
Fターム[3C058AB03]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(ワーク) (2,440) | ワーク供給、位置決め、排除機構 (342)
Fターム[3C058AB03]に分類される特許
101 - 120 / 342
ウエハの洗浄方法

【課題】ワイヤソーで切断後のワークをウエハ間の隙間を維持した状態で洗浄工程に供し効率良くウエハの洗浄を行う。
【解決手段】切断後のワーク34のウエハ40間にワイヤ列を残した状態で、ワーク34の側面に沿って保持液ノズル70を進入させ、この保持液ノズル70から保持液36を噴射してワーク34の側面に保持液36を各ウエハ40間の隙間に介在させるように付着させてウエハ40間の隙間を保持液36により維持し、取り外されたワーク34をウエハ40側面と接触するブラシ部材45が設けられた下チャンバ76内に収納することにより、ウエハ40間の隙間にブラシ部材45を接触させてブラシ部材45を隙間に進入させ、この後、支持板30と貼付け台29とを剥離させ、続いて、洗浄液タンク54が接続された上チャンバ82を閉じて真空室を形成し減圧状態とした後、洗浄液83を真空室内に注ぎ込むことによりウエハを洗浄する。
(もっと読む)
加工バリ取り装置

【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送されるワークWの表面Wa及び裏面Wbに、回転すると共に周期的に回転軸方向に往復動するバフローラ72、46が摺接する。ワークWの表面a側に突出する加工バリに対してバフローラ72の摺接方向が変化し、裏面Wb側に突出する加工バリに対してバフローラ46の摺接方向が変化し、ワークWに突出する加工バリがワークWから効率的に除去される。また、ワークWから分断された加工バリは下方に落下してワークWへの付着が抑制され、ワークWから分離し加工バリによってワークを傷付ける不具合が防止或いは抑制される。
(もっと読む)
加工材保持装置及びこれを用いた歪み材加工用テーブル
【課題】歪みや反りのある加工材の加工を研削加工するにあたり、加工後の平面度の精度を上げ且つ能率的な加工を行うことのできる加工材保持装置及びこれを用いた歪み材加工用テーブルを提供する。
【解決手段】蓋付枠体(8)の該蓋に貫通させ、上端に被加工材を載置することが可能なシャフト(5)と、枠体の蓋の内部に配置され、前記シャフトを貫通させて該枠体に設けた支点回りに回転傾斜するロックプレート(10)と、前記ロックプレートに接触および非接触するよう回転するカム(15)と、該カムを固定しかつ前記枠体を貫通させて回転するカムシャフト(17)とを備えた加工材保持装置(1)と、前記シャフトを貫通させる穴を設けて歪み或いは反りのある加工材をそのまま載置して支持し、上面を研削或いは切削工具で加工可能とした歪み材加工用テーブ(2)と、で構成される。
(もっと読む)
ワークの加工装置及び加工方法
【課題】円錐状端部の先端を切断して得られる円錐台状のワークを短時間で円柱形状に加工し、その円柱形状以外の部分を研削粉としてロスすることなく加工できるワークの加工装置及び加工方法を提供することを目的とする。
【解決手段】少なくとも、円錐台状のワークを載置するテーブルと、該テーブルに載置されたワークの上方に配置され、円筒状で先端に砥石を有した中心軸周りに回転可能なコアビットと、該コアビットに駆動力を伝達して回転させる駆動モータと、前記コアビットを前記ワークに対して相対的に上下方向に移動させる送り機構とを具備し、前記コアビットを駆動モータによって回転させながら前記送り機構によって相対的に下方に切り込み送りし、前記コアビットの砥石を前記テーブルに載置されたワークに当接させて該ワークを円柱形状にくり貫き加工するものであることを特徴とするワークの加工装置。
(もっと読む)
ガングソーのための、研磨によって浸食可能なスペーサとダイシングブレードとの集合体
【課題】本発明は、半導体産業で利用される回転式ソーブレードの集合体に関する。
【解決手段】ウェハーをダイシングするためのガングソー用ソーブレート集合体は、共通する中心軸線に沿って位置決めされている複数の円状のソーブレードと、隣り合うソーブレード同士の間において共通する中心軸線に沿って位置決めされている浸食可能なピッチスペーサとを含んでいる。ピッチスペーサは、ソーブレート集合体を研磨材と当接させることによって、共通する中心軸線を基準とした所望の直径に至るまで浸食される。従って、ソーブレート集合体は、ブレードが浸食しても、長期間に亘るソーブレードの利用を可能とする。
