
Fターム[3C058AB03]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(ワーク) (2,440) | ワーク供給、位置決め、排除機構 (342)
Fターム[3C058AB03]に分類される特許
41 - 60 / 342
情報記録媒体用ガラス基板の製造方法および吸着具
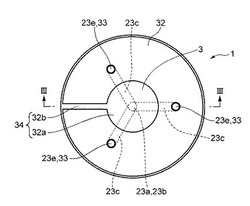
【課題】本発明は、吸着部で情報記録媒体用ガラス基板を吸着した際に、情報記録媒体用ガラス基板の表面に付着する異物や傷等の数が多量に増加するおそれが少ない情報記録媒体用ガラス基板の製造方法、および、情報記録媒体用ガラス基板を研磨装置の研磨パッドから取り外し易い吸着具の提供を目的とする。
【解決手段】本発明の吸着具1は、吸着パッド32を備えている。吸着パッド32は、中心孔32aと、その中心孔32aから当該当接パッド32の外周端に延ばされた溝32bとを備えている。
(もっと読む)
自動循環式回転バレル研磨機

【課題】蓋の開閉とその締め付けの手間、研磨石投入の手間、および洗浄防錆選別の手間を省くバレル研磨機を提供する。
【解決手段】多角錘筒に回転盤と受け車にて回転自在として、鎖車と電動機にて回転させ挿入された流動物が順次移動してすくい羽にて適量排出される回転バレル研磨機において、その多角錘筒の底辺が下降勾配を有する回転バレル研磨機。
(もっと読む)
ワーク切断方法
【課題】接着剤を用いずに複数のブロック状ワークを複数段積み重ねて切断する場合に、切断精度の低下を抑制すること。
【解決手段】このワーク切断方法は、切断対象となる複数のブロック状ワークをワイヤで切断するにあたって、複数のブロック状ワークを複数段積み重ねる準備工程と(ステップS11)、ワイヤで複数のブロック状ワークを切断する切断工程と(ステップS13)、を含む。切断工程においては、第1のブロック状ワークの段を切断中に、第1のブロック状ワークの段に隣接して積み重ねられた第2のブロック状ワークの段の切断が開始されるように前記ワイヤの撓みが制御される。
(もっと読む)
ワーク切断装置及びワーク切断方法
【課題】接着剤を用いることなくても複数段のブロック状ワークの摺動状態又は保持状態が安定し、切断精度が向上するワーク切断装置及びワーク切断方法を提供する。
【解決手段】ワーク切断装置は、複数のブロック状ワークの端面同士を押し当てて重ねた集合体であるワークを同時に複数の片状ワークに切断する複数のワイヤを有するワーク切断部と、ワーク切断部のワイヤによる切断面に平行でワイヤとの位置関係が設定された位置決め用基準面を有する位置決め用基準板と、位置決め用基準面にワークを押し当てる状態で位置決め用基準面に直交する方向にずれないようにワークを位置決めする位置決め用保持部材と、を有するワーク位置決め体と、ワークを位置固定されたワーク切断部に対して切断方向に押し出す押出手段と、を含み、位置決め用保持部材は、ワーク切断部により切断されているブロック状ワークに対して押圧可能な押圧部を有する。
(もっと読む)
ワーク切断装置及びワーク切断方法
【課題】接着剤を用いることがなくてもワイヤの挙動が安定し、ワイヤの断線のおそれが低減され、ワークの切断精度が向上するワーク切断装置及びワーク切断方法を提供する。
【解決手段】ワーク切断装置は、複数のブロック状ワークの端面同士を押し当てて重ねた集合体であるワークを同時に複数の片状ワークに切断する複数のワイヤを有するワーク切断部と、ワークが保持され収納されるワーク収納部と、ワーク収納部に収納されたワークを、位置固定されたワーク切断部に対して切断方向に押し出す押出手段と、片状ワークが載置され、片状ワークの落下高さを規制する落下高さ規制板を含む。
(もっと読む)
ワーク切断装置及びワーク切断方法
【課題】接着剤を用いることなくても複数段のブロック状ワークの摺動状態又は保持状態が安定し、切断精度が向上するワーク切断装置及びワーク切断方法を提供する。
