンドホイールに対して位置決めする。
(もっと読む)
サイドプレート用研磨調整装置
【課題】塗工装置のサイドプレートを容易に、かつ、精度良く研磨し、形状を調整することの可能なサイドプレート用研磨調整装置の提供を目的とする。
【解決手段】研磨調整装置1は、サイドプレート105の載置される載置板2、サイドプレート105の第一の円弧部を研磨する第一の研磨治具3、サイドプレート105の第二の円弧部を研磨する第二の研磨治具4、及び、サイドプレート105を第一の研磨治具3や第二の研磨治具4に押し付けるための押し付け部材5などを具備し、塗工装置101のサイドプレート105を研磨し、形状を調整する。
(もっと読む)
研削方法、研削システムおよび複合研削盤
【課題】仕上加工用砥石車の寿命を延長でき、かつ、仕上加工工程の研削加工時間を短縮することができる研削方法を提供する。
【解決手段】支持装置20により回転可能に被加工物Wを支持された状態で、荒加工用砥石車73により荒加工工程を行い、仕上加工用砥石車74により仕上加工工程を行う研削方法であって、被加工物Wの研削部位は、外周面に曲率半径R1の凹状曲面を有するカム形状に形成され、荒加工用砥石車73の半径R2および仕上加工用砥石車74の半径R3は、凹状曲面の曲率半径R1より小さく形成される。
(もっと読む)
21 - 40 / 538
[ Back to top ]