
Fターム[3D203CB05]の内容
車両用車体構造 (101,630) | 共通要素、共通機能 (17,946) | 組付 (11,244) | 離脱不能固定 (4,269) | 溶接 (3,228) | 連続溶接(レーザー、摩擦撹拌接合含む) (228)
Fターム[3D203CB05]に分類される特許
61 - 80 / 228
車体前部構造
【課題】メインフレーム前端部の支持剛性を向上した車体前部構造を提供する。
【解決手段】車室前部隔壁110から前方へ突き出しかつエンジンルームの左右側部にそれぞれ配置されたメインフレーム130と、車室前部隔壁におけるメインフレームとの接合部よりも上方かつ車幅方向外側の部分から前方へ突き出し、車両前方側の領域において前方側が後方側に対して下がりかつ車幅方向内側となるように傾斜して形成されたアッパフレーム140とを備える車体前部構造を、アッパフレームの前端部における車幅方向内側の側面部をメインフレームの車幅方向外側の側面部に結合した構成とする。
(もっと読む)
車体骨格構造

【課題】少なくとも2枚の鋼板をレーザー溶接する際、その鋼板の意匠面に歪みが発生するのを抑制又は防止できる車体骨格構造の提供を課題とする。
【解決手段】本体部22、32と本体部22、32の端部に一体に形成されたフランジ部26、36とを有し、互いのフランジ部26、36がレーザー溶接されることで車体の骨格をなす少なくとも2枚の鋼板20、30と、フランジ部36の本体部32との境界部分に曲げにより形成され、フランジ部36の先端部36Aが当接する相手方フランジ部26との間に断面視略三角形状の間隙Sを設けるビード部38と、を備えた車体骨格構造10であって、ビード部38が形成されたフランジ部36を有する鋼板30を、そのフランジ部36の先端部36A及びビード部38が相手方フランジ部26に当接した状態で、そのフランジ部36と本体部32とでなす角度αが当接前よりも小さくなるように構成する。
(もっと読む)
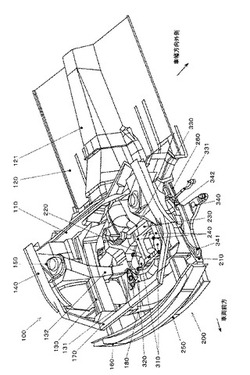
車体前部構造
【課題】横通メンバを薄くした場合であってもクレードルの剛性を確保可能な車体前部構造を提供する。
【解決手段】メインフレーム130及びその下部に取り付けられたクレードル200を備える車体前部構造を、クレードルは、左右のメインフレームの下部にそれぞれ結合される一対の縦通メンバ210と、縦通メンバにわたして設けられた前側横通メンバ220及び後側横通メンバ230と、車幅方向に離間して配置され、前側横通メンバの中間部と後側横通メンバの中間部とを連結する一対の連結部材240とを有する構成とする。
(もっと読む)
車両の側部構造
【課題】プレス加工において大きな成型荷重を必要とせず、またセンタピラー部に亀裂が発生する等の品質を損なうことのない、車両の側部部材の接合構造を提供する。
【解決手段】車両のドア開口は、低強度部材と高強度部材とを組み合わせて枠状に形成されたアウタパネル部4と、前記アウタパネル部の対向するパネル上部11とパネル下部15に両端部が接合されたセンタピラー部25と、から形成され、前記センタピラー部は、前記高強度部材によって形成され、一の端部が前記車両の車室側面の外方から前記パネル下部に接合され、他の端部が前記車両の車室側面の内方から前記パネル上部に接合されるように構成する。
(もっと読む)
車両フレーム部材の溶接方法および車両フレーム部材
【課題】高い接合強度を有し、亜鉛めっきによる強度低下を防止し、さらに熱歪み変形を防止することのできる車両フレーム部材の溶接方法を提供する。
【解決手段】本発明に係る車両フレーム部材の溶接方法は、幅方向の断面が略ハット状のフレーム部材1と、このフレーム部材1のフランジ部11と接合することにより閉断面を形成するパネル部材2とを溶接する車両フレーム部材3の溶接方法であって、前記パネル部材2と接触する前記フランジ部11の接触端部12から前記フランジ部11外側方向をマイナス(−)とし、前記接触端部12から屈曲して立ち上がる壁部13側方向をプラス(+)としたときに、溶接位置Pを、前記接触端部12を中心として±0mm≦P<+1.5mmの範囲内とし、前記壁部13に沿って連続溶接することを特徴とする。
