
Fターム[3C100BB05]の内容
Fターム[3C100BB05]に分類される特許
161 - 180 / 437
材料取り合わせシステム
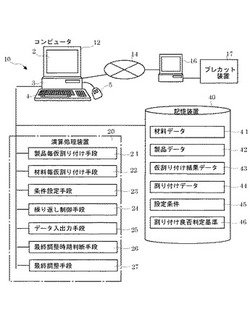
【課題】変形したベストフィット法を採用し、さらに、最後のほうにしわ寄せがくるのを改善して、材料取り合わせの最適化を図る。
【解決手段】材料を順に選択して、割り付け可能な製品を組み合わせて最適な割り付けを見つけ仮割り付けとする。この処理に変形したベストフィット法を採用する。材料を替えて同じ処理を繰り返す。このとき、材料に対して、常に最長の製品を最初に必ず割り付けるようにするといった条件設定をする。複数の仮割り付け結果を比較して、歩留まりの良いものを製品の割り付けデータに採用する。これを繰り返しながら、あと2回で終了するタイミングを検出する。あと2回分は、複数の割り付けパターン候補を取得して比較し、最適な割り付けパターンを採用する。
(もっと読む)
スケジューリング装置およびスケジューリング方法

【課題】鉄鋼業における日々の操業スケジューリング問題の解を容易に得ることができるスケジューリング装置およびスケジューリング方法を提供する。
【解決手段】被加工対象物の情報を読み出すデータ入力部31と、データ入力部31からの情報に基づいて、複数のノードおよび該ノードの間を結合するリンクからなる重み付き有向ネットワークを生成するネットワーク生成部32と、重み付き有向ネットワークに対応した所定のコミュニティ抽出アルゴリズムを用いて、ネットワーク生成部32で生成したネットワークからリンク結合が密である所定のコミュニティを抽出するコミュニティ抽出部33と、コミュニティ抽出部33の抽出に基づいてコミュニティ間ルートの探索と、コミュニティ内ルートの探索とを行い、操業スケジューリングの解を生成する解生成部34とを備えるようにする。
(もっと読む)
生産管理システム
【課題】半導体製造装置における所定のロットの処理に要する処理時間を高精度に予測することができる生産管理システムを提供する。
【解決手段】前記半導体製造装置が所定のロットの処理を完了すると、所定のデータタグに、当該ロットの処理に要した実測処理時間を関連付けて、データ格納部4に記憶させるデータ収集部3と、予定ロットの処理時間を推定する際に、所定の予定データタグに一致する、前記データ格納部4のデータタグに関連付けられた実測処理時間を用いることによって、当該予定ロットの処理時間を推定する処理時間推定部8とを備えることを特徴とする生産管理システムを提供する。
(もっと読む)
閉ループ位置検出システム
【課題】供給領域からの対象物の到着・発送を識別するための閉ループ位置検出システムを提供すること。
【解決手段】複数位置での対象物の存在/不在を同時に監視するための位置毎に検出可能な、監視される対象物に関係付けられた要素と、対象物の検出可能要素を検出して監視中の全ての位置に対象物が存在しているか否かを決定するよう構成された検出デバイスとを備えた閉ループ位置検出システムである。検出デバイスによって対象物が存在していないことが決定された位置に対象物を供給させるための手段が提供される。この閉ループ位置検出システムにはRFID技術が使用される。監視すべき位置にアンテナが設けられ、各タグの存在/不在が検出され、その位置に対象物が存在しているか否かが決定される。あるいは複数の位置を監視するアンテナを設け、位置タグと各位置を関連付け、位置タグを非活動化させる手段を個々の対象物に設けることもできる。
(もっと読む)
作業指示図生成装置および作業指示図生成方法
【課題】多様な製品への適用が可能で、かつ、作業順番の生成および変更が容易な作業指示図生成装置を提供する。
【解決手段】作業指示図生成装置は、製品を構成する部品の形状データなどを含む三次元モデル情報222、ユニット情報221などのデータに基づき、子部品化処理(S12)およびブロック化処理(S13)を実行し、ブロック情報224を作成する。次に、サーバ処理装置は、そのブロック情報224に基づき、各ブロックを組み立てる作業順番を定める作業順番生成処理(S15)を実行し、各作業で組み立てられる製品の外観図を作成する視点位置を定めるカメラ位置情報付加処理(S16)を実行する。さらに、作業順番およびカメラ位置を編集する処理(S17,S18)、アニメでの作業順番、カメラ位置確認処理(S19)により、作業順番およびカメラ位置がOKの入力操作を受付けたときには、作業指示図出力処理(S22)を実行する。
