
Fターム[3C100AA38]の内容
Fターム[3C100AA38]に分類される特許
41 - 60 / 451
作業管理装置および作業管理プログラム
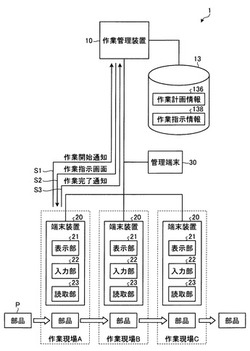
【課題】作業の進捗状況に応じて作業全体を効率よく実施させること。
【解決手段】工程毎に実施される作業を管理する作業管理装置10は、作業対象の物品に対して実施される工程に関する情報と、各工程において使用可能な設備に関する情報とに基づいて、工程の実施順序と各工程において使用すべき設備とを定めた作業計画情報を作成する作業計画作成部と、作業計画作成部によって作成された作業計画情報と、各工程の作業内容が定義された情報とに基づいて、物品毎に各工程で実施すべき作業内容と各工程において使用すべき設備とを指示する作業指示情報を生成する作業指示作成部とを備える。
(もっと読む)
作業指図管理方法および作業指図管理システム

【課題】複数の作業手順を含む作業指図の内容について、作業者ごとの改善点を作業指図に反映することができる作業指図管理方法を提供する。
【解決手段】セル作業端末20は、指図識別情報の作業手順に従い表示装置23に作業図を表示し、表示された作業図に対して改善情報が画面に直接手書き入力されると、入力された作業図の改善情報を、該作業図の頁情報と指図識別情報とに関連付けて管理サーバ30に送信し、管理サーバ30は、作業図の改善情報を受信すると、作業者識別情報で識別される作業者ごとに、作業図の頁情報および指図識別情報と対応付けて受信した改善情報を記憶部32に記憶し、セル作業端末20は、次に、同一の指図識別情報および作業者識別情報に基づいて作業手順に従い表示装置23に作業図を表示する際に、作業者ごとの作業図の改善情報を、表示装置23に表示する。
(もっと読む)
作業指示書作成システム
【課題】 生産計画の変更や取付部品の欠品、その他の理由により当初の作業手順通りの作業ができない場合に、作業指示書の再作成を容易に行なうことのできる作業指示書作成システムを提供する。
【解決手段】 外部記憶部11、入力部12、ディスプレイ部13及び演算部14を備えた作業指示書作成システムにおいて、入力部12からの入力により更新される外部記憶部11の生産計画の見直しや取付部品の在庫情報を受け付けて、演算部14により着手可能な作業を抽出すると同時に、作業負荷の山積みと後ろ倒しを行い、作業手順を更新し、更新された作業手順に基づき、組立図と作業説明を作成し、ディスプレイ部13に表示する。
(もっと読む)
組立前準備作業支援システム
【課題】複数の部材を組立てて組立て品を製作する組立工程において、組立に必要なネジを、組立作業前に予め整列させて準備する作業を支援する。
【解決手段】組立に必要なネジを組立作業前に予め準備する作業を支援する組立前準備作業支援システムであって、サーバを備え、サーバは、主部材情報、サブ部材情報及びサブ部材を主部材に組み付ける際に必要なネジに関する情報を登録する組付情報登録手段と、ネジ情報等が、サブ部材を主部材に組付ける組付け順に予め登録された組付工程データベースと、所定の列数を有するマトリックスパターンを出力するマトリックスパターン出力手段と、マトリックスパターンの各行の識別表示をする行識別表示手段とを含み、マトリックスパターン出力手段は、組付け順のネジの仕様毎の本数と等しいセル数を含む最小の行数である仕様毎行数を算出する仕様毎行数算出手段を有する。
(もっと読む)
作業支援装置、作業支援プログラムおよび作業支援方法
【課題】部品の実装作業が完了したかを正確に判定する。
【解決手段】画像取得部21は、部品3を実装する実装領域2aと、実装領域2aの周囲領域2bとをそれぞれ撮像した撮像画像をカメラ10から取得する。判定部22は、画像取得部21が取得した実装領域2aの撮像画像についての特徴量A2と、部品実装作業前における実装領域2aの画像についての特徴量A1との類似度SAが第1のしきい値より大きく、かつ、画像取得部21が取得した周囲領域2bの撮像画像についての特徴量B2と、部品実装作業前における周囲領域2bの画像についての特徴量B1との類似度SBが第2のしきい値より小さい場合に、実装領域2aに対する部品の実装作業が完了したと判定する。
