
Fターム[3C063BA02]の内容
研磨体及び研磨工具 (13,968) | 研磨部材の形状 (1,563) | 研磨部材の形状による分類 (944) | 一体の研磨部材を有するもの (438)
Fターム[3C063BA02]に分類される特許
41 - 60 / 438
ガラス研削方法
【課題】遊離研磨スラリに関連した不都合さを示さないで、短時間の高速ストック除去を提供する。
【解決手段】(a)研磨物品10の研削層とガラスワークピース表面とを接触させるステップであって、研削層が複数の研磨複合材11を含み、複合材11が有機樹脂と、アルカリ金属塩とアルカリ性金属塩およびそれらの組合せから選択された金属塩と、この研磨複合材11全体にわたって均質に分散された単一のダイヤモンド研磨粒子とを含む、ステップと、(b)研磨物品10の研削層とガラスワークピース表面との間に潤滑剤を導入するステップと、(c)研磨物品10の研削層とガラスワークピース表面とを相対移動するステップとを含む、ガラスワークピース表面を研削する方法が開示されている。
(もっと読む)
均等に摩耗するオフセット形砥石

【課題】砥石周縁部が均等に摩耗する、高寿命のオフセット形砥石を提供する。
【解決手段】オフセット形に加工され、砥石周縁に沿った第一縁部と、該第一縁部よりも相対的に砥石周縁から離れた第二縁部とを周方向において交互に等間隔で4ヶ所ずつ有する荒目クロス2枚を互いの第一縁部と第二縁部とが砥石厚方向に対応するように、あるいは該荒目クロス3枚を互いの第一縁部が砥石中心を回転中心として30°ずつずれた位置関係になるようにオフセット形砥石に埋設する。
(もっと読む)
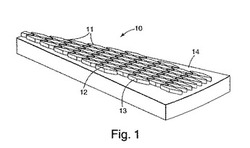
ICタグの装着構造
【課題】小径の砥石であっても、確実にICタグを装着でき、離れた場所からも、情報の読み書き可能なICタグの装着構造を提供する。
【解決手段】樹脂製の円筒状のコア14の外周側に形成された砥石11と、コア14を介して、砥石11が固定される砥石アーバ12とを有する砥石工具に、ICタグ15を装着する装着構造であって、コア14を軸方向に延設した延設部14bの内部にICタグ15を設けると共に、ICタグ15のアンテナ16をコア14の延設部14bの外周に沿ってリング形状に設けた。
(もっと読む)
端縁加工工具、端縁処理装置及び端縁処理方法
【課題】鋼材の端縁処理において、被加工材の片面側からの一回の加工処理で、被加工材の表面側と裏面側の両方の端縁部における端縁処理ができる端縁加工工具、端縁処理装置及び端縁処理方法を提供する。
【解決手段】端縁加工工具10を回転駆動すると共に、該端縁加工工具を被加工材20の端部に沿って移動させることにより、前記被加工材の端縁部分を該端縁用切削工具の回転による切削で端縁処理する端縁処理装置に取付ける端縁加工工具において、該端縁加工工具の加工部11Aを、前記被加工材の表面側の端縁部に当接する第1加工部と、前記被加工材の裏面側の端縁部に当接する第2加工部を設けて形成し、同時に被加工材の表面側と裏面側の両方の端縁部を端縁処理するように形成する。
(もっと読む)
切削ブレード
【課題】高速回転時の蛇行の発生を抑え、被加工物や切削ブレード自身を破損させることのない切削ブレードを提供することである。
【解決手段】一面側に円形ハブが一体的に形成された円形基台46と、該円形基台の前記円形ハブと反対側の他面側外周部に形成された切刃50とから少なくとも構成され、切削装置のスピンドルの先端部に装着される切削ブレードであって、該円形基台は、該スピンドルの先端部に装着されて高速回転されるとき、該一面側と該一面側の反対面である該他面側とで遠心力がつりあうように形成されていることを特徴とする。
(もっと読む)
ネジ状電着工具
【課題】ツルーイングまたはセミツルーイング後のネジ状部におけるネジ山の外形形状を正確に測定することができて、引いては加工する歯車の歯形も高い精度で加工することが可能なネジ状電着工具を提供する。
【解決手段】軸線O回りに回転させられる台金1の外周部に、軸線O回りに螺旋状に捩れたネジ状部2が形成され、このネジ状部2の表面に砥粒が金属めっき層により電着されてなるネジ状電着工具にあって、金属めっき層からの上記砥粒の砥粒突き出し量Pを、ネジ状部2において軸線O方向の中央部2Aよりも両端部2Bで小さくする。
(もっと読む)
研磨ローラ
【課題】芯材の再利用を図ることができ、資源の有効利用や製造コストの低減に寄与できる研磨ローラを提供する。
