
Fターム[3C058AA03]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(工具) (12,061) | 工具の種類 (6,468) | 砥石を用いるもの (951) | 回転砥石の周面を用いるもの (269)
Fターム[3C058AA03]に分類される特許
1 - 20 / 269
切断機
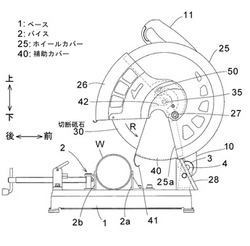
【課題】切断砥石で被切断材を切断する際の火花の拡散を効果的に防止し、火花に起因するこげつきや汚れ等の不都合を防止可能である。
【解決手段】被切断材Wを固定するバイス2及びこれを設置したベース1と、ベース1の前側にヒンジ3を介して取り付けられ、ベース1に対し離れる乃至接近する方向へ揺動自在に支持されたアーム10と、これに設けられた駆動部及びこれによって回転駆動される切断砥石30と、切断砥石30の上側部分を覆うホイールカバー25と、この前方側開口部25aから後方に延在していて、ホイールカバー25に揺動自在に取り付けられた補助カバー40とを備える。
(もっと読む)
ディスクグラインダ

【課題】
切削粉の飛散を防止するホイールガードの回転ストップ機構を簡易な構成で実現し、原価低減を実現したディスクグラインダを提供する。
【解決手段】
スピンドルカバー4に設けられたホイールガード20の抜け止め用の溝6の一部に塞ぐストッパ部(壁部10)を設け、ホイールガード20が回転した際にホイールガード20の抜け止め用の凸部22と壁部10が当接するように構成してホイールガード20の回動角度を制限するように構成した。ディスクグラインダの作業中の何らかの操作によりホイールガード20が意図した位置から回動してしまった場合でも、凸部22と壁部10が当接するため、作業者側にホイールガード20の開口部20aが向くことがなく、切削粉の飛散を作業者側に招くことを防止できる。
(もっと読む)
ステンレス形鋼の疵取り方法及び装置
【課題】ステンレス形鋼の表面疵の除去作業を、安価、効率的に実施する。
【解決手段】ステンレスH形鋼2を搬送するテーブル1の側方に配置されてステンレスH形鋼2のフランジ2bに発生した疵を除去する装置である。外周面11aを側面11bに対して傾斜形成した円板状回転砥石11及びこの回転砥石11の駆動用モータ12と、回転砥石11の外周面11aを前記搬送されるステンレスH形鋼2のフランジ2bに押し付けるエアーシリンダ13を備える。外周面11aを側面11bに対して傾斜形成した回転砥石11を、テーブルに載置されて搬送されるステンレスH形鋼2のフランジ2bに押し付けつつ回転させてステンレスH形鋼2のフランジ2bに発生した疵を除去する。
【効果】研削幅が大きいので、効率的に表面疵の除去が可能となり、生産能力も大幅に向上する。また、大径の砥石を使用できるので、作業の効率化が図れる。
(もっと読む)
研磨装置
【課題】管の表面の酸化被膜等を除去するときの作業効率を向上させ、ボイラ等の製造に要する時間を短縮する。
【解決手段】基台2と、管100の直径より狭いギャップにて水平配列されると共に、管100を下方から支える2本のフリーローラ3と、回転自在な円板状の砥石5cを備える研磨機5と、研磨機5が固定されると共に、研磨機5が管100の周面と当接される当接位置と研磨機5が管100の周面から離間される離間位置との間で移動されるように基台2に対して傾動自在に接続される研磨機固定部4とを備える。
(もっと読む)
ホーニング加工方法
【課題】ホーニング加工で孔の内周面をテーパ形状に精度よく仕上げると共に上記内周面にクロスハッチ状の加工痕を高精度に形成し、かつ当該仕上げ加工を効率よく短時間で実施する。
