
Fターム[3C058AB03]の内容
仕上研磨、刃砥ぎ、特定研削機構による研削 (42,632) | 装置の構造(ワーク) (2,440) | ワーク供給、位置決め、排除機構 (342)
Fターム[3C058AB03]に分類される特許
61 - 80 / 342
円盤状基板の製造方法およびスペーサ
【課題】円盤状基板の外周端面の研磨を行なう工程と内周端面の研磨を行なう工程とで共通のスペーサを使用することができ、円盤状基板の生産性を向上させることができる円盤状基板の製造方法等を提供する。
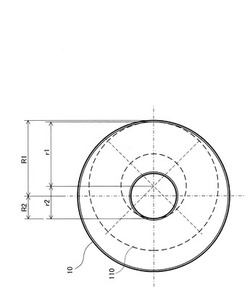
【解決手段】ガラス基板10の間にスペーサ110を介在させて積層する積層工程と、ガラス基板10の内周端面を研磨する内周研磨工程と、内周研磨工程の後に積層状態を維持したままガラス基板10の外周端面を研磨する外周研磨工程と、を有し、スペーサ110は、ガラス基板10の外径半径をR1、内径半径をR2、外径チャンファ長をCout、内径チャンファ長をCin、スペーサ110の外径半径をr1、内径半径をr2、とすると、r2>R2+Cin…(1)r1<R1−Cout…(2)r1+r2<R1+R2−Cout…(3)であることを特徴とするガラス基板10の製造方法。
(もっと読む)
ブラシ装置

【課題】ブラシの寿命を延ばすことのできるブラシ装置を提供する。
【解決手段】本ブラシ装置1は、回転駆動するシャフト2と、該シャフト2の外周面からワークWへの加工方向とは反対側に軸方向に対して所定の傾斜角度(傾斜角度β)で倒伏した状態で延びる複数の金属線材3からなるブラシ4と、シャフト2内を軸方向に沿って延びる高圧クーラントの主流路5と、該主流路5から分岐して複数延び隣接する金属線材3間でその根元に開口する噴射孔6とを備えているので、ブラシ4の寿命を延ばすことができる。
(もっと読む)
ラッピング加工方法および加工装置
【課題】ラッピング処理能率を向上することのできる球体のラッピング加工方法および加工装置を提供する。
【解決手段】ラッピング加工方法は、窒化ケイ素セラミックスやサイアロンセラミックスよりなる球状の加工サンプル7の表面を砥石2a、3aによりラッピング加工する球体のラッピング加工方法であって、砥石2a、3aは加工サンプル7よりも高硬度の砥粒を含んでいる。加工サンプル7にトライボケミカル反応を起こさせるような粒子を含む加工液を加工サンプル7と砥石2a、3aとの間に供給してラッピング加工する。
(もっと読む)
樹脂成形品のパートライン研磨装置及びその研磨方法
【課題】パートラインが様々な形状からなる樹脂成形品の何れも研磨処理することができ、かつ迅速に研磨する。
【解決手段】樹脂成形品Wのパートライン52のばり又は段差を研磨する、略垂直方向に回転するように配置した無端ベルト状の研磨ベルト1と、研磨ベルト1の一部を裏面から押圧して、研磨ベルト1の傾斜面の傾斜角度を可変可能に形成するために、研磨ベルト1を裏面に設けた可動自在になるベルト押圧用プーリ21と、仕上研磨をするための、研磨ベルト1よりヤスリ目が細かく、かつその硬さも柔らかい、板状の研磨板2と、樹脂成形品Wを、パートライン52が略水平方向になるように着脱自在に担持するワーク保持具3と、から成る。
(もっと読む)
グリーンボールの加工装置およびグリーンボールの加工方法
【課題】量産性が高いグリーンボールの加工装置およびグリーンボールの加工方法を提供する。
【解決手段】グリーンボールの加工装置は、上加工定盤部と下加工定盤部とを備えている。上加工定盤部が第1の高さ位置にある状態で、上加工定盤部と下加工定盤部とは、下加工定盤部の第1の平面と上加工定盤部の第2の平面との間にグリーンボールを挟み込むための内部空間を有している。上加工定盤部は、第1の高さ位置で内部空間にグリーンボールを挿入するための挿入部を含んでいる。上加工定盤部と下加工定盤部とは、上加工定盤部が第1の高さ位置にある状態で内部空間にグリーンボールを保持でき、かつ上加工定盤部が第2の高さ位置にある状態で、グリーンボールを上加工定盤部と下加工定盤部との間の空間から排出できるように構成されている。下加工定盤部は、グリーンボールを下加工定盤部の第1の平面上から排出するための排出部を含み、排出部は内部空間の範囲外に構成されている。
