
Fターム[3C063EE10]の内容
研磨体及び研磨工具 (13,968) | 用途 (1,449) | 特定物品の加工を考慮したもの (581) | 半導体ウエハ又はシリコンウエハ (315)
Fターム[3C063EE10]に分類される特許
1 - 20 / 315
固定砥粒ワイヤ及びそれを備えた切断装置ならびにウエハ
【課題】被加工物を切削加工して形成したウエハの強度の低下を抑制することが可能な、固定砥粒ワイヤ及びそれを備えた切断装置と、固定砥粒ワイヤまたは切断装置を用いて作製されたウエハを提供する。
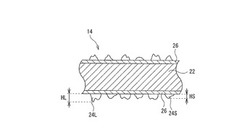
【解決手段】線状のワイヤ本体22と、ワイヤ本体22の外径面に固着している複数の砥粒24を備え、被加工物の切削加工に用いる固定砥粒ワイヤ14であって、複数の砥粒24は、ワイヤ本体22の外径面から突出する突出量Hの分布における、分布の比率のピーク値を二つ有し、具体的には、15[μm]以上である大砥粒24Lと、分布の比率のピーク値が10[μm]以下である小砥粒24Sを含む。
(もっと読む)
砥石

【課題】砥石と遊離砥粒とを用いて研削を行うことにより、加工レートと良好な面粗さとを共に得ようとする技術が提案されている。しかし、従来の砥石は砥粒とボンド材とが硬く結合しているため、供給された遊離砥粒を十分に保持することができず、供給される遊離砥粒を加工レートと良好な面粗さの向上に活かすことができなかった。
【解決手段】微粒金属体と、前記微粒金属体の表面に突き刺さって配置される高硬度の微粒石と、微粒石が突き刺さった微粒金属体を分散状態で形状維持するための樹脂とからなる砥石などを提供する。
(もっと読む)
固定砥粒ワイヤ及びそれを備えた切断装置ならびにウエハ
【課題】被加工物を切削加工して形成したウエハの強度の低下を抑制することが可能な、固定砥粒ワイヤ及びそれを備えた切断装置と、固定砥粒ワイヤまたは切断装置を用いて作製されたウエハを提供する。
【解決手段】線状のワイヤ本体22と、ワイヤ本体22の外径面に固着している複数の砥粒24を備え、被加工物Wの切削加工に用いる固定砥粒ワイヤ14であって、複数の砥粒24のうち被加工物Wの切削加工に寄与する砥粒24を、複数の砥粒24がワイヤ本体22の外径面から突出している突出量の分布において、突出量の区間の幅が4.5[μm]以内となるように調整する。
(もっと読む)
研削ホイール
【課題】研削ホイールが回転中であるか停止中であるかを一目で判別できるための新規な技術を提供する。
【解決手段】高速回転するスピンドル21先端に固定されたホイールマウント23に装着される研削ホイール24であって、ホイールマウント23に装着される装着面32bを有する環状基台32と、環状基台32の装着面32bとは反対側の自由端部にリング状(円環状)に配設された研削砥石26,26と、を具備し、環状基台32の外周側面32cには、回転方向(図4における矢印b方向)に交差する縞目33から構成される縞模様が表示される。
(もっと読む)
ダイシング装置のブレード潤滑機構及びブレード潤滑方法
【課題】極少量の液体で切削加工点に対する潤滑や冷却を効率よく行い、液体が高い粘性をもっていても途切れることなく安定して且つ、連続的にブレード周側面にピンポイントで供給しブレード周側面に該液体を薄く引き延ばすように供給することにより液体を蒸発させやすくして、気化熱による熱の発散を促すとともにブレード周側面とワークの摩擦点で起こる摩擦熱を取り除く。
【解決手段】所要の回転速度で回転するブレード5により、該ブレード5に対し相対移動するワークに個片化用の切削を施すとともにブレード5の周側面に潤滑用ないし冷却用の液体を供給する潤滑機構21を備えたダイシング装置のブレード潤滑機構において、前記潤滑機構21は、適宜の液体供給手段19から潤滑用ないし冷却用の液体供給を受け、該供給を受けた潤滑用ないし冷却用の液体を毛細管現象により前記ブレード5の周側面に移送させる毛細管構造部材20で構成した。
(もっと読む)
固定砥粒ワイヤおよび半導体基板の製造方法
【課題】固定砥粒ワイヤの張力を下げても、軌跡不良を低減して半導体基板をスライスすることが可能な固定砥粒ワイヤを提供する。
【解決手段】ワイヤ芯線表面に砥粒を固定した固定砥粒ワイヤであって、ワイヤ芯線径は80μm以下で、ワイヤ芯線の単位表面積当たりの砥粒の個数は400個/mm2以上である固定砥粒ワイヤ。
