
Fターム[3C049AA03]の内容
3次曲面及び複雑な形状面の研削、研磨等 (13,165) | 装置の構造(工具) (4,425) | 工具の種類 (1,832) | 砥石を用いるもの (1,164) | 回転砥石の周面を用いるもの (538)
Fターム[3C049AA03]に分類される特許
41 - 60 / 538
鋼片の面取り研削方法および鋼片の面取り研削装置
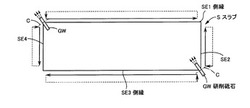
【課題】均一な鋼片の面取りを能率良く自動的に行うことができる鋼片の面取り研削方法および装置を提供する。
【解決手段】スラブS(鋼片)の被研削面12に平行な面内においてそのスラブS(鋼片)の側縁SEの方向に対して所定角度傾斜させることにより、研削砥石GWの外周面のうちスラブSの側縁SEに押し当てられる部分の幅方向の一端がその側縁SEに接触したとき他端がその側縁SEから離隔する状態としつつ、その研削砥石GWをその他端側へ向かってスラブSの側縁SEに沿って移動させることから、研削砥石GWをスラブSの側縁SEに沿って速やかに移動させても研削砥石GWがスラブSに食い込みがなくなるので、均一なスラブSの面取りを能率良く行うことができる。
(もっと読む)
研削方法および複合研削盤

【課題】仕上加工用砥石車による研削体積を可能な限り少なくすることにより、仕上加工用砥石車に要するコストを低減することができる研削方法および複合研削盤を提供する。
【解決手段】複合研削盤1を用い、被加工物Wを支持装置20により支持した状態で、設定された仕上取代を残すように荒加工用砥石車73を用いて被加工物Wに対して荒加工を行う荒加工工程と、荒加工工程の後に、被加工物Wを支持装置20により継続して支持した状態で、仕上加工用砥石車を用いて仕上取代を取り除くように仕上加工を行う仕上加工工程とを実行する。仕上取代は、複合研削盤1の熱変位量および荒加工用砥石車に起因する研削抵抗の変化量の少なくとも一方に基づいて設定される。被加工物Wにおいて仕上取代を残した形状は、荒加工用砥石車73の形状に依存しない形状とされている。
(もっと読む)
ルータ加工方法、コンピュータプログラム、ルータ加工装置、プリント配線基板
【課題】プリント配線基板の位置決め凹穴が形成されている縁部を研削加工する場合でもバリが発生しないルータ加工装置を提供する。
【解決手段】プリント配線基板PBを研削加工するときに、位置決め凹穴UOから右側の縁部MPを研削加工するルータビット110を右側に移動させるとともに外面が右側に変位する方向に回転させ、位置決め凹穴UOから左側の縁部MPを研削加工するルータビット110を左側に移動させるとともに外面が左側に変位する方向に回転させる。このため、位置決め凹穴UOから右側と左側との縁部MPは、位置決め凹穴UOを拡張する方向に研削されるので、縁部MPから位置決め凹穴UOに突出するバリが発生することがない。
(もっと読む)
板ガラスの搬送装置とそれを備えた面取り装置
【課題】 板ガラスのパターン面を疵付けることなく安定して送ることができる板ガラスの搬送装置を提供すること。
【解決手段】 板ガラス1の反パターン面を支持して板ガラス1を搬送方向に送るベルト部11と、このベルト部11と対向する位置で前記板ガラス1のパターン面2に向けて所定圧の水圧を作用させパターン面支持水ガイド30とを有する送り機構40を備え、該送り機構40は、前記パターン面支持水ガイド30の水圧で前記板ガラス1を前記ベルト部11に押圧して、この板ガラス1のパターン面2に非接触の状態で、この板ガラス1を前記ベルト部11との間で挾持するように構成されている。
(もっと読む)
眼鏡レンズ加工装置
【課題】 熱可塑性レンズの「軸ずれ」を効果的に抑えた加工を可能にする。
【解決手段】 眼鏡レンズを保持するチャック軸を回転するレンズ回転手段と、レンズを粗加工する粗加工具が取り付けられた加工具回転軸を回転する加工具回転手段と、チャック軸と加工具回転軸との距離を変動させる軸間距離変動手段と、レンズの材質の選択する選択手段と、を備え、粗加工軌跡に基づいてレンズを粗加工する眼鏡レンズ加工装置で、レンズ回転手段及び軸間距離変動手段を制御して粗加工軌跡に基づいて粗加工具によりレンズを加工する制御手段であって、熱可塑性素材のレンズが選択されたときに、複数のレンズ回転角方向でレンズを回転させずに粗加工具を粗加工軌跡まで切り込ませる第1段階の加工を行った後、残った加工領域を、レンズを回転させながら粗加工軌跡に基づいて加工する第2段階の加工を行う制御手段を備える。
