
Fターム[3C100BB05]の内容
Fターム[3C100BB05]に分類される特許
41 - 60 / 437
部材割付システム
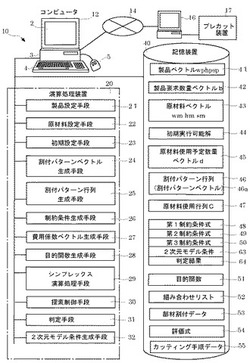
【課題】k種類の長方形の原材料から、長方形のm個の製品を切り出し、その歩留を最大にする。既存の線材を対象にした探索法を面材に適用する。
【解決手段】予め求めた初期実行可能解の目的関数の値を最大値とし、原材料の使用枚数について緩和された制約条件式0≦xi≦1を設定してシンプレックス演算処理をする。その結果得られた目的関数の値を最小値として、その範囲の目的関数の値をとる原材料の使用枚数の組合せを列挙する。その後、原材料の使用枚数の組合せを固定した制約条件でシンプレックス演算処理を実行し、得られた複数の非整数解を所定の評価式で評価する。初期実行可能解を面材固有のFF法により求め、探索の結果をFF法に当てはめて、板取りと切断順を出力する。
(もっと読む)
組立優先度付けシステム

【課題】複数のオーダの納期が同じ場合にも、サブユニットラインでのサブユニットの組立優先を指示する組立優先度付けシステムを得る。
【解決手段】コンピュータ3の仕掛数計算プログラム35により、サブユニットの組立実績とメインラインの組立着手情報とに基づいて、サブユニットライン及びメインライン間の仕掛数を計算し、コンピュータ5のオーダ別品揃え率計算プログラム508で、仕掛数に基づいて、各オーダの品揃え率を計算し、次いで、サブユニットライン組立優先度付けプログラム510により、品揃え率の高いオーダの未組立のサブユニットを優先的に組み立てるように優先度を付け、品揃え率が同じであれば、オーダごとの売上金額により優先度を付け、このオーダごとの売上金額も同じであれば、オーダごとの仕掛占有面積により優先度を付けるようにした。
(もっと読む)
板金工程作業支援システム
【課題】 仕分け工程等の板金工程上にある加工済み板材における多数の部品板材の中から、作業者が作業すべき部品板材を認識したり、どのような部品板材がどのように配置されているかを現物として認識することが容易に行える板金工程作業支援システムを提供する。
【解決手段】 板材加工機3により、複数の部品板材wを、例えば繋がり状態に切り抜き加工した加工済み板材W0を取り扱う板金工程において、作業者による仕分け作業の支援を行うシステムである。板金工程の定められた位置にある加工済み板材W0上に投影を行う投影機6を設ける。加工済み板材W0についての情報を、マークMの読み取り等で入手するカメラ等による板材情報入手手段7を設ける。この入手した情報をベータベース9と照合して、加工済み板材W0の各部品板材wを区別する情報となる投影画像Gを生成し、投影機6により部品板材w上に投影させる投影画像付与手段8を設ける。
(もっと読む)
作業進捗管理システム
【課題】並行して加工する他の工程の状況を加味して、各工程で加工される部品の優先度を付けるようにした作業進捗管理システムを得る。
【解決手段】作業単位・作業経路分析部11により、製品を構成する部品について、作業単位ごとに、工程を含む作業経路を分析し、日程計画作成部12により、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を計画し、次いで、進捗管理部14により、各部品の着手日及び完了日に基づいて、作業単位ごと及び作業経路ごとの進捗状況を把握して、進捗管理板として表示する一方、作業優先度見直し部13により、作業単位ごと及び作業経路ごとの進捗状況から、同じ作業単位の他の作業経路と同期するように作業経路内の工程の部品の優先度を変更し、この変更された優先度に基づいて、作業経路ごと及びこの作業経路内の工程ごとに部品の着手日及び完了日を再計画する。
(もっと読む)
工程進捗管理装置、工程進捗管理方法および工程進捗管理プログラム
【課題】進捗遅れの要因となる部品や工程の把握を容易に実施することができる工程進捗管理装置を得ること。
