
Fターム[3C269MN29]の内容
数値制御 (19,287) | 安全、監視、試験、診断、異常検出 (2,108) | 検出の方法 (1,318) | 位置、速度、加速度以外の変量の監視 (385) | 負荷の監視 (68)
Fターム[3C269MN29]に分類される特許
1 - 20 / 68
モーター制御装置、ロボットハンド、ロボット及びモーター制御方法
【課題】回転軸の速度制御をしながらトルク限定値を超えないトルクで回転させるモーターの制御装置を提供する。
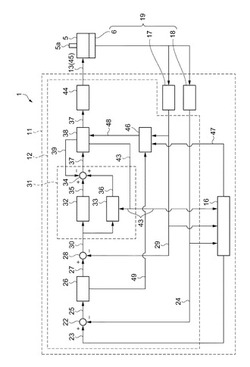
【解決手段】モーター5の回転軸5aの回転状況を検出する回転検出器19が出力する角度データ信号24及び回転速度信号29を用いてモーター5を制御する。回転軸5aの速度指令27と回転速度信号29とを用いて回転軸5aの回転速度と速度指令27との差に対応するトルク指令信号37を出力する速度制御部31と、回転軸5aに加えるトルクの最大値を示すトルク限定値を設定する限定値設定部46と、トルク指令信号37により駆動される回転軸5aのトルクをトルク限定値以下に制限するトルク限定制御部38と、を備える。
(もっと読む)
数値制御装置

【課題】第2主軸台と振止台の同時トルクスキップを実現する。
【解決手段】数値制御装置は、第2主軸台の駆動指令を第2主軸台サーボ制御部に出力する第2主軸台補間処理部23と、入力された目標位置に基づいて振止台の駆動指令を振止台サーボ制御部に出力する振止台補間処理部24と、第2主軸台のサーボ駆動軸の駆動トルクτ2を検知する検出部11と、加工プログラムを介して同時トルクスキップ動作の実行が指示された場合に、前記駆動トルクτ2とトルク制限値τ1とを比較し、前記駆動トルクτ2が前記トルク制限値にτ1に達した場合には、前記第2主軸台補間処理部23に第2主軸台の駆動停止を指示するトルク判定部5と、を備え、前記振止台補間処理部24は、前記トルク判定部5により前記駆動トルクτ2が前記トルク制限値にτ1に達したと検知された場合に、前記振止台の移動目標位置として前記振止台の現在位置を設定する。
(もっと読む)
ロボット制御装置、外乱判定方法およびアクチュエータ制御方法
【課題】ロボットアームに加わる外乱を高精度に検出することが可能なロボット制御装置、外乱判定方法およびロボット制御方法。
【解決手段】実施形態のロボット制御装置は、アームの駆動軸を回転駆動するアクチュエータと、前記駆動軸の回転角度をサンプリング周期ごとに検出する第1検出部と、前記アクチュエータの駆動トルクの推定値と、前記駆動トルクの真値との差分を算出する算出部と、前記アームに加わる外乱を検出する第2検出部とを備え、前記第2検出部は、前記差分を変数とする時系列モデルのパラメータを推定し、前記パラメータを当てはめることで、第1サンプリング周期の当該時系列モデルを更新する更新部と、前記第1サンプリング周期の時系列モデルと前記第1サンプリング周期よりも過去の第2サンプリング周期の時系列モデルとを比較して、前記アームへの外乱の有無を判定する判定部とを備える。
(もっと読む)
異常判定装置、駆動装置及びロボット装置
【課題】異常判定をより短時間に行う。
【解決手段】被駆動部を駆動する駆動装置を動作させる動作電流の電流値を複数の動作パターンを有する駆動装置の動作に応じて検出する検出部と、検出部によって検出された電流値と、動作パターンごとに関連付けて予め設定された動作電流の許容範囲とに基づいて、駆動装置の動作が異常であるか否かを判定する判定部とを備える。
(もっと読む)
工作機械の加工制御方法
【課題】加工効率の高い旋削加工により被加工物に対する三次元加工を行うことができる工作機械の加工制御方法を提供すること。
【解決手段】被加工物を保持するためのチャック手段が装着された主軸と、加工工具が取り付けられた支持テーブルと、主軸を第1の方向に移動自在に支持するための第1支持機構と、支持テーブルを第2の方向に移動自在に支持するための第2支持機構と、を備えた工作機械の加工制御方法。試削加工プロセスS3においては、目標形状値に基づいて製作した試削加工プログラムを用いて被加工物に試削加工を施し、この試削加工後の被加工物の加工形状を測定し、この測定加工形状値と目標形状値との加工誤差が所定許容値より小さいと、試削加工プログラムを生産加工プログラムとし、この加工誤差が所定許容値より大きいと、試削加工時の切削抵抗を考慮して試削加工プログラムを修正する。