(もっと読む)
ガラス板の製造方法およびガラス板製造装置
【課題】精度の高いガラス板の位置決めを保持することができるガラス板の位置決め装置を備えるガラス板製造装置およびガラス板の製造方法を提供する。
【解決手段】ガラス板の位置決め装置は、固定部と、ガラス板を基準位置に配置するために、ガラス板を前記固定部に向かって押し、ガラス板を前記固定部に当接させる押圧部材と、を有する。前記固定部は、ガラス板と当接する円筒形状部材と、前記円筒形状部材を固定する中心軸部材との組を、少なくとも3組有する。前記3組の前記円筒形状部材はいずれも、前記円筒形状部材にガラス板の破断端面と当接することにより生じる摩耗の長さに対応して設定されている目盛りを有する。前記摩耗が生じることによってガラス板の配置に位置ずれが生じたとき、前記目盛りに従って、ガラス板と当接する前記円筒形状部材の当接位置は、前記円筒形状部材の円周上でシフトされる。この装置が、ガラス板の製造方法に用いられる。
(もっと読む)
ガラス板の製造方法
【課題】ガラス板の端面の研削加工を従来に比べて高速化する際に、端面の品質を維持したガラス板を安定して製造する。
【解決手段】ガラス板の製造方法は、成形されたガラス板を搬送しながら、研削ホイールを回転させることによりガラス板の端面を研削し、前記ガラス板の端面の研削の合計長さが所定長を超える毎に、前記研削ホイールの砥粒のドレッシングを行う。前記研削ホイールの砥粒は、成長ダイヤモンドからなる砥粒であり、前記砥粒の表面に金属コートが施され、前記研削ホイールは、前記砥粒を接合ずるボンド材として、銅を50質量%以上含む合金を用いる。ガラス板の搬送速度は、例えば10m/分以上であり、研削ホイールのドレッシングは、前記ガラス板の端面の研削の合計長さが500mを超える毎に行われる。
(もっと読む)
ガラス板の加工機械
【課題】素板ガラスが載置される切断部におけるテーブルと、折り割りされたガラス板が載置される研磨部におけるテーブルとを正確に同期させて移動させることができるガラス板の加工機械を提供する。
【解決手段】素板ガラス22を折り割りするための切断線を素板ガラス22に形成する切断部1と、切断線に沿って折り割りされたガラス板のエッジを研磨する研磨部2と、これら切断部1及び研磨部2を通して、ガラス板を順次に移送するガラス板搬送部4と、切断部1と研磨部2とに夫々接続されて夫々を制御する制御手段とからなるガラス板の加工機械。
(もっと読む)
研削装置におけるワーク保持装置および軸受軌道輪の製造方法
【課題】研削時の研削力によってズレ動きが生じたり、変形が生じたりすることなくワークを安定よく保持することができるようにした研削装置におけるワーク保持装置を提供することである。
【解決手段】主軸1の先端にマグネットチャック2を介してドライブプレート3を取付け、そのドライブプレート3に形成された円筒部4の先端のワーク吸着面5によりワークWを吸着支持する。円筒部4の内側にピンブロック7を周方向に間隔をおいて設け、それぞれのピンブロック7に形成されたピン孔11に保持ピン12を出没自在に組込む。保持ピン12の下方に形成された加圧室11bに圧縮エアを供給して保持ピン12を上方に移動させ、ピン孔11から外方に突出する保持ピン12の先端部をワークWの内径面の端部に形成された面取りcに当接させて、ワークWの内径部を保持し、その保持状態でワークWの内径面あるいは外径面の研削加工を行うようにする。
(もっと読む)
シリコンシードとその加工方法および加工装置
【課題】多結晶シリコンロッドの製造に用いるシリコンシード等の棒状芯材について、立設部分の芯材の断面を多角形に加工して通電状態および原料ガスの炉内での流れを良好にしたシリコンシードとその加工方法および加工装置を提供する。
【解決手段】多結晶シリコンの製造に用いられ、炉内に逆U字形に立設されるシリコンシードの製造方法であって、シリコンシードを形成する棒状芯材の外径に対応する溝幅の多角形の溝を外周面に有す回転砥石を用い、断面が角形の棒状芯材の側面に該回転砥石の多角形の溝を押し当てて長手方向に移動させて研削することによって該芯材を多角形断面に加工し、基端部および上端部を除く立設部分の断面が多角形であって、該基端部と該上端部および連結部分の断面が角形であるシリコンシードを製造する方法、およびシリコンシード。