(もっと読む)
金属製品のバリ取り装置およびその方法
【課題】 本発明は、プレス等の加工後のワーク4に発生するバリ、鋭利なエッジを取り除くバリ取り装置とそのバリ取りの方法に関し、特にワーク4の要望する小さいワーク搬送を可能とすること。
【解決手段】ワーク4を直線的に運ぶ搬送コンベア方式から、円を描くように、ワーク4の角度を変えて一周させる旋回式の搬送方法にする。
(もっと読む)
研磨装置及び研磨方法
【課題】生産性を低下することなく、研磨後の膜厚の目標値からのずれ量を小さくし、高精度な研磨を行う。
【解決手段】複数の基板Wにおける被処理膜の初期膜厚を測定する初期膜厚測定手段6と、初期膜厚の測定結果に基づき、各基板間の被処理膜の初期膜厚差が所定値以下となるように複数の基板を並べ替えるソート手段10と、並べ替えられた複数の基板の被処理膜を1次研磨する第1研磨手段14と、研磨後の被処理膜の膜厚を測定する研磨後膜厚測定手段15と、測定した初期膜厚と研磨後の被処理膜の膜厚、及びその時の研磨時間に基づき1次研磨における研磨レートを算出し、更に算出した研磨レートと次に1次研磨する基板の初期膜厚、及び研磨後の被処理膜の膜厚の目標値に基づき研磨時間を算出し、該研磨時間を次に1次研磨する基板の研磨時間としてフィードバックする制御を初期膜厚の厚さ順に逐次行う制御手段20と、を備える。
(もっと読む)
研摩装置及び研摩方法
【課題】球状部品の多寡にかかわらず研磨精度を大きく犠牲にすることなく高い作業性で球状部品を研磨できる研摩装置及び研摩方法を提供すること。
【解決手段】互いに間隙をおいて並列状態に軸支された第1管状砥石3及び第2管状砥石4を備え、第1管状砥石3及び第2管状砥石4の少なくとも一方はその外周面11、14に螺旋状の突出部16を有する研磨装置1、並びに、並列状態に軸支された第1管状砥石3及び第2管状砥石4の間隙路10に球状部品を供給し、球状部品を、第1管状砥石3及び前記第2管状砥石4の少なくとも一方の外周面11、14に突設された螺旋状の突出部16で間隙路10上を搬送しつつ第1管状砥石3及び前記第2管状砥石4の少なくとも一方で研摩することを含む研磨方法。
(もっと読む)
金属リング研削方法及び金属リング研削装置
【課題】金属リングの研削加工に際し、研削ブラシの偏磨耗が発生するのを防止する。
【解決手段】ワーク保持部100により金属リングWを保持して円周方向に沿って回転させ、加工ヘッド200により研削ブラシ211を、金属リングを横切るような周回軌道に沿って移動させることにより金属リングの端縁の研削加工を行うに際し、研削加工が行われていないときに、次の研削加工に先立って、ブラシ回転手段210a、210b、270、280により、研削ブラシを長さ方向の軸の周りに所定角度だけ回転させるようにする。
(もっと読む)
マグネシウム合金コイル材
【課題】マグネシウム合金からなる長尺な板材を巻き取ったコイル材であって、その全長に亘って厚さのばらつきが小さいマグネシウム合金コイル材、マグネシウム合金コイル材の研削方法、マグネシウム合金用研削装置、及びマグネシウム合金板を提供する。
【解決手段】マグネシウム合金コイル材から繰り出されて走行する板材(素材板100)を研削ベルト13により研削するにあたり、素材板100の幅方向の複数箇所の厚さを厚さ測定器(フォワードセンサ31)により測定し、コンタクトロール11とビリーロール12との間のギャップの幅方向の大きさが不均一になるように調整してから研削する。上記研削工程により、研削後の研削板1の全長に亘って、当該研削板1の幅方向における厚さのばらつきを40μm以内とすることができる。
(もっと読む)
III族窒化物単結晶基板の製造方法
【課題】III族窒化物単結晶基板を短時間かつ高精度で製造することが可能なIII族窒化物単結晶基板の製造方法を提供する。