【解決手段】研磨ローラとしてのバフローラ1は、不織布研磨材により円筒状に形成された研磨筒3と、この研磨筒3の内部に着脱可能に挿入される剛性を有する芯材5とを有している。芯材5は、軸方向に亘るスリット15を有する外筒7と、外周面の3箇所に軸方向に延びる弾性部材19を有する内筒9とを有し、3つの弾性部材19のうち2つは予め内筒9に固定され、残りの1つの弾性部材19Cを、研磨筒3内に挿入設定された外筒7に内筒9を挿入後、縦溝17を介して圧入し、この圧入による弾性力で外筒7を拡開して研磨筒3の内周面に圧接するとともに、研磨筒3に対する芯材5の真円度を確保する。
(もっと読む)
固定砥粒式ソーワイヤ
【課題】単結晶Si等の比較的軟質な硬脆性材料の加工・切断に適した固定砥粒式ソーワイヤを提供すること。
【解決手段】本発明の固定砥粒式ソーワイヤは、内側に位置する砥粒付着用メッキ層である第一メッキ層と、外側に位置する砥粒埋込用メッキ層である第二メッキ層とによって芯線の外周面に平均粒径40μm以下の砥粒を固着した固定砥粒式ソーワイヤであって、ソーワイヤ表面に固着される砥粒には、単体砥粒と凝集砥粒とが混在していることを特徴とする。
(もっと読む)
ダイヤモンドブレード及びその製造方法
【課題】チッピングの発生を抑制しつつ細い溝幅でも高精度に加工することができる長寿命のダイヤモンドブレード及びその製造方法を提供する。
【解決手段】環状又は円盤状の金属製の基材と、前記基材の少なくとも外周部に成長させたダイヤモンド粒子群と、を含むダイヤモンドブレード。好ましくは、モリブデン、タンタル、又はモリブデンもしくはタンタルを含む合金で構成された環状又は円盤状の基材にアニールを施して歪みを除去した後、前記アニールを施した基材の少なくとも外周部をダイヤモンド粉末でスクラッチし、前記ダイヤモンド粉末でスクラッチした基材の外周部にダイヤモンド粒子を成長させる。
(もっと読む)
回転研削工具およびその製造方法
【課題】静音特性に優れ研削時の騒音を抑制することができる、安価な回転研削工具の提供。
【解決手段】金属円盤2の表面の少なくとも一部に、20個/cm2以上の面密度となるようにモース硬度9を超える硬質粒子8を蝋付け接合してなる研削面9を有し、前記金属円盤を支えるホルダーは、その中心部に回転駆動装置の回転軸に取付ける取付部を有し、前記金属円盤と前記ホルダーとを結合してなる静音特性に優れた回転研削工具。
(もっと読む)
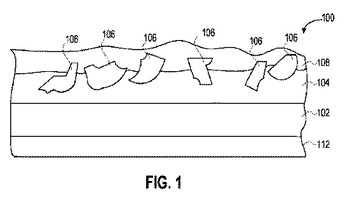
耐久性コーテッドアブレーシブ物品
マトリックスポリマーと、前記マトリックスポリマーの中に分散された両親媒性ブロックコポリマーとを含むバインダーを用いて結合された研磨粒を含む、アブレーシブ物品。そのアブレーシブ物品は、バッキングを含む、コーテッドアブレーシブ物品、たとえば形状設計アブレーシブ物品であることが可能である。そのバインダーが、研磨粒をバッキングに結合させることを可能とする。
 (もっと読む)
(もっと読む)
研磨パッド
【課題】 生産性を向上させるとともに良好な研磨面を得ることのできる研磨パッドを提供することである。
【解決手段】 被加工物を研磨する研磨パッドであって、ポリウレタンと該ポリウレタン中に混入された砥粒とを少なくとも含み、70℃における損失弾性率(E´´)/貯蔵弾性率(E´)で表される値(tanδ)が0.1〜0.3の範囲内であることを特徴とする。
(もっと読む)
研磨パッド及びこれの製造方法
本開示は、多孔質研磨層を有する研磨パッド、そのようなパッドの製造方法、及び研磨プロセスにおけるそのようなパッドの使用方法に関する。研磨パッドは、対向する第1の面及び第2の面を有する柔軟層と、柔軟層の第1の面上に配置された多孔質研磨層と、を備える。多孔質研磨層は、熱硬化成分と放射性硬化成分とを含む架橋網状組織を含み、放射性硬化成分と熱硬化成分とが、架橋網状組織中で共有結合されている。多孔質研磨層は、架橋網状組織中に分散されたポリマー粒子も含み、ポリマー粒子は、熱可塑性ポリマー類又は熱硬化性ポリマー類の少なくとも1つを含む。多孔質研磨層は、典型的には、架橋網状組織中に分散された独立気泡孔も含む。 (もっと読む)
研磨ツール
【課題】 改良されたスーパーアブレイシブツールを製作する。