【解決手段】製品の工程進捗に関する情報を管理する工程進捗管理装置であって、製造手配情報8と工程進捗情報9を保持し、部品識別情報と当該部品の階層と対応付けた情報である階層型製品構成情報7を生成する階層型構成生成部1と、指定された部品を検索対象部品とし、工程進捗情報9および階層型製品構成情報7に基づいて、検索対象部品以下の階層の部品に対応する部品のうち未完了部品に対応する部品識別情報および階層を抽出し、抽出した部品識別情報に対応する情報を製造手配情報8および工程進捗情報9から工程管理情報として抽出する情報抽出部2と、情報抽出部2による抽出結果に基づいて未完了部品の部品識別情報ごとに階層と工程管理情報とを含む部品進捗リスト12を生成するリスト生成部3と、を備える。
(もっと読む)
部品配膳支援装置及び方法
【課題】配膳工程において部品を組立作業に適した姿勢に配置する作業を支援することのできる技術を提供する。
【解決手段】部品を組立作業に適する姿勢に配置する作業を支援において、部品形状データ取得部が、部品の形状を記述した部品形状データを取得し、組立作業者位置取得部が、組立作業を行う組立作業領域に対する組立作業者の位置についての組立作業者位置データを取得し、部品姿勢データ取得部が、組立作業領域における部品の向きを記述した部品姿勢データを取得し、配膳部品形状算出部が、部品形状データ、組立作業者位置データ及び部品姿勢データに基づいて、配膳領域における部品の形状及び向きを記述した配膳部品形状データを算出し、出力部が、算出した配膳部品形状データを配膳作業指示情報として出力する。
(もっと読む)
物品納入計画調整支援装置および物品納入計画調整支援プログラム
【課題】“着荷日基準”と“出荷日基準”の2種類のタイミングを基準として調整可能な納入計画を容易に判別できるようにする物品納入計画調整支援装置を提供する。
【解決手段】納入計画141と輸送リードタイムの情報を保持する記憶部140と、納入計画141における出荷日を算出し、更新納入計画142として記憶する輸送リードタイム変換部131を有する演算部130と、更新納入計画142の情報を着荷日基準と出荷日基準の2種類のタイミングを基準として画面出力する出力部124、および調整を希望する納入計画の情報を受け付け、調整希望計画143として記憶する計画調整情報受付部122を有する制御部120とを有し、演算部130はさらに、調整が可能な期間に含まれる納入計画を調整可能期間144として記憶する計画調整可能期間算出部132を有し、出力部124は調整可能期間144に係る範囲を識別可能なように表示する。
(もっと読む)
基板生産管理システム
【課題】データ作成、データ管理が簡単な基板生産管理システムを提供することを課題とする。
【解決手段】基板生産管理システム1は、電子部品実装機3と管理装置2とを備える。管理装置2は、ファミリー基板群に属する全ての基板に共用される座標データと、ファミリー基板群に属する全ての基板に個別に用いられるBOMを有するBOMデータ22と、ファミリー基板群に属する全ての基板に共用される基板種対応データ24と、を有する。管理装置2は、基板種が入力されることにより、基板種対応データ24を基にBOMデータ22からBOMを選択するBOM選択ステップと、BOMと座標データ21とから装着座標を認識する装着座標認識ステップと、電子部品実装機3に装着対象となる電子部品を通知する通知ステップと、を実行する。
(もっと読む)
生産管理装置および生産管理プログラム
【課題】利用者がサプライヤで実施される工程を含めた全体の工程の状況を把握することを可能にすること。
【解決手段】生産管理装置10は、通信部11と、納品される部品に対して実施される工程と、それぞれの工程の所要時間とを対応づけて記憶する記憶部13と、発注された部品の発注日と記憶部13に記憶されている所要時間とに基づいて、発注された部品に対して工程のそれぞれの実施が完了する予定日を算出するとともに、通信部11による通信を介して部品に対して工程のそれぞれを実施するサプライヤから工程の実施状況に関する情報を取得する制御部12とを備える。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】信号受信手段81がロット番号を含む加工検査終了信号X2を受信すると、ポジション決定手段82がそのロットを格納すべきポジションを決定する。ポジション予約手段83はそのポジションを「予約中」とする。棚表示手段51および棚表示手段61は、共用棚40と、各ポジションと、ロット番号とを関連付けて表示する。信号受信手段81がロット番号を含む加工検査開始信号X1を受信すると、ポジション解放手段84がポジションを「空き」とする。