(もっと読む)
生産管理システム
【課題】希少機種の受注を、受注データを受信した時点で判断し、早期の部品調達、不良を抑制する生産支援を行うことができる生産管理システムを得ること。
【解決手段】複数の機種の製品を受注する受注システム1と、複数の機種の製品の各々の仕様を決定する設計システム2とに接続され、受注システム1において受注された各製品の製造工程を、設計システム2から受信した仕様情報に基づいて管理する生産管理システム4であって、受注システム1において新規に受注された製品と同じ機種の製品が、新規の受注がなされた時刻から一定期間前までの間に、受注システム1において受注されていない場合に、予め定められた注意喚起動作を行うメール送信処理部7、進捗完了インプット処理部8及び工作機械制御処理部9を有する。
(もっと読む)
配線作業指示方法
【課題】 接続作業時間を短縮し、接続ミスを低減することができる配線作業指示方法を提供する。
【解決手段】 線材あるいは線材束にその線材の接続先の情報を特定するための線番号(バーコード)を取り付け、リーダを用いて線番号を読み取る(S51)と、制御部がその番号を判断し、データベースにアクセスして、データベースに保存されている、その線材の結線作業に必要な取り付け機器や接続手順などの設計情報を取り出し、作業位置近傍に設置された表示装置に情報を表示する(S52)配線作業指示方法とする。
(もっと読む)
作業指図管理システムおよび作業指図管理方法
【課題】複数の作業手順を含む作業指図の内容の改善点を容易に収集することができる作業指図管理システムを提供する。
【解決手段】セル作業端末20は、表示装置23に表示された作業手順を作業者が切り替えるための切替スイッチ24と、作業手順の画像の表示視点を変化させるための改善スイッチ25と、切替スイッチ24の操作を検知したのち改善スイッチ25の操作を検知すると、指図50の識別情報と、作業手順の識別情報である頁識別情報と、改善スイッチ25の操作開始時刻とを関連づけた改善要求情報を管理サーバ30に送信するとともに、改善スイッチ25の操作情報を前記管理サーバに送信する制御装置21とを有し、管理サーバ30は、改善要求情報および操作情報を受信すると、該操作情報に係る画像を前記作業端末に送信するとともに、操作開始時刻からの所定時間経過したときの前記操作情報に合わせた画像を記憶部32に格納する処理部31を有する。
(もっと読む)
製造プロセスの操業支援装置、方法及びプログラム
【課題】連続する製造物が連続的に流れる製造プロセスを離散モデリングし、その離散モデルを利用して製造プロセスの操業を支援できるようにする。
【解決手段】連続鋳造プロセスを製造物の流れ方向に複数のステージに分け、ステージ毎に製造物の属性の状態遷移モデルと設備の状態遷移モデルとを作成し、各ステージ内での影響関係を定義して離散モデリングする。可到達木作成部2は、その離散モデルを用いて、ステージ毎に初期状態を設定し、当該初期状態から到達可能な状態を示す各ステージの状態遷移図である可到達木を作成し、全体可到達木作成部3は、可到達木作成部2により作成した全ステージの可到達木を用いて、連続プロセス全体の可到達木を作成する。そして、リスクマトリクス作成部4は、全体可到達木作成部3により作成した連続鋳造プロセス全体の可到達木を用いて、発生確度と危険度との関係を表わすリスクマトリクスを作成する。
(もっと読む)
生産システム
【課題】作業者に異常が発生した生産装置を正確に認識させ異常に対処する処理作業に迅速に着手させることができる生産システムを提供すること。
【解決手段】統括制御装置4は、複数の制御装置3から複数の異なる異常を示す情報を取得したとき、予め記憶している異常の種類に基づいて、複数の異なる処理作業についての優先順位を決定し、さらに優先順位に応じて複数の処理作業の優先実行順位を決定する。そして、優先実行順位のうち最も優先実行順位が高い処理作業、および該処理作業が実行されるべき生産装置2を示す優先処理情報を複数の制御装置3の各表示装置5に表示するようにしている。よって、作業者は、異常が発生した生産装置2を全ての生産装置2において正確に認識することができ、異常に対処する処理作業に迅速に着手することができる。