【解決手段】ワークとなる孔2の内周に配置したホーニングヘッド11を回転させつつ孔2の軸方向一方に沿って移動させるときのみ、砥石14を外径側に移動させて孔2の内周面3に所定の圧力で押し当てることで研削を行うと共に、上記押し当て動作を伴う研削をホーニングヘッド11の回転方向を切替えて繰り返す。また、ホーニングヘッド11の軸方向一方への移動を伴う研削が終了した際、ホーニングヘッド11の回転駆動を切断すると共に、砥石14による内周面3の研削が進行しない程度の押し当て状態(押し当て圧P’)を維持することで、惰性回転中のホーニングヘッド11を制動する。
(もっと読む)
ダイシング装置、ダイシング装置ユニット、及びダイシング方法
【課題】装置が大型化せず、作業性を向上させるとともに装置の重心を安定させることが可能であるダイシング装置、ダイシング装置ユニット、及びダイシング方法を提供すること。
【解決手段】X移動軸4と、X移動軸4と垂直に交差するY移動軸5とが平面視方形に形成されたダイシング装置1の方形匡体2の対角線上に配置され、且つ、ダイシング装置1の略中央部にワーク切断加工部9が配設されているとともに、X移動軸4が配置された一端側にワーク交換部13が設けられ、X移動軸4のワーク切断加工部9を挟んでワーク交換部13と反対側には、ワークWの切断時にブレード21の回転に伴って飛散する廃液又はミストを排出する排出口11及び排気口12を有する排出機構8が設けられる。
(もっと読む)
超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法
【課題】砥石交換後1個目から精度のよい超仕上げ加工が可能な転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法、その方法により製造された超仕上げ砥石、及び、転がり軸受の超仕上げ方法を提供する。
【解決手段】ロータリードレッサー50で成形される、転がり軸受の外輪軌道加工用の超仕上げ砥石の製造方法であって、ロータリードレッサー50の中心軸線Oに直交する直交線Xに対して超仕上げ砥石の中心線Yをオフセットさせた状態で、超仕上げ砥石の先端部11をロータリードレッサー50に押し付けて成形する少なくとも2回のプランジ加工を行うことで先端部11の一方側と他方側にそれぞれ湾曲面12a、12bを形成させて、先端の尖った頂部13を形成する。
(もっと読む)
ホーニング加工方法
【課題】ホーニング加工でもって孔の内周面をテーパ形状に精度良く仕上げる。
【解決手段】砥石14の外周面26を、ホーニングヘッド11の直線移動方向に対してテーパ状に傾斜させると共に、孔2の内周に配置したホーニングヘッド11を孔2の小径側から大径側に向けて移動させるときのみ、砥石14を外径側に移動させつつ孔2の内周面3に押し当てることでホーニング加工を行う。
(もっと読む)
研磨装置
【課題】 倣いローラによる表面のすれを抑制することができる研磨装置を提供する。
【解決手段】 基準となる一直線上に軸が位置決めされた状態で軸周りに回転している金属管の外表面の一部に研磨部材を接触させるとともにこの研磨部材が接触する箇所と反対側の金属管の箇所を倣いローラに接触させてこの研磨を行う箇所の金属管の軸を一直線上に保持させながらこの研磨部材を金属管の軸方向に移動させて金属管の外表面の研磨を行う。倣いローラが、一直線に平行な軸周りに回転可能に支持され、この倣いローラを揺動可能に支持する揺動部を設ける。
(もっと読む)
切削装置
【課題】 複数種類のドレスボードを同時に保持可能なドレステーブルを備えた切削装置を提供することである。
【解決手段】 被加工物を保持するチャックテーブルと、高速回転する切削ブレードで該チャックテーブルに保持された被加工物を切削加工する切削手段と、該切削ブレードをドレッシングするドレスボードを着脱自在に保持するドレステーブルとを備えた切削装置であって、該ドレステーブルは、同一方向に階段状に配設された高さの異なる複数の吸着面を有し、隣接する吸着面と吸着面の間には隣接する該吸着面の段差からなる第1ドレスボード突き当て壁が形成され、最上段の吸着面の端部には該吸着面から立ち上がった第2ドレスボード突き当て壁が形成されていることを特徴とする。
