
Fターム[3E050DC02]の内容
基本的包装技術−容器成形充填 (14,831) | 容器の形成、閉鎖(チューブ成形) (801) | ウェブの両側縁を合わせるもの (568) | フォーマーを用いるもの (520)
Fターム[3E050DC02]の下位に属するFターム
断面形が変化するもの (24)
Fターム[3E050DC02]に分類される特許
101 - 120 / 496
製袋充填装置
【課題】被充填物の充填時間を短くでき、ティーバッグ等の包装体の製造速度を上げることができる製袋充填装置を提供する。
【解決手段】回転体47の外周面には貯留部としての収容凹部63が4つ形成され、これらの収容凹部63は略90°間隔で配置されている。計量ユニット11から排出された茶葉T1は投入ユニット21の開口部67を通り、受取ポジションPrに位置する収容凹部63aに一時的に貯留されて塊状になる。回転体47は水平軸41を中心に反時計回りの方向へ回転する。収容凹部63aに貯留された茶葉T1は回転体47の回転により垂直壁65に押され、かつ周壁71によって飛び出しが抑制されながら移送され、投入ポジションPtに位置したところで、回転体47の回転力によって自然落下速度よりも速い速度で充填部Bjに向かって投入される。
(もっと読む)
縦型製袋充填包装機の袋反転装置

【課題】縦型製袋充填包装機で製造された袋包装体を、当該包装機の高速動作に対応した速度で反転させることを可能にする袋包装体反転装置を提供する。
【解決手段】複数の収納ポケット42a,42bを備えたターレット40をモータ41により同一方向に回転させる。縦型製袋充填包装機の横シーラ24a,24bで形成された横シールの中間で切断された袋包装体7は各収納ポケットに受止められた後にターレットが間欠回転することで反転され、ターレットの前側で下方に排出される。したがって、連続して順次高速で製造される袋包装体を無駄時間が無く反転でき、縦型製袋充填包装機が高速動作に対応することができる。
(もっと読む)
横形製袋充填機における供給コンベヤの供給原点検出装置
【課題】高速処理される供給コンベヤの搬送速度に変化が生じても、誤検出することのない横形製袋充填機の供給原点検出装置を提供する。
【解決手段】搬送ラインに沿って配設されたガイドレール11の案内部13上を走行するチェーン15と、チェーン15に所定間隔毎に配設された押送部材18を備え、押送部材18の間に物品を支持してベッド12上で搬送する。ガイドレール11には案内部13の下側を支持すると共に押送部材18の下側に当接する支持部14が配設されている。案内部13には、チェーン15の走行領域外で、且つ、押送部材18が通過する領域で、搬送ラインに交差する側方に貫通した横孔24が形成されている。横孔24に光を通過させる光学式検出手段(反射型のセンサ26及び反射板27)を、ベッド12より下方で、ベッド12に開いた隙間12aの位置から外れた側方に配設して、押送部材18を検出する。
(もっと読む)
横形製袋充填機の供給コンベヤ
【課題】簡単な構成で、搬送体を脱着する際や清掃時等の保守作業性の改善を図り得る横形製袋充填機の供給コンベヤを提供する。
【解決手段】本体部10の両側壁16,18間に配設した各スプロケットに、搬送体14の無端チェン22が巻掛けられる。上流側の第1従動スプロケットは、調節手段によって無端チェン22を各スプロケットから脱着し得る位置まで移動可能に構成される。本体部10に、前側壁18の下方の下側開放部T2を覆う前側面カバー68と、本体部10の上方に開放する上方開放部T3を覆う供給ベッド12と、供給ベッド12の上方を覆う物品ガイド46と、無端チェン22の上流転向部において上方開放部T3と搬送体14の取り外し側である側方開放部とを覆う端部カバーとの夫々が開閉動可能に支持され、これら各部材12,46,68を開放することで搬送体14は側方に取り外し得る。
(もっと読む)
横形製袋充填機におけるフィルム案内装置
【課題】横形製袋充填機において供給コンベアの清掃作業などの保守作業スペースを確保する。