(もっと読む)
部品構成比較装置、部品構成比較方法、部品構成比較プログラムおよび記録媒体
【課題】 複数の製品間で同一の機能を有する部品を適切に比較することができる部品構成比較装置、部品構成比較方法、部品構成比較プログラムおよび記録媒体を提供する。
【解決手段】 部品構成比較装置1は、構成情報管理手段11と、部品情報管理手段12と、比較対象情報入力手段13と、構成部品情報取得手段14と、標準部品名管理手段15と、同一機能部品判定手段16と、比較手段17と、出力手段18とを含んで構成される。同一機能部品判定手段16は、各製品を構成する部品が互いに同一の機能を有するか否かを判定する。比較手段17は、同一機能部品判定手段16の判定結果に基づいて、同一の機能を有する部品を関連付けた比較リスト情報27を作成する。比較リスト情報27によって、複数の製品間で同一の機能を有する部品を適切に比較することができるので、部品の設計変更などの検討を容易に行うことができる。
(もっと読む)
調合工程管理方法、及び表示入力装置
【課題】調合材料の調合ミスが発生する確率を低減することができる調合工程管理方法、及び表示入力装置を提供する。
【解決手段】本発明の調合工程管理方法は、記録装置を備える表示入力装置を用いた調合工程管理方法であり、調合材料を示す調合材料画像の登録を受け付けて記録装置に記録する画像登録ステップを含んでいる。また、材料情報と調合材料画像を関連付けた関連情報の登録を受け付けて記録装置へ記録する関連情報登録ステップを含んでいる。また、画像を表示する表示部、及び記録媒体より材料情報を読み取る読み取り部を前記表示入力装置が備えている。また、読み取り部により材料情報が読み取られた場合に、読み取られた材料情報に関連付けられている調合材料画像を関連情報に基づいて判別する判別ステップを含んでいる。また、判別された調合材料画像を表示する表示ステップを含んでいる。
(もっと読む)
在庫基準設定装置
【課題】部品在庫の制約条件が変更になっても、それに対応した製品の在庫基準を設定することができる在庫基準設定装置を得る。
【解決手段】マスタDB112から評価指標パラメータを読み出し、部品ごとに当該部品の在庫を評価する部品在庫評価指標を、部品在庫評価指標計算部102によって計算し、次いで、対象製品機種決定部103により部品構成DB111を参照して、当該部品を使用している製品群を得て、それぞれの製品について、製品在庫基準値計算部104により、部品在庫評価指標に基づいて補充リードタイムを変更することにより製品在庫基準値を計算し、製品在庫基準値出力部105から出力するようにした。
(もっと読む)
作業標準作成システム、作業標準作成方法、及び、作業標準作成プログラム
【課題】作業標準作成システム、作業標準作成方法及び作業標準作成プログラムにおいて、作業環境に即した作業標準を短時間で作成する。
【解決手段】作業標準(5)を作成する作業標準作成システム1において、作業対象を構成する各部品に対応する作業情報を上記部品に紐付けて記憶する作業情報記憶部(22)と、この作業情報記憶部(22)に記憶された上記作業情報を基に作業標準(5)を作成する作業標準作成部(15)と、を備える。
(もっと読む)
製造手順情報管理方法、及び、製造手順情報管理プログラム
【課題】製造手順管理方法及び製造手順管理プログラムにおいて、重複した情報の増加を防止すると共に製造手順情報の管理を効率的に行う。
【解決手段】系列製品群の製造手順(PP(x,y,z))を、仕様属性種(x,y,z)を有し仕様属性値に応じて加工手順が決定される仕様別加工手順群(Proc1(y))、又は、仕様属性値によらず予め決定されている加工手順(部品a,b)、の順列と、仕様別加工手順又は加工手順で使用される、仕様属性種を有し仕様属性値に応じて部品が決定される仕様別部品群(Part1(x))、又は、仕様属性値によらず予め決定されている部品(部品a,b)と、仕様別加工手順又は加工手順の詳細を表した、仕様属性種を有し仕様属性値に応じて説明情報が決定される仕様別説明情報群(Exp1(x),Fig1(x))、又は、仕様属性値によらず予め決定されている説明情報(説明文1,説明図1,2)と、を含むように管理する。
(もっと読む)
部品管理装置
【課題】各カセットの残数に関する情報を生産ラインから得ることができなくとも、生産ラインに対して部品の適切な供給量を作業者に指示することができる部品管理装置を提供する。