(もっと読む)
真空吸着ヘッド
【課題】平面研磨装置等において、研磨を行い、純水等でリンスした後、純水等で研磨定盤に付着した平板状ワークを縁部から吸着しながら剥がして搬出するための真空吸着ヘッドを提供する。
【解決手段】本発明の真空吸着ヘッド3は、板状基体31、板状基体31に設けられた吸引口34、及び、吸引口34を取り囲むように一方の端面で板状基体31の平坦面に取り付けられ、他方の端面が真空吸着面を構成する弾性筒状壁体32を備えている。弾性筒状壁体32は、平板状ワークWの縁部に近い側の壁321がその中心に近い側の壁322より狭い壁幅を備えている。これにより、吸引時に平板状ワークWを介して弾性筒状壁体32が大気圧を受けて圧縮変形するとき、縁部に近い側の壁321がその中心に近い側の壁322よりも大きく圧縮変形し、縁部側から剥がされる。
(もっと読む)
スラブの表面を研磨するためにスラブを取り扱う方法および装置
本発明は、スラブ(2a,2b)の表面を、圧延ロール域における圧延加工前に研磨し、その際、スラブを、可逆の研磨台(12a,12b)上に載設させて、研磨室に配置された、研磨機ユニット(I,II)の研磨アセンブリの下側で往復運動させ、表面を研磨加工したあとで直線的に研磨台を研磨室から外方へ移動させ、スラブを、研磨台から持ち上げて反転装置に供給し、その際、スラブを、反転後に反転装置から取り出して、未加工の別の表面が上側に位置するように研磨台に収容し、次いで、該研磨台を、表面を加工するために新たに研磨室に進入させる、特に連続鋳造により製造されたスラブを取り扱う方法および装置に関する。構造上の手間が大きく低減された、極めて簡単な、連続鋳造されたスラブを研磨する際にスラブを取り扱う方法および装置を提供することが望ましい。このことは、スラブを、回動可能なスラブ挟持兼持上手段(14;14a,14b)を備えたスラブマニピュレータ(9)により受け取り、スラブマニピュレータにより、緊締されたスラブを横方向に搬送することも反転することもできるようにすることにより達成される。  (もっと読む)
(もっと読む)
切断研磨加工装置
【課題】矩形基板を棒状基板に効率よく切断するとともに切断面を効率よく研磨することができる切断研磨加工装置を提供する。
【解決手段】矩形基板10を保持する保持テーブル機構と、矩形基板10を分割予定ライン101に沿って切断する切削ブレード542と切断面を研磨する研磨ホイール543とを有する複合工具を備えた加工手段とを具備している。保持テーブル機構は支持基台32と矩形基板10を支持する保持面を備えており、保持テーブル33には送り治具11と、治具送り手段と、送り治具11に接合された矩形基板10を吸引保持する吸引保持手段と、送り治具11を保持面に押圧して送り治具11の動きを規制する押圧手段37と、送り治具11に接合された矩形基板10の自由端部を吸引支持する支持部材381と支持部材381を該保持面と直交する支持軸を中心として旋回せしめる旋回機構382を備えた基板端部支持手段38とが配設されている。
(もっと読む)
半導体装置の製造方法
【課題】研磨前の複数のウエハ間に厚さのバラツキがあっても、研磨の途中でウエハの残り厚さを測定することなく、研磨後のウエハ残り厚さを所定の設定厚さにバラツキを小さく自動的に調整できる研磨工程を含む半導体装置の製造方法を提供する。
【解決手段】半導体基板1の一方の主面に所要の半導体機能領域を形成する工程と、前記半導体機能に影響を及ぼさない領域に、半導体特性に必要な前記半導体基板厚さを前記一方の主面からの所定の深さとして、該所定の深さに前記半導体基板1に対して被研磨量比率の異なる材料を埋め込む工程と、前記半導体基板1の他方の主面から所定の研磨速度で研磨し、前記材料が露出した半導体基板の研磨を実質的に停滞させ、全半導体基板で前記材料が露出した時点で研磨を終了させる研磨工程を含む半導体装置の製造方法。
(もっと読む)
加工バリ取り方法及びベルト式加工バリ取り装置
【課題】ワークに発傷等を誘発することなく、加工バリ除去効率に優れた加工バリ取り方法及びベルト式の加工バリ取り装置を提供する。