(もっと読む)
円筒状インゴットブロックを四角柱状ブロックに加工する切断装置および切断方法
【課題】 円筒状インゴットの四側面剥ぎ切断加工を行って角柱状インゴットに形成する際の切断屑の発生量を低下させたい。
【解決手段】 切断装置1の薄い厚みの回転切断刃91a,91bを挟む外周刃横揺れ自己補償機構96を新たに設けるとともに、インゴットの切断方法を予め回転切断刃91a,91bで1/2カットする溝切加工を行った後、インゴットを回転させて残りの1/2の溝を回転切断刃91a,91bで加工し、側面を切断するハーフカット方法に変更した。
(もっと読む)
グラインダー用駆動装置及びそれを備えたグラインダー
【課題】簡単な手段によって安全性を高めたグラインダー用安全装置を提供する。
【解決手段】グラインダー用駆動装置8は次の特徴の内の1つ又は複数を有する:駆動手段は少なくとも3つの駆動装置を有すること;安全手段は、各駆動アセンブリ12の故障を検出するための故障検出手段28と、この故障検出手段28によって検出される故障に応答して全ての電動機14のスタートを妨げるに適した制御手段22を有すること;この故障検出手段28は、各減速手段16に1つの減速装置故障センサ34を有すること;少なくとも2つの駆動アセンブリ12、及び好ましくは全ての駆動アセンブリ12は同一であること;
(もっと読む)
長尺ノズル内面加工装置
【課題】中心軸が鉛直に保持された長尺ノズルの内面加工部を、加工反力によるたわみが小さく、切り屑の影響を受けることなく、精度良く加工することができる長尺ノズル内面加工装置を提供する。
【解決手段】長尺ノズル1の上端に固定された駆動部10と、駆動部から長尺ノズル1の内面内に吊下げられ、内面加工部7より上方に位置決め可能であり、かつ中心軸3に対し線対称の第1中空貫通穴21を有する支持ヘッド20と、駆動部から第1中空貫通穴を通して下方に延び、支持ヘッドにより回転可能に支持され、駆動部により中心軸に沿って上下動可能であり、かつ中心軸を中心に上端部が回転駆動される中空円筒形の主軸30と、支持ヘッドより下方の主軸下端部に設けられた加工工具を駆動部により半径方向に移動可能な切込調整機構40とを備える。
(もっと読む)
アライメント装置
【課題】上面に高低差がある被加工物であってもアライメントマークを鮮明に撮像できるようにする。
【解決手段】被加工物の加工予定ラインに対応して存在するアライメントマークを検出するアライメント装置1に、撮像手段3を外周側から包囲する位置に配設された照明手段5を備え、照明手段5には円周方向に均等配設された4つ以上の発光源50a〜50dを備え、切替手段6によってそれぞれの発光源の点灯または消灯を個別に制御して切り替えることができる構成とする。被加工物10の被撮像面10aに凹凸があっても、発光源を個別に点灯または消灯させることにより、影がない状態で撮像を行うことができ、鮮明な画像を取得してアライメントマークを確実に検出することができる。
(もっと読む)
切断装置
【課題】大径,薄肉の外周刃鋸を回転振れすること無く安定して回転駆動できるようにし、より大きな円柱状シリコンインゴットの外周部の切断および切り粉の削減に対応可能とする。
【解決手段】切断機構80の回転モータにより回転駆動され、ワークW1の外周部を切断する外周刃鋸81と、切断機構80およびスライダ機構50に設けられ、外周刃鋸81の回転駆動時における回転振れを抑制する回転振れ抑制機構(サブチャック63,カバー部材83,液圧供給パイプ84,液圧導入室および液圧安定部材)を備えている。これにより、外周刃鋸81を大径,薄肉にしてもその回転振れを抑制でき、より大径のワークW1の外周部の切断および切り粉の削減に対応できる。また、基台の長手方向に沿って移動するスライダ機構50によりワークW1を移動させるので、より長尺のワークW1の外周部の切断に対応できる。
(もっと読む)
孔加工用工具