【解決手段】ワーク切断装置は、複数のワイヤを有するワーク切断部と、位置決め用基準面を有する位置決め用基準板と、位置決め用基準面にワークを押し当てる状態で位置決め用基準面に直交する方向にずれないようにワークを位置決めする位置決め用保持部材と、を有するワーク位置決め体と、位置決め用基準面に直交する挟持用基準面を有する挟持用基準板と、挟持用基準板に対向配置されて前記ワークが切断される方向の端部にスリットを有する挟持用保持部材を有し、ワイヤ長手方向に位置するワークの両端を挟持するワーク挟持体と、ワークを、位置固定されたワーク切断部に対して切断方向に押し出す押出手段と、を含み、ワイヤがスリットを通過する。
(もっと読む)
ガラス板の連続研磨装置及び連続研磨方法
【課題】研磨具から被研磨材に作用する負荷を相殺し、装置の振動を低減して、研磨装置の大型化を容易にする。
【解決手段】ガラス板を一方向に移送する研磨テーブルと、該研磨テーブルの上方にガラス板の移送方向に沿って配置された複数の研磨具とを有し、各研磨具は該研磨具の質量中心から偏心した偏心軸を有し、該研磨具上に平行でない2本の軸をとったとき、この2本の軸が常にそれぞれ同じ方向を向くように前記ガラス板に対して一定の姿勢を維持したまま前記偏心軸の回りを回転する偏心回転運動を行い、かつ隣り合う少なくとも3つ以上の研磨具を1つのセットとして、該セットを構成する研磨具により発生する反力を互いに打ち消し合うように、該セットを構成する各研磨具の回転位相差を設定したことを特徴とするガラス板の連続研磨装置を提供することにより前記課題を解決する。
(もっと読む)
ウェーハ生産方法
【課題】ウェーハに対する面取り加工を効率よく行う。
【解決手段】端面が1.0インチ以下の直径の円である円柱状の結晶インゴット1を形成した後、一枚のウェーハWの厚みに応じた間隔ごとに結晶インゴット1の外周に面取り溝12を形成し、その後、面取り溝12に沿ってワイヤーソー4を結晶インゴットに切り込ませてウェーハにスライスする。ウェーハを切り出す前に面取り溝を形成するため、1枚1枚のウェーハに個別に面取り加工を行う必要がなく、生産性を向上させることができる。また、面取り溝形成時に、先端がV字形状に形成された切削ブレードを切り込ませて、溝幅がワイヤーソーの断面直径よりも大きく溝の側面とインゴットの外周の接線面との角度が鈍角になるような面取り溝を形成することで、面取り溝がワイヤーソーのガイドとしての役割を果たし、面取りされたウェーハを形成できるとともに、切り出された個々のウェーハWの強度を高くすることができる。
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法およびそれに用いる複合面取り加工装置
【課題】 円筒状インゴットの四側面剥ぎスライシング装置と四角柱状インゴットの四隅Rコーナー部と四側面の研削面取り加工装置をインライン化して複合面取り加工機に設計する際、一方の装置で面取り加工しているときに他方の装置でもインゴット面取り加工できる装置の提供。
【解決手段】 インゴットのクランプ機構を一対7,7’用い、かつ、スライシングステージ90と研削面取り加工ステージ11間を結ぶライン上にインゴットの受け渡しステージ80を新たに設け、インゴットのローディングステージ8Rとアンローディングステージ8Lをそれぞれ前記クランプ機構待機位置70と60の正面前側に設けた複合面取り加工装置1。
(もっと読む)
大型平面部材研磨・洗浄装置
【課題】本発明は、大型平面部材の上面および下面を同時に研磨および/または洗浄を行うことができる自動研磨・洗浄装置に関するものである。
【解決手段】本発明の大型平面部材研磨・洗浄装置は、複数組のブラシ組立体により、前記大型平面部材の移動中に、上面および下面を同時に研磨および/または洗浄することができる。前記複数のブラシ組立体は、大型平面部材の研磨および/または洗浄に合った、異なる種類のブラシ毛および構造の異なるブラシから構成されている。また、前記大型平面部材研磨・洗浄装置は、前記異なる複数組みのブラシに対する駆動速度をそれぞれ別々に制御することができる。本発明の大型平面部材研磨・洗浄装置は、大型平面部材に合った素材から構成されている複数組のブラシ組立により、上下同時に研磨および/または洗浄を行うことができるようになっているため、前記大型平面部材を一方向に流すのみで、上下両面の研磨および/または洗浄を終了させることができる。