(もっと読む)
分析支援装置、分析支援方法および分析支援プログラム
【課題】好適なシミュレーションの期間を設定して生産設備の生産能力を評価すること。
【解決手段】本発明に係る分析支援方法は、フロー図に含まれる各ノードのコストおよび時間を視覚化して表示させるステップと、視覚化されたコストの値を変更する操作が行われた場合に、当該操作と連動して、視覚化される時間を変更後のコストに応じて変化させるステップと、視覚化された時間の値を変更する操作が行われた場合に、当該操作と連動して、視覚化されるコストを変更後の時間に応じて変化させるステップとを含む。
(もっと読む)
ロボットシステム
【課題】一連の作業を複数の作業ロボットに作業分割して実行するロボットシステムで、一部の作業ロボットの一部の作業区分に遅延が発生しても、他の作業ロボットに待ち時間が発生することなく生産性を向上させる。
【解決手段】アームロボット6a〜6dに設けられたロボットコントローラ4a〜4dには、n個の作業区分を割り振る。アームロボット6eに設けられたロボットコントローラ4eには、n個よりも少ないm個の作業区分を割り振る。いずれかのアームロボット6での作業区分の作業で遅延が生じたときは、遅延が生じたアームロボットよりも下流のアームロボットに設けられたロボットコントローラに、未実施となっている作業区分を割り振りし直す再割り振り処理を実行する。再割り振り処理を実行する際には、各ロボットコントローラに割り振られる作業区分の数の上限はn個である。
(もっと読む)
半導体の製造ラインにおける棚管理システムおよび棚管理プログラム
【課題】半導体の製造ラインにおいて、ロットの搬入および搬出の作業を作業者が行うことを前提とした管理を効率的に行える棚管理システムおよび棚管理プログラムを提供する。
【解決手段】ポジション決定手段82がそのロットを格納すべきポジションを決定すると、ポジション予約手段83はそのポジションを「予約中」とする。入庫入力手段62が入庫完了操作を受け付けると、ポジション予約手段83はそのポジション状態を「使用中」とする。
(もっと読む)
監視操作システム、トラッキング支援装置およびトラッキング支援方法
【課題】トラブルの原因を早期に確認し、原因を特定して対策をとることを支援する監視操作システムを提供する。
【解決手段】監視操作システムは、製造プロセスの稼動情報をオンラインで取得するオンラインサーバと、稼動情報に基づいて製品のトラッキング情報を出力するオンライン端末と、オンライン端末に同期してオンライン端末にて出力されるトラッキング情報を生成して保存し、保存したトラッキング情報を再生するトラッキング支援装置と、からなる。トラッキング支援装置は、所定の周期でオンラインサーバから稼動情報を取得してトラッキング情報を生成するトラッキング情報生成部と、生成されたトラッキング情報を記憶するデータ記憶部と、データ記憶部にトラッキング情報を記録し、データ記憶部からトラッキング情報を取得する保存情報処理部と、トラッキング情報を再生するトラッキング情報再生部と、トラッキング情報を出力する出力部と、を備える。
(もっと読む)
生産計画作成システム
【課題】生産効率を維持しつつ、同一生産設備で複数種類の製品を生産するための生産計画作成を支援することのできる、生産計画作成システムを得る。
【解決手段】同一の生産設備において複数種類の製品の受注生産と見込み生産とを行うための生産計画作成システムであって、複数種類の製品の受注情報、複数種類の製品の見込み生産情報、及び製品同士の類似度を記憶する記憶部30と、受注生産と見込み生産の生産計画を作成する生産計画立案部22とを備え、生産計画立案部22は、受注情報の納期に基づいて、生産設備における受注生産品の生産日程を配置するとともに、受注生産品の生産日程を配置した後の空き日程に対し、受注生産品と類似度のより高い見込み生産品が連続するように、見込み生産情報に基づいて見込み生産品の生産日程を配置する。
(もっと読む)
板金工程作業支援システム
【課題】板金工程において、作業者が探している対象板材の位置、あるいは部品名などの希望の情報を即座に認識することを可能とした板金工程作業支援システムを提供する。