(もっと読む)
自動車車体におけるチューブ状フレームの連結構造及びその組立方法
【課題】チューブ状フレームの壁に孔を開けることなく、隣接するチューブ状フレーム同士の連結部位での剛性を確保しつつチューブ状フレームを連結する。
【解決手段】第1チューブ状フレーム2に第1分割ブラケット6がレーザ溶接によって接合される。第2チューブ状フレーム2の端部に第2分割ブラケット8がレーザ溶接によって接合される。第1分割ブラケット6を備えた第1チューブ状フレーム2に対して、第2分割ブラケット8を備えた第2チューブ状フレーム4を組み込む。第1分割ブラケット6の第2フランジ606と第2分割ブラケット8の第2フランジ806とをスポット溶接により仮止めする。第1分割ブラケット6の第2フランジ606と第2分割ブラケット8の第2フランジ806とをレーザ溶接によって連続溶接する。
(もっと読む)
電着塗装液排出孔を備えた自動車車体のチューブ状フレーム構造
【課題】チューブ状フレームの剛性などを損なうことなく該チューブ状フレームの中に侵入した電着塗装液を円滑に排出させる。
【解決手段】板材30の上方に膨出した中間部分30aを下方に押圧して偏平化することで、左右部分30bが揺動変位して起立し、そして、左右の屈曲端部分30cの端面が互いに対向した状態になる。そして、この左右の屈曲部分30cを互いに突き合わせた後に、この突き合わせ部分をワイヤーレーザ溶接などの片側連続溶接法によって接合することによりフロントサイドフレーム8を作ることができる。フロントサイドフレーム8の水平部8aにおいてサブフレームSFを搭載するためのブラケット24を設置した部位には、電着塗装液Wを排出するための第1通孔56が形成され、また、ブラケット24にも第2通孔58が形成されている。
(もっと読む)
ドア開口周縁部にチューブ状フレームを配置した車室側部構造及びその組立方法
【課題】ドア開口周縁部にドアシールやモールの取付部位としてのフランジを備えたチューブ状フレームを配置した車体側部構造を提供する。
【解決手段】前後のドア開口部を構成するチューブ状フレームで構成されたセンターピラー10は、フレームアウタ16と、断面ハット状のフレームインナ18とで作られ、フレームアウタ16をフレームインナ18に嵌入した状態でレーザ溶接により連続溶接することにより作られている。フレームインナ18は、前後に延びるフランジ184,185を有し、この前後のフランジ184,185に対してアウターパネル12のフランジ127,129がスポット溶接される。そして、このフランジ184,185;184,185には、ドアシールストリップ24が装着される。
(もっと読む)
自動車用構造体
【課題】車体構造体を主にアルミニウム合金製の部材で構成した場合であっても、現状の自動車車体の組立ラインを利用して車体の組立を行うことが可能な自動車用構造体の提供。
【解決手段】自動車構造体は、少なくとも1つの面が開口する箱型であり、開口側端縁にフランジ2bを有するアルミニウム合金製の構造部材2と、構造部材2の開口2aの全体もしくは一部を覆うカバー3とを有している。カバー3は亜鉛鋼板製であると共に、構造部材2の開口2aの全体もしくは一部を覆った際にフランジ2bの外方に延出する延出部3aを有している。摩擦撹拌用プローブ4bを該構造部材2のフランジ2b側から押し込んで移動させることにより該構造部材2と該カバー3とを摩擦撹拌接合する。
(もっと読む)
車輌用骨格部品の製造方法およびそれにより製造された車輌用骨格部品
【課題】バルクヘッドやレインホースメントなどの補強部品を部品内部の所定の位置に設置する方法およびそれにより製造された骨格部品を提供することを目的とする。