(もっと読む)
ワーク切断方法
【課題】角切り方式のワイヤソーにおいて、ワイヤ案内用ローラの交換をすることなく、複数の円柱体ワークおよび立方体のワークを同じ寸法として切断できるようにする。
【解決手段】
所定のピッチで碁盤目状に交差するワイヤ2を用いて、1または2以上の立方体のワーク3および複数の円柱体のワーク4を同じ寸法とし切断する角切り方式のワイヤソー1において、複数のワーク4を同時に切断するに際して、立方体のワーク3を切断するときのワイヤ2のピッチを変えないまま、複数の円柱体のワーク4をワイヤ2の碁盤目状の枡目に市松模様状として置き、それぞれのワイヤ2を挟んで複数の円柱体のワーク4を千鳥状として配置する。
(もっと読む)
ブラシ研削装置及びブラシ研削方法
【課題】加工効率が高いブラシ研削装置及び方法を提供する。
【解決手段】ブラシホルダ3に保持された研削ブラシ2の先端を金属リングWに当接させて研削加工を施すブラシ研削装置において、研削ブラシ2を、その拘束部10から先端までの長さがL3に設定される第1研削ブラシ2aと、拘束部10から先端までの長さがL3よりも長いL4に設定される第2研削ブラシ2bとで構成し、研削ブラシ2a及び研削ブラシ2bがブラシホルダ上で混在するように、研削ブラシ2a及び研削ブラシ2bを配置する。
(もっと読む)
単結晶サファイア基板の製造方法
【課題】インゴット全域にわたって厚さと形状の揃った単結晶サファイア基板の製造方法を提供すること。
【解決手段】a軸方向に引き上げてサファイアの結晶ブールを作製する工程と、結晶ブールからc面を端面とする円柱形状のサファイアインゴットを切り出す工程と、サファイアインゴットをc面に沿って切断し単結晶サファイア基板を切り出す工程と、を含むc面を主面とする単結晶サファイア基板の製造方法であって、サファイアインゴットへの切り込み方向が、引き上げ方向であるa軸方向を0度方向とした場合に、5度±3度、110度±3度、130度±3度、170度±3度、190度±3度、230度±3度、250度±3度、355度±3度の範囲であることを特徴とする。
(もっと読む)
少なくとも2つの円筒状工作物を多数のウェハに同時に切断するための方法
【課題】マルチワイヤソーでの切断時に、分離プレートの挿入時やマウンティングプレートからの分離及び個別化時のウェハの損傷を回避する方法を提供する。
【解決手段】インゴットをギャング長さ(刃部の幅)LGを有するワイヤソーによって同時に多数のウェハに同時に切断する。工作物の長さをLi、工作物間を識別する分離プレート挿入スペースなどを考慮した工作物間の最小間隔をAminとすると、
[数1]
を満足し、かつ右辺ができるだけ大きくなるように同時に切断する工作物の組み合わせを選定する。次に工作物の間隔A(A≧Amin)が下式を満たすように決めてマウンティングプレート11に固定する。
[数2] (もっと読む)
(もっと読む)
円筒状単結晶シリコンインゴットブロックを四角柱状ブロックに加工する方法
【課題】 面取り加工機上で、円筒状シリコンインゴットブロックの結晶方位を正確に検知する方法の提供。
【解決手段】 レーザ光反射型変位センサsを用い、クランプ装置7に挟持された円筒状シリコンインゴットブロックwをC軸周りに一回転(0から360度)させてエンコーダ回転角度(θ)と4つのパルスピーク高さの相関図を表し、そのうちの1つのパルスピーク高さを示す回転角度(θ)をエンコーダにおける45度位置に回転して回転切断刃に対する切断開始角度と決定する。
(もっと読む)
加工方法
【課題】 一つの環状フレームの開口部内に粘着シートを介して複数の被加工物を装着して研削や研磨を実施する場合にも、全ての被加工物を所定の厚みへと薄化可能な加工方法を提供することである。
