
Fターム[3C063BA02]の内容
研磨体及び研磨工具 (13,968) | 研磨部材の形状 (1,563) | 研磨部材の形状による分類 (944) | 一体の研磨部材を有するもの (438)
Fターム[3C063BA02]に分類される特許
121 - 140 / 438
固定砥石及び摩砕機
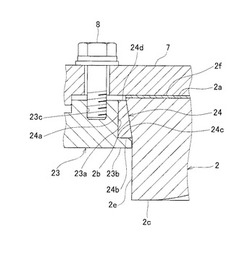
【課題】 保持体を介して固定する際の締付力による斜めひび割れや長期間作用する回転応力による円周方向のひび割れが生ずる恐れがない固定砥石を提供する。
【解決手段】 固定砥石2の掛止面2bは周面2eより斜め直線的に拡大する。上蓋本体9の保持体23内方には環状側面23aと跳出環状部23bを備え、環状体24を載置する。環状体24は固定砥石2の段無掛止面2bと密着する内周面24cを有する。上蓋7を挿通するボルト8を保持体23に螺着して締め付けると、ボルト8の締付力は跳出環状部23bから環状体24に伝達され、更にその内周面24cから固定砥石2の逆円錐台状の掛止面2bに伝達される。その荷重は段無掛止面2bの周面方向及び周面垂直方向に作用することになるが、斜めひび割れを発生させるような斜張力は殆ど生じない。又円周方向のひび割れも発生しない。
(もっと読む)
ドレスギヤの製造方法及びドレスギヤ

【課題】歯元の砥粒脱落を減じ長寿命のドレスギヤの製造方法及び歯面全域にわたってダイヤモンド砥粒の突き出し高さのバラツキが少ないドレスギヤを提供。
【解決手段】ドレスギヤ15の歯面全域にわたってダイヤモンド砥粒2を電着し、ダイヤモンド砥粒を完全被覆する肉盛りめっき13を施し、内歯車砥石16と噛み合わせ回転させながら肉盛りめっき部の表面層17を除去し、ツルーイングにより仕上げ歯面23形状に成形し、さらに、内歯車砥石と噛み合わせ又はめっき剥離液により、肉盛りめっき部の表面層22をさらに除去する。少なくとも噛み合い有効歯たけの歯面及び歯元部の形状はインボリュート曲線が確保され、かつ、少なくとも噛み合い有効歯たけの歯面全域にわたって、ダイヤモンド砥粒の肉盛りめっきからの突き出し高さ21のバラツキを平均粒径の10%以下とする。
(もっと読む)
内歯車型電着工具の製造方法および内歯車型電着工具
【課題】内歯車型電着工具を製造するのに際して、反転法を用いることにより時間や労力の削減を図りつつ、高精度の歯車研削が可能な内歯車型電着工具を製造する。
【解決手段】円環状をなす工具本体7の内周に形成された歯形の表面に砥粒層4が形成されている内歯車型電着工具の製造方法であって、基準軸線Oを中心とした円板の外周に歯形2が形成されたマスタギア1の歯形2表面に砥粒層4を形成し、このマスタギア1の外周側に間隔をあけて円筒状をなす外枠5を基準軸線Oと同軸に配置して、これら外枠5とマスタギア1との間に充填材6を充填して砥粒層4と接合するとともに工具本体7を形成し、しかる後にこの工具本体7側に砥粒層4を残したままマスタギア1を取り去る。
(もっと読む)
研磨用ブラシおよびこれを用いたプリント基板の製造方法
【課題】被加工物全体のバラツキだけでなく、局所領域のバラツキも改善させることができるように硬度差を持つ二重コア構造の研磨用ブラシおよびこれを用いたプリント基板の製造方法の提供。
【解決手段】本発明の研磨用ブラシ100aは、回転軸120と、回転軸120の外面に形成された内部コア140と、内部コア140より高い硬度を有し、内部コア140の外面に形成された外部コア160とを含んでなり、本発明の研磨用ブラシ100aを用いたプリント基板の製造方法は、ベース基板の一面に塗布された絶縁層にトレンチを加工する段階と、前記トレンチを含んで前記絶縁層にメッキ層を形成する段階と、回転軸の外面に形成された内部コアに、前記内部コアより高い硬度を持つ外部コアを含む研磨用ブラシによって、前記メッキ層の平坦化のために研磨する段階と、前記絶縁層の表面まで前記メッキ層をエッチングする段階とを含むことを特徴とする。