【解決手段】ワーク搬送経路Lに沿って搬送される板状のワークWの表面Waに、ワーク搬送方向と交差する方向に延在する研磨ローラ32A及びテンションローラ38Aに巻き掛けられて循環走行する無端帯状の研磨ベルト41Aを、研磨ローラ32Aによって摺接させてワークWの加工バリWeを除去する際に、研磨ベルト41Aを研磨ローラ32Aの周面32Aaに沿ってその研磨ローラ32Aの軸方向に往復動を付与する。搬送されるワークWの表面Wa側に突出する加工バリWeに対して研磨ベルト41Aが当たる方向が逐次多方向に変化し、加工バリWeが研磨ベルト41Aにより擦られてワークWから加工バリWeが確実に除去される。
(もっと読む)
クロス状に研削されたエッジを作成するための新規な研ぎ器
【課題】クロス状に研削されたエッジを作成するための新規な研ぎ器を提供する。
【解決手段】クロス状に研削されたエッジを作成するための研ぎ器は、略フラットな円環状の研ぎ部材を含んでおり、研ぎ部材は、リングまたはディスクからなり、複数の箇所においてナイフエッジを同時に、そして、連続的に研磨するために、中心軸回りに回転され、移動中のナイフエッジに対して保持されている。ディスクは、スプリングの抑制力に逆らってシャフトにスライド自在に取り付けられる。ディスクは略鉛直向きに配置されている。研ぎ器は、一対の軸外の円錐形状の回転式研磨材被覆ディスクを有する手動ステージを含む複数のステージを含んでおり、回転式研磨材被覆ディスクは、互いに平行ではなく、エッジにおいて交差してクロス状のパターンを形成する研磨線を両側のファセット上に有する。 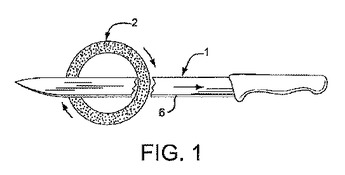 (もっと読む)
(もっと読む)
ベルト搬送式研磨装置
【課題】搬送ベルトのテンション調整を容易にかつ短時間で行なえる機構を有するベルト搬送式研磨装置を提供する。
【解決手段】ベルト搬送モーターとベルト搬送ローラーによって搬送されるベルトに基板を載置し、密着保持して搬送しながら基板の表面を研磨し、ベルトのテンションが変化した場合にはベルト搬送ローラーを備えた搬送ローラーステージの位置を変化させてベルトのテンションを調整するベルト搬送式研磨装置において、ベルトのテンションを測定するテンション測定手段と、テンションの測定結果によってベルト搬送ローラーステージの位置をモーターを駆動して調整する搬送ローラーステージ位置調整手段と、を有することを特徴とするベルト搬送式研磨装置。
(もっと読む)
加工装置
【課題】板状被加工物に変形が生成されている場合には、変形を自動的に強制して吸引保持させることができる加工装置を提供する。
【解決手段】搬送機構12は搬送プレート32と、搬送プレート32の下面に配設され、板状被加工物2を吸引保持する吸引保持板34、及び吸引保持板34を囲繞し且つ吸引保持板34の下面を越えて突出する弾性囲繞部材36と含む。吸引保持された板状被加工物2が支持機構10の吸引支持板26上に位置されると、搬送機構12の弾性囲繞部材36の下端が支持テーブル24の上面に接触されて、密閉空間Rが形成され、板状被加工物2の裏面と吸引保持板34の表面との間に間隙が生成されている場合には、吸引されることによって密閉空間Rに負圧が生成され、これによって大気圧により搬送プレート32が下降し弾性囲繞部材36が収縮され、板状被加工物2が吸引支持板26上に押圧され、板状被加工物2の変形が矯正される。
(もっと読む)
ワイヤソー及びワイヤソーイング方法
【課題】切断部が可能な限り滑らかになるとともにいかなる傷も現れないワークの切断方法及びそれを実現可能なワイヤソーを提供すること。
【解決手段】本発明の方法において、切断部上において切断スリットに沿ってワークから取付ビーム(22)への移行点で傷または段が形成されることが完全に防止される。そのため、ワーク(21)は、切断作業時において、ワイヤソー内で取付ビーム(22)により、2つの貫通点(29;30)の一方がワーク(21)の表面上に位置すると同時に、2つの貫通点(29,30)の他方(30)が取付ビーム(22)の表面上に位置し、ワークの表面上に位置する前記貫通点が侵入側貫通点となるように保持される。
(もっと読む)
回転鋸の研削装置
【課題】チップの逃げ面に回転鋸の回転方向に延出する研削条痕を形成したり、チップのすくい面を鏡面にしたりすることができる回転鋸の研削装置を得る 。