(もっと読む)
ガラス板の研削装置
【課題】ガラス板を一貫した流れ作業で供給することができ、連続して研削することができ、而して、生産量を向上させることができるガラス板の研削装置を提供すること。
【解決手段】ガラス板の研削装置1は、ガラス板2をX方向に直線搬送する直線搬送手段3と、直線搬送手段3により直線搬送されるガラス板2のX方向に伸びた両側縁4a及び4bを夫々研削する研削ヘッド5及び6を備えた第一の研削装置と、X方向において第一の研削装置に隣接していると共に、直線搬送手段3により直線搬送されるX方向に直交するY方向に伸びた前縁7及び後縁8を夫々研削する可動の研削ヘッド9及び10を備えた第二の研削装置とを具備している。
(もっと読む)
円盤状基板の製造方法
【課題】一表面のみを情報の記録等に使用し、他表面を使用しない円盤状基板を製造する場合において、円盤状基板の生産能力をより向上させることができる円盤状基板の製造方法を提供する。
【解決手段】一表面に情報を記録するガラス基板10の製造方法であって、ガラス基板10の一表面、他表面、外周面、内周面を研削する研削工程と、ガラス基板10の内周面を研磨する内周研磨工程と、ガラス基板10の外周面を研磨する外周研磨工程と、一表面が研磨面となった2枚のガラス基板10を、ガラス基板10が合わせられた際の間隔を定める間隔規制部材を含む接着剤を用いて一表面とは反対側の他表面で接合する接合工程と、接合工程により接合された2枚のガラス基板10の各々の一表面を同時に研磨する研磨工程と、を有することを特徴とするガラス基板10の製造方法。
(もっと読む)
板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法
【課題】本発明は、板状物の製造装置及び製造方法並びに板状物の端面研削装置及び端面研削方法を提供する。
【解決手段】本発明の端面研削装置22は、搬送手段16によってガラス板Gを搬送しながら、ガラス板Gの端部近傍を支持ローラ68、68…によって支持した状態で端面面取り砥石36によってガラス板Gの端面を面取りする。支持ローラ68、68…は、搬送中のガラス板Gの下面に当接するとともに、ガラス板Gの研削される端面位置に応じて、ガラス板Gの搬送方向に対し端面Ga、Gbに接近する方向または離れる方向に進退し、ガラス板Gの端部近傍を支持する。支持ローラ68、68…によるガラス板Gの支持位置は、ガラス板Gの端部が自重により大きく垂れ下がらない位置に設定される。位置制御部70は、記憶手段に記憶されているガラス板Gの形状情報に基づいて、支持ローラ68、68…の進退距離を制御し、支持ローラ68、68…によるガラス板Gの支持位置を設定する。
(もっと読む)
円板状ワークの外周加工装置
【課題】硬質脆性材料からなる円板状ワークの外周加工装置に関し、外周角の面取面と表裏面との間の角に生ずるチッピングの発生を可及的に防止する。また、砥石が摩耗したときに、砥石と円板状ワークとの相対位置の調整によって高い精度の加工形状を維持できるようにする。
【解決手段】ワークホルダで水平に保持された円板状ワークの上面側の外周角と下面側の外周角を面取する上下の面取砥石を備えている。上下の面取砥石は、外周面でワークの上下の外周角を摺擦する円板形の砥石で、ワークの上側の外周角の一箇所と下側の外周角の一箇所に接触している。上下の面取砥石は、ワークの摺擦方向がワークの内側から外側へと向かう方向に回転駆動される。上下の砥石は、ワークの直径方向に個別に位置調整可能に装着されている。
(もっと読む)
タイヤ加工装置及びタイヤ加工方法
【課題】タイヤ側面とグラインダの相対位置のばらつきを発生させない。
【解決手段】タイヤ加工装置10は、タイヤ側面16Sを上にしてターンテーブル34に固定され、矢印R1の方向に回転されるタイヤ16を有している。タイヤ側面16Sには、環状のカラーゴム層18が埋設され、被覆ゴム層20で被覆されている。被覆ゴム層20の上方には、砥石13を有するグラインダ12が設置され、回転する砥石13で被覆ゴム層20を切削する。砥石13の回転中心には、モータ36に接続された駆動軸38が設けられ、矢印R2の方向に回転される。砥石13の両側面には、砥石13より小径のガイドローラ14が回転可能に取り付けられている。ガイドローラ14は、外周面でタイヤ16の側面16Sと当接され、矢印R3の方向に回転している。回転中心にはボールベアリング軸が設けられ、駆動軸38の外周を囲んで砥石13を支持している。