(もっと読む)
生産管理システムおよび生産管理方法、制御プログラム、可読記憶媒体
【課題】マニュアル搬送/オフライン装置がある生産ラインで、作業管理および省人化に向けたナビゲーションを行って作業の効率化および作業ミスの防止を実現する。
【解決手段】オフライン装置を含む複数の処理装置のそれぞれに固有のIDが付された各管理パーソナルコンピュータ2と、各管理パーソナルコンピュータ2とそれぞれ情報交換を可能とするホスト装置3と、複数の生産ワーク(複数の生産ロット)に各々固有のIDおよび処理情報(フロー)を付したデータカード(RF−ID)をデータカード付与装置(図示せず)から作業者に付与し、そのデータカードから作業者毎の生産情報を読み取り可能とするカードリーダ4とを有している。
(もっと読む)
生産管理システムおよび生産管理方法
【課題】マニュアル搬送/オフライン装置がある生産ラインで、装置状態をオンライン管理し、装置管理や省人化に向けたナビゲーション機能を低投資で行うことにより、オフライン装置がある生産ラインであっても、生産管理システムによる疑似的なオンライン管理を実現する。
【解決手段】ロットの処理フロー進捗管理機能を有したホスト装置3と、オフライン装置6に付加されている装置稼働状況を点灯で知らせるシグナルタワー信号を読み取って、オフライン装置6の装置状態情報(異常(アラーム)や稼働・非稼働状態情報;装置が空いているかどうかの情報)をホスト装置3に送信する管理パーソナルコンピュータ2とを有しており、ホスト装置3は、オフライン装置6の装置状態情報(異常(アラーム)や稼働・非稼働状態情報;装置が空いているかどうかの情報)に基づいて、各管理パーソナルコンピュータ2にオフライン装置6のロットの作業指示を行う。
(もっと読む)
部品配膳・組み立てシステム
【課題】組立工場における部品の入荷作業、組立作業、および生産品種切替時の作業の誤り防止するとともに、配膳エリアの削減、作業効率向上を図る。
【解決手段】生産計画システムが作成した生産計画に基づいて製品の組立に使用する部品の組立前の入荷を指示する部品入荷指示システムと、前記部品入荷指示システムの入荷指示に応じて入荷された部品を移動可能な部品配膳台車の予め定められた部品配膳エリアへの配膳を指示し、予め与えられた製品組立指示情報を基に前記部品配膳台車の部品配膳エリアから所定の部品を取り出して部品組立作業を行うように指示する部品組立作業指示システムを備え、前記部品配膳台車には、一台の部品配膳台車で複数の品種の製品を組み立てることができ、且つ、使用する全ての部品配膳台車に収納する部品の全てが所定の作業時間内に製品の組み立てに使用されるように部品を振分けて収納する。
(もっと読む)
生産ライン作業指示システム
【課題】本発明は、車両が各工程を通過した後でも、作業者に部品取り付け内容を容易に確認でき、作業効率を向上させることができ、また当該生産ライン作業指示システムにおいて異常が発生した場合において、早期かつ作業効率良く、当該異常に対処することができる生産ライン作業指示システムを提供する。
【解決手段】本発明に係る生産ライン作業指示システムは、複数の作業指示プリンタ60と、印字データを作成し、当該印字データを送信するライン管理PC18bと、携帯端末20とを、備えている。作業指示プリンタ60に異常が発生したとき、当該異常が発生した作業指示プリンタ60は、ライン管理PC18bに当該異常の旨を通知する。当該異常の旨の通知を受けたライン管理PC18bは、携帯端末20に当該異常の旨を無線にて通知する。携帯端末20は、当該異常の旨を表示すると共に再発行指示機能を提供する。
(もっと読む)
熱処理工程の効率化システム
【課題】熱処理をする部品の、仕分け作業やバッチ組み作業を効率的に行う。
【解決手段】部品Wと共に受け付けた帳票S/Oに記載されている、部品の性状特性を示すバーコードをバーコードリーダ11により読み取る。演算処理部12は、仕分け条件データベース部15に記憶されている、仕分け条件データベースを参照することにより、表示部14に、部品Wの性状特性(部品種別温度、材質、形状、板厚)と、この性状特性に対応する熱処理条件(熱処理温度、最小熱処理時間、最大熱処理時間)と、仕分けラックを表示する。この表示を見ることにより、熱処理をする部品を、熱処理条件に応じて、容易かつ正確に、仕分けすることができる。