【解決手段】金属板を略円形または多角形断面の筒状に成形して、板端面または板端面に設けたフランジ部同士を接合した長手方向に略直線状の閉断面構造部材とし、該閉断面構造部材を長手方向の少なくとも一箇所以上の部位で断面形状が異なった形状に成形した後に、前記閉断面構造部材の開口端部より補強部品を挿入し、断面形状が異なった部位に補強部品を押し当てることにより、補強部品の取付け位置を決めて取付けることを特徴とする車輌用骨格部品の製造方法。
(もっと読む)
車体骨格部材の継手構造
【課題】強度・剛性が確保可能で且つ汎用性のある車体骨格部材の継手構造を提供する。
【解決手段】フロントホイールハウスアッパメンバ14及びフロントバルクヘッドアッパフレーム21が、それぞれ重ね継手35が形成される側の端部に、閉断面部14f,21fと、この閉断面部14f,21fに隣接してフロントホイールハウスアッパメンバ14及びフロントバルクヘッドアッパフレーム21の長手方向に沿って延びるコ字断面部14g,21gとが形成され、フロントホイールハウスアッパメンバ14のコ字断面部14gの内側に、フロントバルクヘッドアッパフレーム21の閉断面部21fを長手方向に直交する方向から挿入して重ね合わせるとともに、フロントバルクヘッドアッパフレーム21のコ字断面部21gの内側に、フロントホイールハウスアッパメンバ14の閉断面部14fを長手方向に直交する方向から挿入して重ね合わせて接合する。
(もっと読む)
金属製閉断面部材の製造方法
【課題】金属製閉断面部材を製造することができるとともに金属製閉断面部材に孔部を精度良く形成することができる金属製閉断面部材の製造方法を提供する。
【解決手段】金属製の板状ワークから閉断面部材を製造するに際し、板状ワークW1を凸状にプレス成形するとともに凸状頂面部W2に板状ワークW1の凸状に突出する方向と逆方向に突出する凸部W2aを成形する第1のプレス成形工程と、板状ワークW1の凸部W2aを板状ワークW1の凸状に突出する方向にプレス成形することより凸部W2aを圧潰してプレス成形面を形成するとともに凸状側面部をそれぞれ内方側へ変位させて閉断面化する第2のプレス成形工程とを備え、第1のプレス成形工程において、板状ワークW1の凸状頂面部W2に、凸部W2aと凸部が成形されない部分W2fとが板状ワークW1の長手方向に設けられ、凸部W2aが成形されない部分W2fに孔部W2hが形成される。
(もっと読む)
車体後部構造
【課題】追突の荷重に対する強度を高めた車体後部構造を提供する。
【解決手段】車体後部構造11は、車室14の床(アンダボデー21)の左右から車両後方へ延びているリヤサイドフレーム(左のリヤサイドフレーム27、右のリヤサイドフレーム28)と、リヤサイドフレームに両端部(左の端部51、右の端部52)をそれぞれに結合しているクロスメンバー(第2リヤクロスメンバー33)とを備える。リヤサイドフレーム(左のリヤサイドフレーム27)は、その後部45の前端54がクロスメンバー(第2リヤクロスメンバー33)に突き当てられ、且つ、クロスメンバー(第2リヤクロスメンバー33)に結合したリヤサイドフレーム(左のリヤサイドフレーム27)の前部44に含まれる周壁63に、包まれて溶接(溶接ビード62)されている。
(もっと読む)
車両の後部車体構造
【課題】リヤヘッダーとクォーターピラーの閉断面構造を連続的に形成して車体剛性を向上させることができる車両の後部車体構造を提供する。
【解決手段】後部車体構造は、サイドレール部53とクォーターピラー25のインナーパネル33との間に設けられ、このインナーパネル33との間で第4閉断面C4を形成するジョイント部材47を有している。このジョイント部材47は、リヤヘッダー15の第1閉断面C1とクォータピラー25の第2閉断面C2とを連続的に接続する。
(もっと読む)
車体後部構造
【課題】可動式のウインドウパネルを有する車体に対しても適用可能な前後に伸びる補強部材を備えた車体後部構造を得る。