(もっと読む)
研磨布用ドレッサー
【課題】本発明は、前述した課題を解決するために、優れたパッド平坦性と高いパット研削力を同時に満たすドレッサーを提供する。
【解決手段】円盤状支持材の表面に複数個の砥粒が単層に固着されたドレッサーであって、円盤状支持材の半径をRとした場合、砥粒が、0.3R≦B<A≦0.9R、かつ、A−B≧4(mm)を満たす半径Bの同心円の外側、かつ、半径Aの同心円の内側のリング状領域に固着されていることを特徴とする研磨布用ドレッサー。
(もっと読む)
超砥粒ホイールおよびその製造方法
【課題】切り屑の排出をスムーズに行うことが可能な超砥粒ホイールおよびその製造方法を提供することを目的とする。
【解決手段】超砥粒ホイール10は、超砥粒2cを結合材2dにより結合した超砥粒層のみからなる円環板状の超砥粒ホイールであって、超砥粒層は、ワークに接触する作用部2と、作用部2より内側に位置する内周部3とを備え、作用部2は、半径方向に一定の幅を有し、かつ、板厚方向に一定の厚みを有し、内周部3は、作用部2よりも薄い一定の厚みを有する。
(もっと読む)
ソーワイヤーの製造方法および製造装置
【課題】砥粒の高密度化やワイヤーの往復走行等の高効率なワイヤー送出形態によっても、ワイヤー外表面に付着する砥粒の量のばらつきを抑え、砥粒の付着分布の均一化を図ることができる固定砥粒式のソーワイヤーの製造方法および製造装置を提供せんとする。
【解決手段】砥粒Dを含有するメッキ液M1が溜められたメッキ槽16Aと、メッキ液M1内にワイヤーWを通過させるワイヤー送出手段2と、ワイヤーWとメッキ液M1に電流を供給する電流供給手段3と、メッキ液M1を通過させたワイヤーWの外表面に付着している砥粒Dの量を算出する砥粒量算出手段4と、算出された砥粒の量に基づき電流供給手段3によるメッキ液M1中のワイヤーWに流れる電流値を増減させてワイヤー外表面に付着する砥粒の量のばらつきを所定範囲内に収まるよう制御する電流値制御手段5とを備えさせた。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成されていることを特徴とする。
(もっと読む)
切断ブレード
【課題】製品の加工品位を十分に確保しつつ、生産性を向上でき、かつ、工具寿命の延長が期待できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2は、レジンボンドからなり、前記基材2の厚さ方向の外側には、該基材2より硬度が高い高硬度層6が形成され、前記高硬度層6の厚さ方向の外側には、該高硬度層6より静摩擦係数が小さい滑り層8が形成されていることを特徴とする。
(もっと読む)
電鋳ブレードの製造方法
【課題】石英やガラス、セラミックスのような硬脆材料を、チッピングなどが生じるのを抑制して高品位に切断することが可能な電鋳ブレードの製造方法を提供する。
【解決手段】ニッケルを主成分とする金属めっき相2に砥粒3が分散されて保持された円形薄板状のブレード本体1を、260℃〜300℃の温度範囲において0.5時間〜1.5時間保持して熱処理する。
(もっと読む)
ダイヤモンドソーワイヤの製造方法及びその製造装置
【課題】ダイヤモンドを確実にソーワイヤ素線に固着できるダイヤモンドソーワイヤの製造方法及び装置を提供する。
【解決手段】表面にめっき金属が覆われ、めっき金属にダイヤモンド粉が付着しているソーワイヤを製造する方法であって、磁石に吸着する材料を付着したダイヤモンド粉を用意する工程と、第1の金属めっきをした、磁化可能な材料からなるソーワイヤ素線を磁化する工程10と、前記ダイヤモンド粉を、磁化した前記ソーワイヤ素線に磁力で吸着させる工程20と、ダイヤモンド粉を吸着したソーワイヤ素線の第1の金属めっきを、めっき金属の融点より5℃低い温度から融点より5℃高い温度範囲内で加熱する工程30と、加熱後の第1の金属めっきにダイヤモンド粉をめり込ませる工程40と、ダイヤモンド粉がめり込んだソーワイヤ素線を冷却する工程50と、脱磁処理する工程60と、を具備したダイヤモンドソーワイヤを製造する方法。
(もっと読む)
砥石台金、取外し治具、研削盤及び砥石台金の取外し方法