【解決手段】固定砥粒ワイヤを用いたワイヤソーによってインゴットを切断して、III族窒化物単結晶基板を前記インゴットから切り出す、基板切り出し工程を含むIII族窒化物単結晶基板の製造方法において、基板切り出し工程を、インゴットの切断方向とインゴットの劈開容易面の法線とのなす角度が2°以下になるようにして行うように構成する。
(もっと読む)
希土類磁石のマルチ切断加工方法
【課題】希土類磁石のマルチ切断において、切断砥石ブレードの有効径が小さく、かつ薄い回転切断砥石ブレードを用いて、高さのある希土類磁石ブロックを高精度に切断する。
【解決手段】薄板円板状又は薄板ドーナツ円板状の台板の外周縁部に砥石外周刃を備える切断砥石ブレードを回転軸にその軸方向に沿って所定の間隔で複数配列し、上記複数の切断砥石ブレードを回転させて希土類磁石103を切削してマルチ切断加工する際、希土類磁石103上面側から下方に向けて切削操作を開始し、希土類磁石103を分断することなく一旦切削操作を停止し、希土類磁石103の天地を反転させ、該反転前後で形成される切削溝の位置が上下で一致するように希土類磁石103を配置して、反転後の希土類磁石103上面側から下方に向けて切削操作を再開し、反転前後で形成される切削溝を連通させて切断する。
(もっと読む)
総形カッターの製造方法および総形カッターの研削工具
【課題】すくい面の加工自由度が高く、すくい角が任意に設定可能であり、すくい面の研削時における、隣接する刃と研削工具との干渉を防止しうる総形カッターの製造方法および総形カッターの研削工具を提供する。
【解決手段】総形カッター1は、ねじれ刃6とねじれ溝8とが交互に形成された切刃部2を先端側に有し、回転軸Oを中心として切刃部2が回転することで切削を行うようになっている。この総形カッター1の製造は、回転軸Oに沿って、直径の異なる山部6Aと谷部6Bとを切刃部材12に形成する工程と、切刃部材12にねじれ溝8を形成する工程と、研削工具18を軸心周りに回転させながら、ねじれ溝8の深さ方向に沿ってねじれ溝8の側壁に線接触させて、ねじれ溝8の側壁にすくい面4を形成する工程とにより行う。
(もっと読む)
インゴットブロックの複合面取り加工装置および加工方法
【課題】スループット時間が短く、フットプリントがコンパクトなシリコンインゴットブロックの複合面取り加工装置を提供する。
【解決手段】円柱状インゴットブロックの四側面剥ぎ加工をスライサー装置の一対の回転刃91a,91bで行って得られた角柱状インゴットの四隅R面および四側面を一対のカップホイール型粗研削砥石11g,11gで粗研削加工して面取りし、ついで、一対のカップホイール型仕上げ研削砥石10g,10gでそのブロックの四隅R面および四側面を仕上げ研削加工する面取り加工して表面平滑度の優れた角柱状インゴットブロックを製造する複合面取り加工装置1。
(もっと読む)
キャリアプレート、複数のキャリアプレート、ウェーハの研磨装置、ウェーハの研磨方法
【課題】キャリアプレート、複数のキャリアプレート、ウェーハの研磨装置、ウェーハの研磨方法を提供する。
【解決手段】ウェーハ20を研磨パッド14に圧接させ、前記研磨パッド14との相対運動により前記ウェーハ20の研磨を行なう際に前記ウェーハ20を貼り付けて保持するキャリアプレート16であって、前記キャリアプレート16の前記ウェーハ20の貼り付け面16aの凹凸形状の波長方向のスペクトルが、前記ウェーハ20の被研磨面への前記凹凸形状の転写を回避可能な振幅強度を有することを特徴とする。また前記キャリアプレート16を複数同時に1つの研磨パッド14に用いる場合は、各キャリアプレート16の直径範囲における前記ウェーハ20の貼り付け面16aのPV値同士を対比した偏差が、研磨条件を調整することにより前記複数のウェーハ20の平坦度を同時に最適化が可能な範囲内であることを特徴とする。
(もっと読む)
ウエハ処理方法およびシステム
【課題】ウエハのような対象物を処理するのに使用するための方法及びシステム(120)を提供し、ウエハの研磨及び/又は研削を含む。