(もっと読む)
ロボットとその制御方法
【課題】ロボットが複数の動作を実行する場合に、そのうちの特定の動作に制限されずに、各動作における条件の変化を考慮して、各動作において正常動作中に誤作動することなく過負荷を確実に検出し安全に停止させることができるロボットとその制御方法を提供する。
【解決手段】複数の動作を実行するロボット10の制御方法であって、エンドエフェクタ12に作用する外力を検出する力センサ14と、3次元空間内でエンドエフェクタの位置と姿勢を移動可能なロボットアーム16と、ロボットアームを制御するロボット制御装置20とを備え、(A)外力の閾値をロボットの動作毎に記憶し、(B)ロボットアームを制御して各動作を順次実行し、(C)各動作の実行中に力センサで検出された外力が、前記閾値を超えた場合に、ロボットアームを停止する。
(もっと読む)
負荷情報を活用した情報表示装置
【課題】制御装置と情報表示装置とからなる制御システムにおいて、コントローラで実行しているプログラムの実行ブロックと関連付けた状態で駆動軸の負荷トルク情報を管理・取得し、それらの情報をプログラム表示に対応づけて表示させることにより、プログラムのどの部分の動きを行っている際に大きな負荷がかかっているのかを把握する。
【解決手段】コントローラで実行しているプログラムの現在実行ブロックに関連付けて駆動軸の負荷トルク情報を取得・管理するようにすると共に、任意の制限トルクを設定し、その設定値を超える箇所に関してはプログラムの状態表示を変更する。
(もっと読む)
音変換装置を備えた工作機械の数値制御装置
【課題】音変換手段を利用して、作業者が遠隔からでも工作機械等の機械音を確認でき、パラメータ調整の効果等を直感的に認識できるようにした数値制御装置の提供。
【解決手段】数値制御装置12は、駆動軸14を制御する駆動軸制御部16と、駆動軸14の位置及び電流等の物理量を時系列データとして取得し記憶する駆動軸データ記憶部18と、該時系列データを予め定めた表示形式に変換し、少なくとも1つの表示波形として表示する表示部20と、表示された表示波形を、作業者30が入力操作により選択することを可能にする選択部22と、選択された表示波形を音として出力可能な形式の音変換データに変換する音変換部24と、生成された音変換データを音として出力する音出力部26とを備える。
(もっと読む)
ロボット、ロボット制御装置、ロボット制御方法、およびプログラム
【課題】ロボットの姿勢ごとのハンドに加わる重力の影響を適切に補正するロボット、ロボット制御装置、ロボット制御方法、およびロボット制御プログラムを提供することを目的としている。
【解決手段】ハンドとアーム2との間に介挿されている力センサー30に対して入力される重力の影響をモデル化した定数を有するモデル式を記憶する記憶部104と、ハンドが対象物を把持していない状態における力センサーが出力する検出値を用いて、モデル式の定数の値を算出する変数算出部106と、変数算出部が算出した定数をモデル式に代入して力センサーに対して入力される重力の影響の補正値を算出し、力センサーが出力する検出値から算出した補正値を差し引くことで、力センサーの検出値を補正する補正部107とを備える。
(もっと読む)
主軸ユニット駆動装置、及び主軸ユニット駆動方法
【課題】主軸を保持する主軸ユニットの破損を防止可能な主軸ユニット駆動装置、及び主軸ユニット駆動方法を提供する。
【解決手段】工作機械100は、工具を装着可能な主軸、及び主軸を回転駆動させる主軸駆動モーター133を含む主軸ユニットと、主軸ユニットをワークに対して相対移動させる各軸モーター211を備えたユニット移動部と、各軸モーター211のトルクを検出する各トルクセンサー220と、検出トルクに基づいて、各軸モーター211の駆動速度を制御する数値制御装置300と、を具備し、数値制御装置300は、第一トルク制限値を記憶する記憶部310と、トルクを比較するトルク監視手段341と、トルク監視手段341により検出トルクが第一トルク制限値を超えると判断された場合に、対応する軸モーター211の駆動速度Vを低減させる速度制御手段342Aと、を備えた。