(もっと読む)
砥粒の配置が精密に制御された砥粒工具及び製造方法
【課題】砥粒の配置又はパターンが精密に制御された研削工具に関する。
【解決手段】作用面を有する砥粒工具の製造方法は、砥粒工具34の作用面に非導電層36を設ける工程により開始される。好ましくはレーザービームを用い、作用面にパターンをエッチングする。作用面パターンに金属及び砥粒40,42,44を電気メッキ又は無電解メッキする。作用面から非導電層を除去する。別法として、接着剤を作用面に層として設け、次いで接着剤層にネガパターンをエッチングし砥粒の不要な部分の接着剤をエッチングで除去する。次に、砥粒を作用面に接触させて、残留する接着剤に付着させればよい。この場合も、作用面に金属を電気メッキ又は無電解メッキすることができる。上記二通りの方法を何回か繰り返すことで、作用面の異なる領域にサイズ及び種類の異なる砥粒を種々異なる集中度で設けることができる。
(もっと読む)
メタルボンドダイヤモンド砥石及びその製造方法
【課題】ガラス、セラミックス、シリコン基板等の研削工具、切断用工具として、切味がよく、砥石寿命が長く、研削抵抗が低く、びびり(振動)研削が少なく、木目細かな研削面が得られ、更にドレッサビリティの良いメタルボンドダイヤモンド砥石及びこれの製造方法を提供すること。
【解決手段】メタルボンドダイヤモンド砥石は、ねずみ鋳鉄を主成分として含んだ焼結メタルボンド部4と、焼結メタルボンド部4に分散、保持されたダイヤモンド砥粒3とからなる。
(もっと読む)
ドレッシングボード及びその製造方法
【課題】超砥粒ブレードをドレッシングした際に、より効率的に遊離砥粒を発生させることができ、ブレードの超砥粒の刃先にダメージを与えずに、均一且つ十分な超砥粒の突き出し量を確保することが可能なドレッシングボード及びその製造方法を提供する。
【解決手段】結合材3中に、砥粒としての研磨材2の粉末が略均一に分散させた状態で保持されて成るドレッシングボード1において、上記結合材3を、熱硬化性樹脂を炭化焼成することにより得られるアモルファスカーボンで形成した。
(もっと読む)
針状体製造方法、針状体、および研削刃
【課題】微細構造を有する針状体の加工時および転写成形時の欠損を抑制することが可能な針状体製造方法を提供することを目的とする。
【解決手段】本発明の針状体製造方法によれば、段差を備えた研削刃を用いることにより、多段構造の針状体が簡易な工程で作製可能となる。また、特に転写成形時の欠損が発生しやすい針状体先端の近傍のみ接触面積を低減させた構造を作製することができることから、転写時に版と成形品とが張り付くことによって生じる先端欠損を低減させることが可能となる。
(もっと読む)
ハブ付きブレード
【課題】回転時の遠心力による刃先の変位を低減し加工品質や加工精度の向上を図るハブ付きブレードを提供する。
【解決手段】ダイシングブレード1は、ハブ3と当該ハブ3の外周縁部3bから一部外側に張り出して設けられたブレード部5とを備えている。ハブ3は、一体に形成されており、第1面A側に位置し外周縁部3bに近づくほど第2面B側に近づくように傾斜する第1テーパ面7と、第2面B側に位置し、外周縁部3bに近づくほど第1面A側に近づくように傾斜する第2テーパ面9と、を有している。
(もっと読む)
CMPコンディショナ
【課題】コンディショニング面に固着されたダイヤモンド砥粒の切れ味を鋭くして効率よく研磨パッドをコンディショニングし、CMP装置におけるウェーハ研磨レートの向上を図る。