【解決手段】部品管理装置110は、(a)各種プリント基板の生産計画の中から引当処理の対象として選択された生産計画を第1の生産計画として、第1の生産計画の前に実行される生産計画を第2の生産計画とした場合において、(b)部品の品番ごとに、第2の生産計画の実行時における残数が閾値よりも多い場合には、残数から閾値を引いた数に余剰数を設定する余剰数設定部114dと、(c)部品の品番ごとに、第1の生産計画の実行時における必要数よりも余剰数が少ない場合には、在庫情報データベース124を参照しながら、必要数から余剰数を引いた数の部品が倉庫にあるか否かを確認する在庫確認部114gとを備える。
(もっと読む)
生産ラインシミュレーション装置および方法
【課題】様々な業種の生産ラインを対象にシミュレーションを実行する。
【解決手段】生産管理データ保持部42は、工程に投入する素材に関する投入素材データと工程から排出される素材に関する排出素材データとが記録された生産管理データを保持する。パラメータ保持部46は、各工程で使用される機械または各工程における作業の生産能力に関する情報を含む装備データを保持する。レイアウトシート保持部44は、各工程に対応するアイコンをシート上に配置することで工程間の位置関係が定義されたレイアウトシートを保持する。レイヤ保持部45は、複数の搬送設備について各工程間での素材の搬送ルートが定義されたレイヤを保持する。演算部54は、レイアウトシートとレイヤによって定義された生産ラインにおいて、生産管理データおよび装備データを参照して各工程における素材の処理時間および工程間の搬送時間を計算することで、製品の生産時間を演算する。
(もっと読む)
光起電性製品の生産量を増進する方法
光起電性製品を製造する方法および装置は、生産ラインにおける各製品の適切性に関する評価と、その工程におけるその製品に対する評価、または、その工程において先行する複数の製品の評価結果の統計的分析内容に対する比較、または、従前の複数の工程における従前の複数の製品の累積的な評価結果の統計的分析内容に対する、それらの工程における先行評価結果の比較、に基づく等級の割当てとを含む。各製品は前記等級に基づき、群として処理されるべく各群へと関連付けられ得ると共に、下流の機器は、前記群の等級に基づいて調節され、その群を所定の許容範囲内に収め得る。 (もっと読む)
生産計画作成方法及び生産計画作成プログラム、並びに生産計画作成装置
【課題】 設備負荷の変動や需要の変動が発生した場合であっても、設備能力の範囲内で、最適な製品製造構成を決定する。
【解決手段】 計算機の演算部で以下の処理を行う。期、製造ルート、発生コスト、原料・売値、生産量、設備に関する基本情報を読み込む(S1)。通過工程ルートに設定された通過工程毎に、各月での設備負荷配分比率の計算を行う(S2)。また、通過工程ルート毎に、負荷コスト(月別の設備負荷原単位、限界利益率)の変換を行う(S3)。そして、線形計画法による最適製品製造構成の計算を行い(S4)、計算結果を出力する(S5)。
(もっと読む)
管理工程マトリックステーブルを用いたコア管理工程全展開型統合生産管理の方法とシステム
【課題】操業計画の一元的立案による顧客要求納期への対応力向上と棚卸資産の最小化を行うことが可能な技術を提供する。
【解決手段】管理工程マトリックステーブル中の管理工程の情報がコア管理工程の設定基準に該当するかどうかを判定してコア管理工程を設定するステップ1と、生産必要量を算出するステップ2と、コア管理工程での負荷山積展開シミュレーションを行なうステップ4と、資材所要量を算出するステップ5と、ステップ5まで実施した結果が生産計画の内容とその工程の設備能力や制約条件に合わない場合に是正措置を実施してステップ2からステップ5を繰り返すステップ6を有し、更に、設定したコア管理工程を基点として、コア管理工程の上流及び下流に位置する管理工程の情報を管理工程マトリックステーブルから読み出し、コア管理工程に対して実施したステップ1からステップ6までをコア管理工程を含む全工程に対して実施するものである。
(もっと読む)
生産計画作成装置および該方法
【課題】本発明は、多品種でも、また品種追加でも、また人手による保守でも、段取り替えを考慮した生産計画を簡単な処理で実行し得る生産計画作成装置及び該方法を提供する。