(もっと読む)
回転砥石装置
【課題】乾式で加工を行っても、砥石に目詰まりが生じにくい回転砥石装置を提供する。
【解決手段】回転砥石装置1は、円板状の砥石15と、砥石の中心を通る第一軸P1を軸心とし、砥石と一体的に回転する第一軸部10と、第一軸部を砥石の両側で回転自在に挿通させている一対の支持部41と、第一軸部と一体的に回転する第一回転子11と、一対の支持部が一端に設けられていると共に、第一軸に平行な第二軸P2を軸心とする第二軸部20を回転自在に挿通させている円筒体40と、円筒体の中心軸と一致すると共に第一軸と直交する直交軸Z周りに円筒体を回転させる回転駆動機構と、円筒体と同心の円環状で、円筒体を回転自在に挿通させている第一傘歯車45と、第一傘歯車と噛合し、第二軸部と一体的に回転する第二傘歯車25と、円筒体内で第二軸部と一体的に回転すると共に第一回転子を従動回転させる第二回転子21とを具備する。
(もっと読む)
ウエーハの加工方法
【課題】ウエーハを極薄に研削する際、ウエーハの破損を低減可能なウエーハの加工方法を提供する。
【解決手段】表面に膜層5が形成され、且つ外周側面に面取り部8が形成されたウエーハ2の加工方法であって、切削ブレード18をウエーハ2の表面2aから外周縁に切り込ませつつウエーハ2を回転させることで少なくとも面取り部8上の該膜層5を円形に切削除去する切削ステップと、該切削ステップを実施した後、ウエーハ2の表面2aに保護テープを貼着する保護テープ貼着ステップと、表面2aに該保護テープが貼着されたウエーハ2の裏面を研削する研削ステップと、を具備したことを特徴とする。
(もっと読む)
磁気記録媒体用ガラス基板及びその製造方法
【課題】本発明は、側面部の平滑性に優れる磁気記録媒体用ガラス基板の提供を目的とする。また、側面部の平滑性に優れる磁気記録媒体用ガラス基板に高い生産性で研削する端面研削方法、及び該端面研削方法を用いた端面研削工程を有する磁気記録媒体用ガラス基板の製造方法の提供を目的とする。
【解決手段】本発明は、磁気記録媒体用ガラス基板の内周側面または外周側面の少なくとも一方を、砥粒を結合材で固着した砥石を用いて研削する端面研削工程において、前記砥粒はレーザ回折散乱方式の粒度分布測定装置を用いて測定した粒子径の最大粒子径dmaxと最小粒子径dminとの差である砥粒粒度分布幅△d(=dmax−dmin)が23μm以下であることを特徴とする磁気記録媒体用ガラス基板の製造方法を提供する。
(もっと読む)
トロイダル型無段変速機のディスクの研磨方法およびトロイダル無段変速機のディスクの研磨装置
【課題】ディスクの加工を精度良く行うことができると共に、ディスクを量産できるトロイダル型無段変速機のディスクの研磨装置および研磨方法を提供すること。
【解決手段】第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42との間に第1砥石1を挟持した状態で、第1ディスク10と第2ディスク11とを同時で回転させて、第1ディスク10の被研磨軌道面41と、第2ディスク11の被研磨軌道面42とを同時に研磨する。
(もっと読む)
研摩装置及び研摩方法
【課題】球状部品の多寡にかかわらず研磨精度を大きく犠牲にすることなく高い作業性で球状部品を研磨できる研摩装置及び研摩方法を提供すること。
【解決手段】互いに間隙をおいて並列状態に軸支された第1管状砥石3及び第2管状砥石4を備え、第1管状砥石3及び第2管状砥石4の少なくとも一方はその外周面11、14に螺旋状の突出部16を有する研磨装置1、並びに、並列状態に軸支された第1管状砥石3及び第2管状砥石4の間隙路10に球状部品を供給し、球状部品を、第1管状砥石3及び前記第2管状砥石4の少なくとも一方の外周面11、14に突設された螺旋状の突出部16で間隙路10上を搬送しつつ第1管状砥石3及び前記第2管状砥石4の少なくとも一方で研摩することを含む研磨方法。
(もっと読む)
41 - 60 / 538
[ Back to top ]