【解決手段】フロントエンドモジュール(124)は、保管装置(126)を連結し、処理のための対象物を保管する。フロントエンドモジュール(124)は、単一のロボット、搬送ステーション、及び複数のエンドエフェクタを備えることができる。処理モジュール(122)は、単一のロボットが対象物を保管装置から処理モジュール(122)へ供給するように、フロントエンドモジュール(124)と連結される。処理モジュール(122)は、回転テーブル、及び、供給された対象物を取り出しそして対象物を回転テーブル上で処理するキャリアをもつスピンドルを備える。
(もっと読む)
長尺材の定尺切断装置
【課題】擦り疵の発生を抑制しつつ複数本の長尺材を容易に位置決めすることができ、小さい誤差の範囲で一定長さに切断することができる定尺切断装置の提供。
【解決手段】載置された長尺鋼材Wをその長手方向に搬送する搬送ローラ2と、長尺鋼材Wの搬送方向前端に当接して、長尺鋼材Wの長手方向の位置決めを行うストッパ3と、上記長尺鋼材Wを搬送ローラ2に押圧するとともに、回転によって長尺鋼材Wを前方に送るための押さえローラ4と、長尺鋼材Wを切断するための切断刃7とを備えており、上記押さえローラ4が、中心軸9から偏心した回転軸10を有し、搬送ローラ2と平行に、且つ、搬送ローラ2から上方に離間して配置され、回転軸10回りに回転することにより、その中心軸9側が長尺鋼材Wに対向する位置に近づくと長尺鋼材Wに当接し、その中心軸9側が長尺鋼材Wから遠ざかると長尺鋼材Wから離間する、作用位置に位置しうるように構成されている。
(もっと読む)
ワーク加工装置及び方法
【課題】2つの撮像装置を用いて効率的にワークのアライメントを実行可能なワーク加工装置及び方法を提供する。
【解決手段】回転刃23は、Y方向及びZ方向に移動自在である。θテーブル40の上面のワーク10は、X方向及びY方向と平行な平面内で回転可能かつX方向に移動自在である。撮像装置90L,90Rは、X方向に関して回転刃23を挟んで反対側に位置する。撮像装置90L,90Rの光軸は、Y方向に関して回転刃23から同じ側に所定距離だけずれた各位置でワーク10の存在平面と交差する。切断時のワーク10の移動ストロークの前後でワーク10の左右の切断マークを撮像装置90L,90Rでそれぞれ撮像する。撮像画像に基づき、ワーク10のY方向移動量及びθ方向位置補正量を演算する。
(もっと読む)
剥離ヘア除去装置及び剥離ヘア除去方法
【課題】効果的にエナメルヘアなどを除去することができ、経済性や生産性などを向上させることができる剥離ヘア除去装置及び剥離ヘア除去方法の提供を目的とする。
【解決手段】エナメルヘア除去装置1は、コンビーフ缶6を搬送するマグネットコンベア11と、エナメルヘア63を吸引するための吸引用流路213を有し、コンビーフ缶6からエナメルヘア63を掻き取るセグメント式ロールブラシ2と、吸引用流路213と連通し、エナメルヘア63を吸引して排出する吸引用ダクト5とを備え、コンビーフ缶6からエナメルヘア63を除去する構成としてある。
(もっと読む)
ソフトカバー書籍用研磨機
【課題】書籍・本の表裏紙の装丁が比較的に軟らかい、いわゆるソフトカバー本における小口部、天部、地部等を研磨し、体裁を整えるにつき、これを連続的に大量処理する。
【解決手段】投入口2と排出口5との間で隣接配置した研磨機構30の前方位置で間欠進退する搬送機構20によって平積み状の1処理群の書籍Bを間欠搬送する。搬送機構20の間欠停止時に搬送機構20上の書籍Bを、その未研磨部を研磨機構30側に向けて、搬送機構20の搬送方向に直交する方向に沿って順次に送り込み、研磨帯37にて擦過させ、その間、搬送機構20を後退させる。後退位置で待機している搬送機構20上の次段側位置に研磨後の書籍Bを戻し、搬送機構20を再び前進させる搬送中に書籍Bを転回させ、その転回後に書籍Bを次段側の研磨機構30に送り込むことを繰り返して、書籍Bの小口部、天部、地部を順次に研磨させる。
(もっと読む)
61 - 80 / 342
[ Back to top ]