(もっと読む)
連鎖アラームシステム
【課題】製品の製造工程に問題が生じたときにその原因別に経営者に警告を与える。
【解決手段】第一実際値取得部は仕掛品残高、部品発注残高及び部品在庫残高の実績値を取得する。他方、第一計画情報保持部は生産計画に係るデータを保持し、第一適正残高算出部は、そのデータをもとに仕掛品残高、部品発注残高及び部品在庫残高の計画値を算出する。第一警報発信部は、これらの数値の実績値を計画値と比較して乖離を発見したときには、条件に従い、部品納入に遅延がある旨の警報である部品キャパオーバー警報や、部品在庫残高が計画を上回った旨の警報である組立ライン停止警報や、仕掛品残高が計画を上回った旨のその他ライン障害警報を発信する。
(もっと読む)
構成品管理システム
【課題】設置先で部品が取り換えられた場合でも各部品の使用状況を把握し、通信が使用できない環境下で使用される製品に関しても部品の管理を行うことを目的とする。
【解決手段】製品10を構成する複数の部品の各々に設けられ、部品の識別情報が記録されたICタグ1a,1b,1cと、製品10に設けられ、部品の各々に設けられたICタグ1a,1b,1cと双方向通信を可能とする製品搭載管理装置2とを備え、製品搭載管理装置2は、製品10の稼働時間を計時する計時部と、製品10においていずれかの部品が取り換えられた場合に、取り換えられた部品を除く他の部品に設けられたICタグ1a,1b,1cのそれぞれに対して、計時部によって計時された稼働時間と製品10の識別情報とを関連付けて書き込み、計時部の稼働時間をリセットした後に計時を再開させる処理部とを具備する構成品管理システムを提供する。
(もっと読む)
生産管理装置
【課題】生産ラインにおいて、加修を要するワークが発生した場合でも、完成品の出荷時間を精度よく予測することができる生産管理装置を提供すること。
【解決手段】生産管理装置4は、生産ライン2上の処理工程と車両の情報を記憶するライン情報記憶部32と、ライン情報記憶部32に記憶されている情報に基づいて、加修対象車両の生産ライン2からの搬出予定時間を算出するライン搬出予定時間算出部43と、加修エリア3に滞留している加修対象車両の滞留時間の統計値を算出する滞留時間算出部45と、滞留時間算出部45により算出された滞留時間の統計値に基づいて、ライン搬出予定時間算出部43により算出された搬出予定時間を修正して、加修対象車両の予測出荷時間を算出する予測出荷時間算出部46と、を備える。
(もっと読む)
機械視覚を用いた、手動の組立て作業をエラープルーフ化するためのシステム
【課題】組立て工程中、適切な部品が、提示デバイスから選択されているかどうかを判定するエラー検出視覚システムを提供すること。
【解決手段】1つの実施形態では、提示デバイスは、複数の収納箱を含むラックであり、この場合収納箱は、複数の異なる部品を保持する。視覚システムは、光線を提示デバイスに向かって投射する1つまたは複数の投射デバイスと、作業者が提示デバイスから部品を選択するときに作業者から戻る反射を受け取るカメラなどの検出器とを含む。エラー検出視覚システムは、ビデオカメラの立体対、立体照明の三角測量を用いる視覚、および赤外線飛行時間型距離測定などのさまざま検出工程を使用することができる。
(もっと読む)
工程管理方法、および情報処理装置
【課題】マイルストーンの遅延リスクを把握することが可能な工程管理方法、および情報処理装置を提供する。
【解決手段】互いに依存関係にある複数の作業工程によって定義されるプロジェクトの工程を管理する工程管理方法であって、作業工程の工期と作業工程の進捗情報との入力を受け付ける入力受付ステップと、受け付けられた工期と進捗情報とに基づいて、工期の遅れを吸収するためのマイルストーンバッファの消費期間および工期の進捗率を算出し、算出した消費期間のマイルストーンバッファに対する消費率と進捗率とを出力する算出ステップと、を含む。
(もっと読む)
41 - 60 / 451
[ Back to top ]