【課題】孔加工機に組み付けたままの状態で、加工部の外径を拡縮する作業を行える孔加工用工具を実現する。
【解決手段】
工具本体19aの軸方向中間部に設けた大径側テーパ部36と、スリーブ32に形成され径方向に関する拡縮が可能な大径加工部42の内周面とを、軸方向に関する相対変位を可能な状態でテーパ嵌合する。そして、前記工具本体19aの雄ねじ部53と螺合した調整ナット48の軸方向に関する変位を、前記スリーブ32に伝達可能な状態に組み付ける。
(もっと読む)
セラミック電子部品の製造方法
【課題】ガラスセラミックチップのチッピング及び飛散を抑制することが可能なセラミック電子部品の製造方法を提供すること。
【解決手段】ガラスセラミックチップを具備するセラミック電子部品の製造方法であって、台座2に貼り付けた粘着シート4上に固定したガラスセラミック基板6の片面のみに、刃先がテーパー状である第一ダイシングブレード8を用いてV字形の溝12を形成する工程と、刃幅が溝の幅よりも小さい第二ダイシングブレードを、粘着シート4上に固定されたガラスセラミック基板6の溝12内に当接させて、ガラスセラミック基板6を完全に切断して、ガラスセラミックチップを形成する工程と、を備える。
(もっと読む)
ホーニング用研削工具
【課題】ホルダ本体の剛性を低下させることなく、スリットの研削粉の排出性が良好であるのは勿論、加工面において冷却が必要な箇所に対して、スリットにおけるクーラントの排出位置の微調整を可能とすることにより冷却効果を向上させた研削工具を提供する。
【解決手段】周方向に複数スリットを有する円柱状のホルダ本体と、本体と同軸的に内包されるテーパコーンと、このコーンに支承され、複数スリットのそれぞれに内包される砥石シューと、シューに取り付けられ、本体から半径方向に突出する砥石とを備え、コーンの軸方向への進退により砥石シューが半径方向に進退自在である研削工具であって、ホルダ本体は、ホルダ本体内部にクーラントを供給するクーラント流入口と、ホルダ本体内に流入したクーラントを排出するスリットに形成された複数の排出溝とを備え、排出溝は、スリットの工具回転方向の前方面に刻設された研削工具。
(もっと読む)
ワーク吸引治具及びワーク把持方法
【課題】ワークの反り形状に対応した載置形状を安価なシートに形成してワークを切断可能に把持するワーク吸引治具を提供する。
【解決手段】ワーク50を切断可能に把持するワーク吸引治具であって、ワーク50の真空吸着を行うように構成された治具60と、記治具60の上に載置され、ワーク50の反り形状に対応した載置形状を形成するための孔24を備えたシート14と、シート14の上に載置された吸着ゴムシート40とを有し、治具60、シート14、及び、吸着ゴムシート40のそれぞれに設けられた複数の吸引孔65、30、41を介してワーク50の真空吸着を行うことで、シート14の孔24によりワーク50の反り形状に対応した載置形状が形成される。
(もっと読む)
ホーニング用研削工具
【課題】加工面の冷却効果やスリットの研削粉排出性が良好であり、ホルダ本体およびテーパコーンの剛性を低下させることなく、かつ容易にクーラント流路の加工を行うことができる研削工具を提供する。
【解決手段】周方向に複数スリットを有する円柱状のホルダ本体と、本体と同軸的に内包されるテーパコーンと、このコーンに支承され、複数スリットのそれぞれに内包される砥石シューと、シューに取り付けられ、本体から半径方向に突出する砥石とを備え、コーンの軸方向への進退によりシューが半径方向に進退自在である研削工具であって、本体は、本体内部にクーラントを供給するクーラント流入口と、本体内に流入したクーラントを排出するスリットに形成された複数の排出溝とを備え、本体の内周面と前記コーンの外周面との間に両者の径の差による空隙が形成され、コーンのテーパ部のうちシュー底部が当接しない部分にクーラント流路が形成された研削工具。
(もっと読む)
1 - 20 / 269
[ Back to top ]