(もっと読む)
ロボットの異常検出機能を有するロボットシステム及びその制御方法
【課題】ロボットに発生した異常を高い感度で検出することが可能なロボットシステム及びその制御方法を提供する。
【解決手段】ロボットシステム11に何らかの異常が発生した場合、位置の相違や応答性の相違によって2つの第1及び第2センサ23、24によって第1及び第2検出値に差が生じる。この差が、予め設定された所定の閾値を超える場合には、制御部13は、ロボットシステム11に何らかの異常が発生したことを検出する。2つの第1及び第2センサ23、24の第1及び第2検出値が相対的に比較されることから、検出値の信頼性が確保され、かつ、第1及び第2検出値の差によって異常状態を判断することができるので、ロボットの動作状態や配置環境の温度変化によるギアや減速機の摩擦力の変動などの不確定要素を排除することができる。検出値の差の閾値を小さく設定することができる。ロボットシステム11は高い感度で異常を検出することができる。
(もっと読む)
産業用ロボットの出力トルク制限回路
【課題】 指令トルク信号から演算により求めた産業用ロボットのツール先端での出力トルクが許容値を超えたときに駆動部の動力を遮断することで安全を確保する、出力トルクの制限回路を与えることを目的とする。
【解決手段】 モータ駆動電流指令トルク信号と、サーボモータドライバ指令トルク信号と、サーボモータドライバ推測指令トルク信号と、ロボット制御部の内部モデル推測指令トルク信号の、4つの独立した指令トルク信号から選択回路1で選択した1つの指令トルク信号からXYZ方向トルク信号に、XYZトルク信号合成回路4で合成し、XYZ方向のトルク値をXYZ方向比較回路で比較し、トルク規定値6を超える場合にサーボ動力遮断信号を発生することを特徴とする出力トルクの制限回路とした。
(もっと読む)
力センサの出力に基づいてロボットのダイレクトティーチをおこなうロボット教示装置
【課題】スイッチなどを用いることなしに、操作感を簡易に変更する。
【解決手段】ロボット教示装置(10)は、少なくとも1軸方向の力と、該1軸に直交、かつ、互いに直交する2軸方向の夫々の軸回りのモーメントを検出する力検出部3と、ロボット1を移動させるときに基準とする移動基準座標系を設定する移動基準座標系設定部21と、ロボットを移動基準座標系の原点回りに回転移動させるか、前記移動基準座標系を基準にして並進移動させるかのいずれかの移動方法を設定する移動方法設定部22と、1軸方向の力と、2軸方向の夫々の軸回りのモーメントと、所定の作用基準点の位置とに基づいて、作用基準点における仮想力を算出する仮想力算出部23と、移動基準座標系と移動方法と仮想力とに基づいて、ロボットに対する力制御作用力を算出する力制御作用力算出部24と、力制御作用力に基づいて力制御をおこなう力制御部25とを含む。
(もっと読む)
制御装置およびロボットアームの制御方法
【課題】本発明は、多関節型ロボットアームの滑らかな動作を実現することができる制御装置を提案する。
【解決手段】
本発明の制御装置2は、第一駆動モータ、第二駆動モータ、および第三駆動モータにかかる負荷イナーシャ、重力トルク、モータトルク、ならびにモータイナーシャに加えて、ばね装置のトルク、ならびに第一駆動モータ、第二駆動モータ、および第三駆動モータそれぞれの動力を伝達するための駆動系部材列のイナーシャである駆動系イナーシャのうちの少なくともいずれか一つを用いて、第一駆動モータ、前記第二駆動モータ、および第三駆動モータの角加速度を算出する加速度算出手段を備える。
(もっと読む)
パラメータ設定方法およびパラメータ設定装置
【課題】工作機械の送り軸の制御パラメータの設定を簡易かつ短時間で行う。
【解決手段】工作機械10の送り軸の制御パラメータを設定するパラメータ設定装置56は、工作機械に載せるべき積載物のイナーシャが、工作機械に接続された加工管理システムの記憶部82に記憶されているか否かを判定する判定部84と、イナーシャが記憶部に記憶されていない場合には積載物のイナーシャを計測して記憶すると共に、イナーシャが記憶部に記憶されている場合には、記憶されたイナーシャを読込んで、計測または読込まれた積載物のイナーシャに基づいて工作機械の送り軸の制御パラメータを演算する演算部76と、該演算部により演算された制御パラメータを工作機械の送り軸に対して設定する設定部86とを有する。