【解決手段】リヤフェンダパネル2の車幅方向内側で前後方向に略沿って伸びる補強部材としてのウエストレインフォース8を、縦壁部8aと底壁部8cとを有して略L字状断面を形成するように構成し、縦壁部8aの上縁8dをリヤフェンダパネル2の上縁2bを折り曲げた折曲縁部2cで挟んで固定するとともに、底壁部8cの側縁8eをリヤフェンダパネル2の内面2dに接着して固定した。
(もっと読む)
レーザー溶接とスポット溶接を併用した車体構造、及びその製造方法
【課題】この発明は、スポット溶接時にレーザー溶接痕を経由する電流経路を長くしながらも、スポット溶接点とレーザー溶接痕とを近接させてフランジ部の幅を短くすることを可能にするレーザー溶接とスポット溶接を併用した車体構造を提供することを目的とする。
【解決手段】レーザー溶接痕32eよりフランジ部32Aの幅方向外端部側においてスポット溶接点4b、23がアウタパネル32aの長手方向に離間して並ぶよう、Bピラーアウタ4、インナ20がスポット溶接され、フランジ部32c、32dの少なくともいずれかにおいて、フランジ部32Aの幅方向におけるスポット溶接点4b、23とレーザー溶接痕32eとの間に、厚み方向に貫通し、かつフランジ部32Aの平面方向において所定長さを有するスリット部32fを開穿した。
(もっと読む)
内向きリブ付き閉断面フレーム
【課題】この発明は、高い曲げ抗力を発揮できるものを生産性良く得ることができる内向きリブ付き閉断面フレームを提供することを目的とする。
【解決手段】金属板10を、略矩形状をなす閉断面が長手方向に連続するようロールフォーミングしてその両端部を溶接してなる中空フレーム体であって、曲げ力を受けて圧縮される側の前記閉断面の辺部10aの一部を、前記中空フレーム体の長手方向にわたって山形に重なるように折り畳んで、前記閉断面内で反対側の辺部10cに向けて突出する内向きのリブ゛部10eに形成した。
(もっと読む)
金属製閉断面部材の製造方法
【課題】比較的簡単な方法によって、精度良く金属製閉断面部材を製造することができるとともに金属製閉断面部材の内面に固接部材を固接させる金属製閉断面部材の製造方法を提供する。
【解決手段】金属製の板状ワークW1から閉断面部材を製造するに際し、板状ワークW1を凸状にプレス成形するとともに板状ワークの凸状頂面部W2に凸状に突出する方向と逆方向に突出する凸部W2aを成形する第1のプレス成形工程と、板状ワークの凸部を板状ワークの凸状に突出する方向にプレス成形することにより板状ワークの凸状側面部W3、W4をそれぞれ内方側へ変位させて閉断面化する第2のプレス成形工程とを備え、閉断面部材の内面に固接させる固接部材35を、第2のプレス成形工程の前に、凸状に成形された板状ワークの内方側で板状ワークの凸部を除く部分に固接させる。
(もっと読む)
フロントピラー
【課題】この発明は、特に折り曲げ部の剛性が高いフロントピラーを提供することを課題とする。
【解決手段】フロントピラーアウターパネル12の内面に溶接されるリンフォースメントパネル16は、折り曲げ部22に沿ったスリット20を有する。リンフォースメントパネル16を溶接する際に、スリット20を介して、フロントピラーアウターパネル12の折り曲げ部12bの内側に隅肉溶接30する。
(もっと読む)
車体構造および車体の製造方法
【課題】優れた強度を有する車体を容易かつ適正に構成できるようにする。
【解決手段】フランジレス構造の矩形閉断面を有するフロントサイドフレーム2またはダッシュクロスメンバ3,4等からなる中空の車体フレームと、ダッシュパネル1等からなる車体パネルとを溶接することにより構成される車体構造であって、上記中空の車体フレームが結合される車体パネルの部位に、車体フレームの長手方向に亘って複数の小穴が配列され、この小穴17を介して上記車体パネルと車体フレームとが仮止めされた状態で、上記小穴18の配列個所に沿って上記車体パネルと車体フレームとがレーザー溶接されることにより結合された。
(もっと読む)
61 - 80 / 228
[ Back to top ]