【解決手段】回転鋸(3)を割出し回転させる鋸刃送り装置(27)と、回転鋸(3)を前後及び左右方向に移動させる鋸移動装置(22)とを設け、回転鋸(3)の研削部位を中心として回動される回動台(30)に砥石ヘッド(40)を設けるとともに、砥石ヘッド(40)の主軸(41)を回動台(30)の回動円の半径線に対して直交する方向に配置し、砥石ヘッド(40)を回動台(30)の回動円の半径方向と回動円の接線方向とに移動させる砥石移動装置(M5,M6)と、回動台(30)の回動円の半径線を中心として旋回させる砥石旋回装置(M7)とを設ける。
(もっと読む)
切削バニシング加工装置および切削バニシング加工方法
【課題】曲がりのある被加工物の外周面に対しても、切削加工およびバニシング加工を連続的に精度よく行うことができる切削バニシング加工装置および切削バニシング加工方法を提供する。
【解決手段】切削バニシング加工装置1は、切削ユニット4と、バニシングユニット5と、搬送ユニット3とを備える。切削ユニット4では、刃具31a,31b,31cによって被加工物Wを求心しながら被加工物Wの外周面の切削を行う。バニシングユニット5では、バニシングローラ41が、被加工物Wの外周面を押圧してバニシング加工を行いながら被加工物Wを搬送方向へ送る力を加える。搬送ユニット3は、被加工物Wがバニシングユニット5に到達するまで被加工物Wを保持しながら搬送方向に送る。
(もっと読む)
単結晶を切断する方法及び装置
【課題】正確に切断でき、切断時のウェハ歩留まりを上げられる単結晶を切断する方法及び装置を提供すること。
【解決手段】切断機の外側の装置10で単結晶の結晶面と外面との間の角度を測定する工程と、オートコリメーション・テレスコープ25を使用して角度を測定した後に切断機にて外面2の方位を測定する工程と、所定の結晶面が送り方向に対し所定角度をなすよう外面の方位に基づき単結晶を位置決めする工程と、切断を行う工程とを含み、結晶面と外面との間の角度を測定する工程は、外面が基準軸に対してなす角度をオートコリメーション・テレスコープ14によって測定する工程と、基準軸に対する結晶面の角度をX線ゴニオメータによって測定する工程と、補正値を得るために測定した角度同士を差し引く工程とを含み、単結晶を位置決めする工程は、方位合わせ装置24を用いて外面の測定された方位と得られた補正値とに基づき位置決めする工程を含む。
(もっと読む)
丸鋸研削装置
【課題】事前計測で研削時間の短縮を図りつつ高低刃にも対応することを可能にする。
【解決手段】レーザビーム発射装置と受光素子とによって構成される透過型光センサを「連続出力モード」として遮光量最大となる刃(刃先の最も高い刃)を割り出し((A)→(B))、次に、当該刃を右方向へ移動させて遮光量ゼロとなる移動量から最大径を算出し((C)→(D))、再び左方向へ移動させて各刃がレーザビームを横切る状態にすると共に光センサの出力を「コンパレータモード」に切り替えた状態で丸鋸軸を回転させて検出信号を得ることで各刃の一歯毎のピッチを算出し((E)→(F)→(G))、最大径の刃の刃先を研削加工位置にセットした状態でギャップエリミネータの出力から砥石と刃先の接触直前の状態を検出し、加工プログラムに従って一歯毎に研削加工を実行する((H)→(I)→(J))。
(もっと読む)
マルチワイヤーソーおよびこれを用いたウエハ製造方法
【課題】マルチワイヤーソーおよびこれを用いたウエハ製造方法を得ること。
【解決手段】シリコンブロック1の下部端面1cの高さおよび角度を調整する高さ・角度調整機構と、シリコンブロック1の奥行き方向17全域に亘って、加工開始時に最初にワイヤー4に当接する部分1cとワイヤー4との隙間dを、ワイヤーガイドローラ溝6aの深さd1からワイヤー4の直径d2を差引いた長さd3よりも小さい長さの隙間になるように前記高さ・角度調整機構を調整して加工を開始させる制御手段と、を備える。
(もっと読む)
高硬度材の加工装置及び加工方法
【課題】高硬度材でなる工具やワークを比較的簡単に加工できる複合加工装置と加工方法を提供する。
【解決手段】主軸台1にレーザ加工ヘッド3と機械加工ヘッド5を取り付け、テーブル13上には研削装置15を取り付け、主軸台1とテーブル13との間でX、Y、Z、B、C軸方向の相対移動が可能な送り軸装置を設ける。工具素材35をテーブル13に取り付けてレーザ加工ヘッド3によって荒加工後、工具素材35を機械加工ヘッド5の主軸9に取り付けて回転させ、研削装置15の砥石車19を回転させながら工具素材35に接触させ、X、Y、Z、B、C軸を移動させて工具素材35の先端刃部を整形仕上げし、刃付け加工する。
(もっと読む)
101 - 120 / 342
[ Back to top ]