【解決手段】 環状フレームFに貼着された粘着テープTの中心に第1ウエーハ11を貼着し、複数の第2ウエーハ13をその周りに貼着したウエーハユニット15を形成する。チャックテーブル36の回転軸から第2ウエーハ13の最外周位置までの長さより大きい半径を有する研削ホイール22の外周縁が第1ウエーハ11の中心を通過するように、チャックテーブル36と研削ホイール22の位置関係を設定する。厚み測定器46で第1ウエーハ11の厚みを測定しながら第1及び第2ウエーハ11,13の研削を実施する。第1ウエーハ11の厚みが所定厚みへ達した際に研削送りを停止することにより、全てのウエーハ11,13を所定の厚みへと研削することができる。
(もっと読む)
原子炉用制御棒の表面処理装置及びその表面処理プログラム
【課題】均一な磨き施工が困難な構造を有する原子炉用制御棒に対し、自動化した表面処理技術を提供する。
【解決手段】原子炉用制御棒の表面処理装置10において、回転する研磨材35を装着したツール30と、原子炉用制御棒の表面に当接する研磨材35の当接力を検知する検知手段20と、前記当接力が所定範囲になるようにツール30をその表面に走査させる架台11と、を備えることを特徴とする。
(もっと読む)
刃物用研ぎ機
【課題】包丁等の刃物の刃先を容易に研磨することができる電動構造の刃物用研ぎ機であって、刃物の研磨痕を刃先の辺に対して垂直方向に形成することによって切れ味の鋭い研磨痕を形成するようにした刃物用研ぎ機を提供する。
【解決手段】電動モータによって移動する研磨材が左右の傾斜板の間の離間部に露呈することによって、何れかの傾斜板の上面に刃面を当てた刃物の刃先を一対のガイドローラに摺動自在に当てた状態で、該刃物の刃先を傾斜板の角度調整による所定角度で研磨材に接触させ、左右の傾斜板の何れに刃物を載置したかによって、電動モータに接続された操作スイッチを正転又は逆転の状態に切り替えることにより、刃物の刃先を接触させた研磨材を刃先から遠ざかる方向へ垂直方向に回転するようにした。
(もっと読む)
表面加工装置
【課題】加工対象のワークを効率的に研削、研磨するための表面加工装置を提供する。
【解決手段】表面加工装置20のロードユニット30において、ワークWはトランスファチャック10に吸着させる。そして、トランスファチャックに固定されたワークWは、研削ユニット40に搬送され、研削が行なわれる。研削を終了した場合、トランスファチャック10に固定されたワークWは、研磨ユニット50に搬送される。そして、ワークWが一括処理枚数に達した場合には、バッチ処理により研磨が行なわれる。研磨を終了した場合、トランスファチャック10に固定されたワークWは、ロードユニット30に搬送される。そして、トランスファチャック10からワークWが取り外されて、それぞれ洗浄される。このトランスファチャック10には、新たなワークWを吸着させる。
(もっと読む)
被研磨体装填治具及び被研磨体の研磨方法及び磁気ディスク用ガラス基板の製造方法
【課題】本発明は複数の被研磨体を研磨装置のキャリアに効率良く装填することを課題とする。
【解決手段】被研磨体装填治具10は、第1の治具20の上面に第2の治具30を回動可能に重ね合わせてなる。第1の治具20は、第1の平面部22と、第1の平面部22の外周に結合された補強用リブ24とを有する。第1の平面部22は、被研磨体としてのガラス基板が通過するための複数の挿入孔40を有し、第2の治具30は、第2の平面部32にガラス基板が収納される複数の待機孔50を有する。第1の平面部22及び第2の平面部32は、中心を貫通する中心位置決め部60が設けられている。第1の平面部22及び第2の平面部32の中心位置をキャリア110の中心に位置合わせした後、挿入孔40の周方向の位置を研磨装置のキャリアの各保持孔の位置に合わせた後、各待機孔50を各挿入孔40に一致させるように第2の平面部32を周方向に回動させる。
(もっと読む)
41 - 60 / 342
[ Back to top ]