【解決手段】本発明では、複数の作業についての生産計画を作成する生産計画作成装置Sにおいて、複数の製品は、組成が異なることで品種が異なる製品を少なくとも含み、複数の作業は、これらの処理順序が予め与えられ、複数の作業における一の作業とこれに続く他の作業との間に、一の作業の終了後の生産設備に残る残留物の組成と他の作業での製品の組成とに基づいて、他の作業での製品の主成分で残留物を希釈する段取り替え処理が必要であるか否かを判断する段取り替え条件判断部4と、段取り替え処理が必要である場合に一の作業と他の作業との間に段取り替え処理工程を入れることによって前記生産計画を作成するスケジュール作成部7とを備える。
(もっと読む)
品質解析システム、品質解析方法及びプログラム
【課題】簡単な計算処理で、製品等と原材料との対応付けを精度よく、且つ、短時間に行うことができ、原材料品質の製品品質への影響を迅速に確認することができる方法を提供する。
【解決手段】入力装置26から操作入力された原材料に関する情報を取得する原材料情報取得部60と、入力装置26から操作入力された原材料(又は中間材料)の投入量情報を取得する投入量取得部62と、第1基本モデル52aに対応した第1データ処理部64aと、第2基本モデル52bに対応した第2データ処理部64bと、第3基本モデル52cに対応した第3データ処理部64cと、製品に含まれる原材料に関する情報を特定する原材料特定部66と、製品について特定された原材料に関する情報に基づいて、製品の品質情報と、製品に含まれる原材料の品質情報と対比させて表示する品質表示部68とを有する。
(もっと読む)
基板処理装置のスケジュール作成方法及びそのプログラム
【課題】ロットの追い越し配置を可能にして処理効率を向上させることができる基板処理装置のスケジュール作成方法を提供する。
【解決手段】計画開始位置PSP1〜PSP3から、レシピに基づいて各ブロックを配置する。基板待機部CWSを使用するブロックBから次のブロックCまでの間に待機時間が生じる場合には、第2のロットの計画開始位置PSP2を時間的に後にずらした調整計画開始位置MSP2を求める。制御部は、調整計画開始位置MSP2を含む計画開始位置PSP1,3の時間的に早いロットの順に、ブロックの配置を開始する。これにより、計画開始位置PSP3のままの短時間の処理を行うレシピを採用した第3のロットを、調整計画開始位置MSP2の第2のロットよりも時間的に前に配置してスケジュールする追い越しができ、基板処理装置における処理効率を向上できる。
(もっと読む)
在庫管理プログラム、在庫管理装置、および在庫管理方法
【課題】製造期間の短縮化および在庫管理の効率化を図ること。
【解決手段】PC−Aを製造するために不足しているメモリaの代替部品を入手するための入手方法(1)〜(4)の中から、各種リードタイムを考慮して最適なものを選択する。具体的には、各入手方法(1)〜(4)において、メモリaを購入してから調達するまでにかかるリードタイム、メモリbを購入してから調達するまでにかかるリードタイム、PC−Bを分解してメモリbを取り出すまでにかかるリードタイム、PC−Cを分解してメモリbを取り出すまでにかかるリードタイムをそれぞれ考慮する。これにより、メモリaの代替部品をより短期間で入手し、PC−Aの製造期間の短縮化を図る。また、メモリaの代替部品を取り出すための分解対象として、メモリaに代替可能なメモリbを含むPC−B,PC−Cを考慮することにより、製品在庫の活用度を向上させる。
(もっと読む)
工程編成支援システム及び工程編成支援プログラム
【課題】工程編成を支援するための適切な情報を提示できる、工程編成支援システム及び工程編成支援プログラムを提供すること。
【解決手段】生産工程に含まれる複数の作業要素を1つ又は複数の作業要素毎に区画することにより複数の工程を編成するための支援を行う工程編成支援システム1であって、作業価値情報と作業時間情報と作業順序情報を格納する作業要素テーブル22と、単位生産時間情報と指定工程数情報を格納する基準範囲テーブル24と、工程編成の対象とすべき複数の作業要素を特定する作業要素特定部31と、複数の工程を編成する工程編成部32と、複数の工程に含まれる作業要素を工程の相互間で移動する工程平準化部33と、工程編成の対象とされなかった作業要素を、工程編成された各工程に対して又は作業要素が移動された各工程に対して付帯させる付帯作業編成部34とを備える。
(もっと読む)
161 - 180 / 437
[ Back to top ]