【解決手段】素材板材Wから切り抜き加工された部品板材wを取り扱う板金工程に用いられる。複数の部品板材wを識別する識別情報と表示装置8の画面Gに表示するための表示用情報Fと対応させて記憶したデータベース7を設ける。端末機3には、部品板材wを撮像する撮像手段4と、この撮像手段4により撮像された画像に基づき前記部品板材wの識別情報を得る識別情報入手手段14を設ける。この識別情報入手手段14で得た識別情報をデータベース7と照合して表示用情報Fを求め、表示装置8の画面Gに、部品板材wの撮像画像またはネスティング配置図等の画像である板材画像Gwを表示すると共に、この板材画像Gwに合わせて表示用情報の表示を行う合わせ表示手段12を設ける。
(もっと読む)
部品名の分解システム、および部品名を分解する方法
【課題】入力された部品名を、各種仕様に対応する複数の文字列へと分解することが可能な部品名の分解システムおよび部品名を分解する方法を提供する。
【解決手段】部品名の分解システムは、部品名および分解命令を入力するためのキーボードと、仕様区分ごとに複数の文字列を格納する仕様区分テーブル21,22,23・・・を所定の順序と対応付けて記憶するデータベース17と、CPUは、前記所定の順序に基づき選択された仕様区分テーブル21,22,23・・・から、文字列の長い順に文字列を抽出し、抽出された文字列が部品名の先頭部分を形成する文字列と一致するかどうかを判定し、一致する場合には一致した文字列を仕様区分と対応付けられた分解文字列として決定し、一致した文字列を部品名から削除して部品名を更新する。分解システムは、分解文字列を出力するためのディスプレイをさらに備える。
(もっと読む)
管理装置および管理方法
【課題】無駄な要求を削減すること。
【解決手段】管理装置10は、算出部13aと、特定部13bとを有する。算出部13aは、製品と製品を構成する複数の部品と製品に含まれる各部品の個数とを対応付けて記憶する第一の記憶部、および複数の部品各々の部品重量を記憶する第二の記憶部を参照して算出した製品の重量を取得するとともに、製品に占める化学物質の含有量を規定した規制データに含まれる規制割合と製品の重量との第一の乗算値を算出する。また、算出部13aは、第一の記憶部および第二の記憶部を参照し、複数の部品各々について、部品重量と個数との第二の乗算値を算出する。特定部13bは、複数の部品のうち、第一の乗算値よりも第二の乗算値が大きい部品を特定するとともに、複数の部品各々を供給する供給元を記憶する第三の記憶部を参照し、特定した部品に対応する供給元を要求先として特定する。
(もっと読む)
製造管理装置、製造管理処理方法、プログラム
【課題】過剰なコストの発生を抑制し、自社内の製造設備の稼働率の低下を防ぐことができる製造管理装置を提供する。
【解決手段】製造対象品の構成部品それぞれを製造する製造設備ごとの所定期間内での稼働時間を算出する。また、稼働時間の算出対象となった製造設備のうち、所定期間における最大稼働可能時間を超える稼働時間を算出した振分元の製造設備の製造する構成部品を、最大稼働可能時間を超えない稼働時間と算出された振分先の製造設備の製造する構成部品として振り分ける。そして、振り分け後に算出された稼働時間が、未だ最大稼働可能時間を超える製造設備の製造する構成部品を、外部製造業者に発注する構成部品と決定する。
(もっと読む)
計画修正支援装置、方法及びプログラム
【課題】生産計画、搬送計画、配置計画等の各種計画に修正を加えるに際して、どのような修正候補があるのかがわかりやすく、その中でもどの修正候補が良い修正候補であるのかがわかるようにする。
【解決手段】山が配置されるヤードの配置計画に修正を加えることができるように支援する配置計画修正支援装置1は、修正対象の配置計画をディスプレイ17に表示するとともに、各山のヤードにおける位置及び時間推移を一つのジョブとして表示する計画表示部5と、ユーザにジョブを指定させる修正ジョブ指定部6と、修正ジョブ指定部6で指定されたジョブについて、予め定められた制約条件を満たす移動先候補を抽出して表示する候補抽出部7と、候補抽出部7で抽出した各移動先候補について、予め定められた評価基準に基づいて評価点を算出して表示する評価部8とを備える。
(もっと読む)
41 - 60 / 437
[ Back to top ]