【課題】取付け部から簡便に取外し可能な砥石台金、取付け部から簡便に砥石台金を取外し可能な取外し治具、取付け部から簡便に取外し可能な砥石台金を備える研削盤、及び取付け部から砥石台金を簡便に取外すための取外し方法を提供する。
【解決手段】研削盤100において、砥石台金38の座ぐり孔50aの内周面には、雌ネジ部50Fが形成されている。また、治具200において、挿通部212は、砥石台金38の挿通孔50bよりも長く、ボス軸部221の外周面には、座ぐり孔50aの雌ネジ部50Fに螺合される雄ねじ部221Mが形成されている。
(もっと読む)
超砥粒ホイールおよびそれを用いた研削加工法
【課題】超砥粒をビトリファイドボンドで結合した超砥粒層を有するビトリファイドボンド超砥粒ホイールにおいて、研削加工を継続しても、研削抵抗値が低い値で安定し切れ味の良好なビトリファイドボンド超砥粒ホイールおよびそれを用いた研削加工法を提供する。
【解決手段】超砥粒層には分散して配置された球状の小径気孔と、分散して配置された球状の中径気孔と、分散して配置された球状の大径気孔を含む。小径気孔はビトリファイドボンドが微少破砕して切れ味を維持することに作用し、中径気孔は超砥粒層の気孔率を上げることに作用し、大径気孔は切り屑の排出をスムーズにすることに作用する。小径気孔の平均気孔径は0.1〜2μm、中径気孔の平均気孔径は10〜50μm、大径気孔の平均気孔径は80〜200μmであることが好ましい。
(もっと読む)
切断ブレード
【課題】加工品位を十分に確保しつつ、生産性を向上できる切断ブレードを提供する。
【解決手段】円形薄板状をなす基材2と、前記基材2の外周縁部に形成された切れ刃3と、前記基材2内に分散された砥粒4と、を備える切断ブレード1であって、前記基材2の厚さ方向の外側には、該基材2より静摩擦係数が小さい滑り層6が形成されていることを特徴とする。
(もっと読む)
ワイヤーソーの製造方法および製造装置
【課題】生産性や生産コストの改善された固定砥粒式のワイヤーソーの製造方法および製造装置を提供すること。
【解決手段】砥粒を含有するメッキ液にワイヤーを通過させて、その外周に砥粒を電気メッキにより固着させてなる固定砥粒式のワイヤーソーの製造方法であって、メッキ液の外部に配され、電流供給手段により電流が供給される液外の回転ローラーと、前記メッキ液の内部に配される液内の回転ローラーとの間に、前記ワイヤーを複数回架け渡して前記メッキ液の内外を複数回往復させることを特徴とするワイヤーソーの製造方法。
(もっと読む)
研磨テープ、並びに該研磨テープを用いた研磨方法及び研磨装置
【課題】被研磨面へのダメージが少なく、鏡面に仕上げることができる研磨テープを提供する。
【解決手段】本発明に係る研磨テープは、基材テープ2と、基材テープ2の上に形成された研磨層3とを有する。基材テープ2は、液体透過構造を有している。研磨層3は、バインダ樹脂4と、バインダ樹脂4中に分散する平均直径0.02μm〜5μmの研磨粒子5とを有する。この研磨粒子5はシリカ粒子である。
(もっと読む)
切断用ブレード
【課題】ボンド部中に添加されるフィラーの異方性を緩和し、耐摩耗性並びに切断性能の向上が図れ、加えて金属バリの発生も抑えることができる切断用ブレードを提供する。
【解決手段】少なくとも1層以上からなり、ボンド部2中に分散配置されるフィラーとして、四面体の中心から各頂点に向かって針状部が四方に伸びた三次元結晶構造のフィラー4を有する。三次元結晶構造のフィラー4は、針状部の長さが0.1μm〜100μmの範囲とされている。三次元結晶構造のフィラーは酸化亜鉛の結晶構造体からなっている。
(もっと読む)
固定砥粒ワイヤの製造方法
【課題】メッキ液中にレベリング剤を添加することなく、砥粒のワイヤ本体への固着強度の向上及び砥粒による切削性能又は切断性能の向上を同時に図り得る固定砥粒ワイヤの製造方法を提供する。
【解決手段】砥粒群を含むメッキ液中において対向配置された電極部材が陽極となり且つワイヤ本体が陰極となるような正電解電圧を印可して砥粒群を含むメッキ層を前記ワイヤ本体に電着させる正電解処理工程と、前記正電解処理工程の後にメッキ液中で対向配置された電極部材が陰極となり且つワイヤ本体が陽極となるような逆電解電圧を印可して前記メッキ層中の少なくとも一部の砥粒の頂部が露出するように前記メッキ層を剥離させる逆電解処理工程とを含む。
(もっと読む)
1 - 20 / 315
[ Back to top ]