(もっと読む)
工作機械
【課題】ワーク加工時のびびり振動を自動的に抑制する工作機械を提供する。
【解決手段】2台のサーボモータ7a、8aはその駆動力を歯車で伝達して一つの傾斜送り軸を駆動する。制御装置Mはワークの加工中の上記歯車の接触歯面に予圧がかかるように制御する。制御装置Mは、加工中にびびり振動が検出されると、上記歯車の接触歯面の面圧を増加させてびびり振動を抑制するようにサーボモータ7a、8aを制御する。
(もっと読む)
研磨装置
【課題】研磨装置の小型化や省コスト化を可能にし、また、制御の切換によるショックが生じないようにする。
【解決手段】回転速度偏差算出部230が、目標回転速度から、研磨具11の回転速度を減算した回転速度偏差を算出し、制御補正量算出部240が、回転速度偏差に基づいて、前記移動駆動部15の前記研磨具11に対する加力を積分制御するための制御補正量を算出する。また、総合目標位置算出部320が、目標位置から、制御補正量を減算した総合目標位置を算出し、総合位置偏差算出部330が、総合目標位置から実位置を減算した総合位置偏差を算出する。そして、位置制御部340が、総合位置偏差に基づいて、PID制御による制御指令値を算出して、移動駆動部15に出力する。
(もっと読む)
円盤刃物送り制御方法,装置およびそれを用いた切断装置
【課題】 モータの滑り、力率の変化に影響を受けないきめ細かい制御を可能とする。
【解決手段】 円盤刃物の送り制御に係わる。刃物回転モータの電力Pを計測し、刃物の回転速度fを計測する。刃物が回転中か否かを判断し、回転中なら、トルクT=P/(2×π×f)N・mの式に従い計算する。切断中か否かを判断し、切断中なら送り速度PID制御を開始し、トルクが一定となるように信号を刃物送りモータに送る。刃物回転モータが過負荷か否か判断し、過負荷でないとき、送り速度PID制御を行い、切断終了か否かを判断する。切断終了なら運転開始位置方向へ刃物を移動する。前記切断終了でないなら前記PID制御から後のいずれかの手順に戻る。前記過負荷判断で過負荷なら、送り速度を低下させ、基準時間内にトルクが正常化したか否かを判断し、正常化なら前記送り速度PID制御を行い、正常化でないなら、刃物を切断開始方向へ後退させる。
(もっと読む)
ロボットシステム
【課題】板厚が未知の場合であってもワークの撓みを抑えた状態でスポット溶接ロボットの溶接点教示位置を自動で修正し、溶接品質を向上させる。
【解決手段】ロボット1に溶接点位置を教示するに際し、可動電極21と固定電極22とによって溶接点を挟む位置にスポット溶接ガン2を移動させる第1の処理と、モータ駆動により可動電極21を被溶接部材Wに向けて伸ばし、モータへのトルク指令に基づいて可動電極21と被溶接部材Wとの接触を検出し、接触検出後に可動電極21の動作を停止させる第2の処理と、モータ駆動により可動電極21が被溶接部材Wと接触した状態を保ちながら、ロボット1を可動電極21側へ動作させて固定電極22を被溶接部材Wに接近させ、ロボット1の関節に作用する外乱トルクによって固定電極223被溶接部材Wとの接触を検出し、接触検出後にロボット1の動作を停止させる第3の処理 とを含む。
(もっと読む)
工作機械の制御方法および工作機械の制御装置
【課題】回転工具の異常摩耗および折損を防止できる工作機械の制御方法およびその制御装置を提供する。
【解決手段】加工プログラムに基づく基本加工において加工負荷が第一設定値Paを超えた時における被加工物Wに対する回転工具Tの第一位置Aを記憶する。そして、加工負荷が第一設定値Paを超えた後に加工負荷が第一設定値Pa以下となるように、被加工物Wに対して回転工具Tを加工プログラムによる工具移動経路Lから回避移動させながら被加工物Wを加工する(2)(5)。回避加工の後に、被加工物Wに対する回転工具Tの位置を第一位置Aに復帰する(3)(6)。第一位置Aに復帰した後に、第一位置Aから加工プログラムに基づく加工を再開する(4)(7)。
(もっと読む)
1 - 20 / 68
[ Back to top ]