【解決手段】CMP装置の研磨パッドと対向して接触するコンディショニング面2にダイヤモンド砥粒6が金属めっき相7によって固着されたCMPコンディショナであって、ダイヤモンド砥粒6は、概略八面体形状をなしていて、その結晶面のうち研磨パッドと対向する側を向く{111}結晶面のなかで、金属めっき相7の表面に垂直な基準線Lに対して最も大きな角度θをなす{111}結晶面6aの角度θが35°<θ<70°の範囲内にあるダイヤモンド砥粒6の割合を90%以上とする。
(もっと読む)
回転砥石の製造方法及び該製造方法によって製造された回転砥石
【課題】回転砥石の寿命時間を延長し、かつ、廃棄する砥石材料の量を減少することができる回転砥石構造を得る。
【解決手段】グラインダーの砥石回転駆動用シャフト32を嵌める砥石中央孔を設けた中央部12aと該中央部12aの外周外側に設けた有効砥石円形部12bを一体に有する円盤状の砥石本体12を備える回転砥石11の製造方法において、中央部12aの肉厚を有効砥石円形部12bの肉厚よりも薄く形成するとともに、該中央部12aの薄くした肉厚分の砥石材料を有効砥石円形部12bの肉厚面上に盛り、該有効砥石円形部12bの肉厚を中央部12aの肉厚よりも大きく形成するようにした。
(もっと読む)
カップホイール用基板およびその製造方法並びにカップホール
【課題】コンクリートや石材等の硬脆材からなる被削材の研削作業に供されるカップホイールであって、その基板を改善して高速回転時における安定性を維持しつつ、その軽量化を図って作業者の負担を軽減し、併せてその製造コストの低減化を図る。
【解決手段】円形の鋼製基板の軸心に電動工具へ取付け孔を有する凹部が形成され、該凹部の外側の端部から基板の外周端部に至る平坦面に、砥粒層取着領域が設けられるカップホイール用基板において、前記凹部の壁面から前記砥粒層取着領域の平坦面の略中央部にかけて且つ前記基板の軸芯から周方向を縦割りに等分して、前面から背面にかけて凹状のリブを形成する。
(もっと読む)
超砥粒ホイール
【課題】軽量化を図ると共に、工具自体の破損の可能性を低減する超砥粒ホイールを提供する。
【解決手段】超砥粒ホイール1は、円環形状の台金3と、台金3の外周表面に設けられた超砥粒層5と、を備えている。台金3は、円環形状の内側円板31と、この内側円板31の外側において内側円板31に同心に設けられた円環形状の外側円板33と、を有し、内側円板31の材料は、外側円板33の材料よりも、密度が大きく、熱膨張率が小さく、引張強度が大きくなるように選択される。
(もっと読む)
研磨材製品、その製造方法及び使用方法
【課題】研磨部の基材に対する接着強度が増大され、過酷な高荷重負荷研磨作業、長時間研磨作業にも耐える磨材料を提供すること
【解決手段】基材と、該基材から突出する複数の成形構造を有する研磨部とを含む研磨材製品であって、該研磨部は、(1)樹脂中に分散された研磨粒子を含有する混合物の硬化物からなる上層と、(2)放射線硬化性のモノマー及び/又はオリゴマー及び熱硬化性樹脂を含有する結合剤の硬化物からなる下層とを有する、研磨材製品。
(もっと読む)
薄刃ダイヤモンド砥石とその製造方法
【課題】ダイヤモンド砥粒を強固に固定し、側面に固定されたダイヤモンド砥粒の高さを均一にした薄刃ダイヤモンド砥石を提供する。
【解決手段】金属、黒鉛、セラミックス、もしくはレジン製のポーラス材14に、金属系、セラミックス系、もしくはレジン系のペースト18とダイヤモンド砥粒20とを水もしくは水以外の溶剤と混ぜて泥状に混合したものを含浸し焼成する。側面には、材質の異なるペースト19と粒度の異なるダイヤモンド砥粒22を配置することができる。平坦な圧力板24をポーラス材14の表面に平行に支持して、ダイヤモンド砥粒22をポーラス材14の表面に向かって押しつけながらペースト18と19を固化する。