【解決手段】 柔軟でない壁面と柔軟な壁面との間に規定される圧縮モールド空間を提供する研磨用ツーリング用研磨層を製造するための圧縮モールディング装置で、本発明は研削ホイール等のみならずラップの様な他の形状用に有用な、1つの成形サイクル中に新しい形状の環状又は中空の円柱の形の研磨層を作るのに特に好適であり、そこでは流体圧力で膨張させられた柔軟な壁が、形成されるモールド配合物の表面に対し高度に均一な圧力分布を提供する。環状の形状では、該柔軟な壁は、環状の形状内に配置されたモールディング配合物に対し圧力を半径方向に向けるため使われ、そこでは形成される環状モールド形状の軸方向長さは従来技術の手段により前に得られたよりも多数倍大きくてもよい。
(もっと読む)
ネジ状電着工具
【課題】ネジ状部の両端部で中央部よりめっき層が厚くなっても、高い精度で歯車の歯形加工が可能なネジ状電着工具を提供する。
【解決手段】軸線O回りに回転させられる台金1の外周部に、軸線O回りに螺旋状に捩れたネジ状部2が形成され、このネジ状部2の表面に砥粒が電着されてなるネジ状電着工具にあって、台金1におけるネジ状部2のネジ山5の厚さを、軸線O方向の中央部2Aよりも両端部2Bで小さくする。
(もっと読む)
研磨ベルト
【課題】従来の研磨ベルトは、基材上面の研磨材層が薄く、研磨材の消耗とともに研磨性能の低下が起こり被研磨面の表面粗さに変化が生じるなど、研磨能力の経時変化を避けることができず、一定の研磨面を長時間持続できない等の問題を有している。また、研磨材層が薄く、弾力性が乏しいため、使用する研磨材の大きさがそのまま被研磨面に反映されることになり、被研磨面の表面粗さを小さくするためには、順次細かい粒度のものを使用しなければならず、研磨材の交換の頻度が高くなる。
【解決手段】高強度繊維ベルトの上面に弾性材料を結合材とした研磨材層を継ぎ目なく形成することにより、耐久性があり、研磨効率の優れた研磨ベルトを提供する。
(もっと読む)
研削ディスクの製造方法及び研削ディスク
本発明は、キャップを提供する工程と、研磨部品を提供する工程と、キャップを研磨部品上に置いて組立品を形成する工程と、組立品を保持しキャップと研磨部品とを接合するためにキャップと研磨部品との間のすき間及び研磨部品内に成形材料を注入する工程と、を含む研削ディスクの製造方法に関する。当該方法によって製造される研削ディスクも開示される。 (もっと読む)
薄刃ブレード
【課題】脆性材料に対しても高品位な加工を施すことができる薄刃ブレードを提供する。
【解決手段】Cu−Sn、CoまたはNiをベースとするメタル基材11に、超砥粒21を分散させてなり、メタル基材を軸周りに回転させることにより被切断材を切断加工する薄刃ブレード10であって、メタル基材に、短辺/長辺で表されるアスペクト比が0.9以上の形状を有するガラスフィラー25が混入されている。
(もっと読む)
研削工具の製造方法
【課題】ツルーイングすることなく、砥粒先端を揃えた研削工具を効率良く製作することができる研削工具の製造方法を提供することにある。
【解決手段】ワークを研削加工する研削工具を製造する研削工具の製造方法であって、研削工具の砥粒14を型21の上に配置し、型21に対向すると共に当該型21に対し隙間d1を有して研削工具の台金11を配置し、砥粒14が配置された型21と研削工具の台金11とを無電解めっき液31が貯留されためっき液槽32内に配置し、型21と研削工具の台金11の間の隙間に無電解めっき液31を流し、研削工具の台金11の表面にめっき層13を成長させて、めっき層13により砥粒14を研削工具の台金11に固定した研削工具を製造する。
(もっと読む)
研磨用具及び研磨用具の製造方法
【課題】均一に配列させた研磨粒子の先端を揃え、脱落を抑えた研磨用具の製造方法。
【解決手段】基材14の表面に形成される研磨層13が、単一粒子として分散された研磨粒子1a、1bと、これを固定する金属層6とから成る研磨用具10Aの製造方法で、仮基材上に離型層を形成する第1の工程、離型層の表面に、研磨粒子1a、1bと金属を複合めっき処理により研磨層13として形成する第2の工程、研磨層13の表面に金属補強層7をめっき処理により形成する第3の工程、金属層補強層7の表面に接着剤15を間に介して基材14を重ね合わせて圧接し接着剤15を硬化させて基材14を固着させる第4の工程、仮基材と、離型層とを剥離する第5の工程、離型層が剥離された研磨層13の表面部分の金属層6を除去し、先端を同一平面上に揃えた研磨粒子1aの先端を含む一部を露出させる第6の工程を有して成る。
(もっと読む)
41 - 60 / 438
[ Back to top ]