(もっと読む)
超音波振動を付与した研削砥石による加工方法
【課題】 様々な研削装置に用いて被研削物を高速、高精度で研削加工ができ、かつ砥石の消耗の小さい研削砥石および研削加工方法を提供すること。
【解決手段】 研削砥石8は、アルミ合金製の砥石保持部材9の外側面に平行なスリット10a、10bを設ける。そしてその砥石保持部材9の凹み部に円環状の圧電セラミック12a、12bを、エポキシ樹脂を用いて接合する。最外周部に円環状の砥石4の層を設ける。砥石保持部材9の両側に構造的強度を向上させるために、円環状のステンレス製のサポート板15a、15bをエポキシ樹脂により接合する。
(もっと読む)
パターニング研磨シートの製造方法及びパターニング研磨シート
【課題】用途に応じた任意の凹凸模様のパターン構造を有する研磨シートの製造方法の提供。
【解決手段】基材シート32の表面に、凸部形状でパターン化された研磨層が形成されるパターニング研磨シートの製造方法であって、基材シート32の表面にバインダー樹脂液を、用途に応じた所定のパターンに塗布するバインダー樹脂液塗布工程と、塗布されたバインダー樹脂中に研磨材粒子が単一層を形成するように分散散布する研磨材粒子散布工程と、バインダー樹脂液を硬化させて研磨層を形成させるバインダー樹脂液硬化工程と、分散散布された研磨材粒子のうち研磨層に含まれない研磨材粒子を除去する除去工程と、を備えてなる。
(もっと読む)
研磨具および研磨装置
【課題】被研磨物を高精度且つ高速で研磨できる研磨具及び研磨装置を提供する。
【解決手段】 研磨装置10は、上側表面に研磨対象物11を支持する支持テーブル12、支持テーブル12の上方に、支持テーブル12に対して垂直に配置された回転軸13、そして回転軸13の下端部に支持テーブルと平行に接続されている、電源14に電気的に接続する環状超音波振動子27を固定した砥石保持部材28と、砥石保持部材28の周縁部の下端に備えられた環状の砥石29とを含む研磨具33どから構成されている。図面を簡単にするため環状の砥石29を一体として図示したが実際には28分割している。また環状の砥石29は平均直径が約200mmである。
(もっと読む)
ダイヤモンド・ドレッサーとその製造方法
【課題】盤上に固定されたダイヤモンド砥粒の高さを均一にし、盤上にダイヤモンド砥粒を強固に固定できる構造のダイヤモンド・ドレッサーを提供する。
【解決手段】金属、黒鉛もしくはセラミックス製のポーラス板14と16を基台12に固定し、金属系もしくはセラミックス系のロー付け材料18をにして、ポーラス板14と16に含浸する。ポーラス板14と16の表面にダイヤモンド砥粒20と22を所定の密度で配置する。その後、ロー付け材料18を加熱溶融し、平坦な圧力板24をポーラス板14と16の表面に平行に支持して、ダイヤモンド砥粒20と22をポーラス板14と16の表面に向かって押しつけながら、ロー付け材料18を固化する。
(もっと読む)
砥石のツルーイング方法およびツルーイング装置
【課題】総形ツルアにより仕上げツルーイングを行った場合であっても、総形ツルアの形状精度を長期間維持でき、且つ、総形ツルアの寿命を向上できる砥石のツルーイング方法およびツルーイング装置を提供する。
【解決手段】砥石43のツルーイング方法は、砥石43に対して単石、多石または薄刃状の非総形ツルア57、58により粗ツルーイングを行う粗ステップと、粗ツルーイング後の砥石43に対して総形ツルア56aにより仕上げツルーイングを行う仕上げステップとを含む。
(もっと読む)
121 - 140 / 438
[ Back to top ]