【解決手段】横形製袋充填機のフィルム供給源10から引き出した帯状のフィルムFを製袋手段14で成形した筒状のフィルムFに向けて被包装物Mを供給する供給コンベア13の上方の案内位置P1において、製袋手段14に向けて所定の進入角度αでフィルムFを送り込み案内する位置調節可能な案内ローラ16D,16Eとその案内ローラ16D,16Eを支持して上下方向に回動可能な支持部材21と、その支持部材21を上方に回動した退避位置P2で支持部材21と係合する係合部34aを備えて、案内ローラ16D,16Eを退避位置P2に保持する規制部材34と、その規制部材34と支持部材21との係合を解除する係合解除手段31とを設けた。
(もっと読む)
包装充填装置
【課題】縦シール部分で継ぎ目を十分にシールすることができる包装充填装置を提供する。
【解決手段】帯状包装積層材料と次の別の帯状包装積層材料との継ぎ目を形成して継ぎ、包装容器を製造する包装充填装置であって、縦シール装置が、縦シールすべき箇所の両端部を加熱する予熱手段8と、該継ぎ目部分を検知して該継ぎ目部分であって、予熱された前記両端部を加熱する追加予熱手段20、21と、加熱された縦シールすべき箇所の該両端部を押圧してシールする押圧手段とからなる、包装充填装置。
(もっと読む)
縦型製袋包装装置
【課題】筒状フィルムを連続送りしつつ、物品群のかさ密度を高めることができる縦型製袋包装装置を提供することである。
【解決手段】縦型製袋包装装置100の制御部150は、プルダウンベルト103により筒状フィルムFを連続的に搬送させる。そして、一対の把持部131,132からなるシェーカ部130により、筒状フィルムFを水平方向から挟持させるとともに、連続的に搬送される筒状フィルムFに対して相対速度差を与えるように移動させる。
(もっと読む)
縦型製袋充填包装機における製袋充填筒
【課題】縦型製袋充填包装機において、良好な落下特性、メンテナンス性及び衛生性を両立することができる製袋充填筒を提供する。
【解決手段】製袋充填筒32の構造を、角状の筒を外側の筒体30と角状筒体の四隅を滑らかな曲面或は鈍角の内面に成形した筒体を内側筒体31として嵌合し、内外二重筒体式とする。外側筒体30と内側筒体31との間に形成される空隙部の上下の開口部35a〜35dは、ガス供給パイプ5の管以外が蓋材33,34によって密閉されている。袋の四隅にヘムシールを施す場合、角状の製袋充填筒32は良好なヘムシールを可能にする。角状製袋充填筒32の内面は滑らかに形成されているため、被包装品の落下特性、メンテナンス性及び清掃等の衛生製を確保することができる。
(もっと読む)
包装体、包装方法及び包装装置
【課題】 包装状態の安全性を保持すると共に、特異な包装形態を有する包装体、包装方法及び包装装置を提供する。
【解決手段】 包装体10は、飴等の被包装物5と、被包装物5を収納した、長手方向(図の上下方向)と幅方向(図の斜め左下及び斜め右上方向)の一対の端部側部分22a、22bとがシールされた筒状のフィルム20を前提として構成されている。そして、フィルム20の端部側部分22a、22bの各々が被包装物5に対して同じ方向に回転させることによって、端部側部分22a、22bの各々と被包装物5との間の位置が捻られている。従って、包装体10はシール状態が確保された状態でその外観形状が変化する。そのため、被包装物5を外方から直接触ることが出来ないので、包装状態の安全性を保持出来ると共に、キャンディ型の特異な包装形態となる。
(もっと読む)
製袋充填機
【課題】フィルム接続に伴う良品の排除数を減少させて生産性を高め、製品の無駄を抑制する。
【解決手段】複数の製袋充填部14が並列に配設される。各製袋充填部14に対してフィルム供給部16が夫々配設される。各フィルム供給部16には、使用中のフィルムfが消費されたときに、該フィルムfの終端に予備ロールにおけるフィルムfの始端を接続するフィルム接続手段44およびフィルムfを切断する終端切断手段が配設される。各フィルム供給部16には、フィルムfの終端を検出する検出手段42が配設される。フィルム供給部16の何れか1つの検出手段42がフィルムfの終端を検出したときに、少なくとも他の列の各終端切断手段を作動して使用中のフィルムfを切断すると共に、全列のフィルム接続手段44を作動してフィルム接続を行うようにした。
(もっと読む)
包装装置
【課題】粉体物の噛み込みによるシール不良を低減させる包装装置を提供する。
【解決手段】包装装置は、チューブと、粉体物回収装置とを備える。チューブは、被包装物を内側に通す。被包装物は、上方に設けられた供給装置から供給される。粉体物回収装置は、供給装置とチューブとの間に配置される。粉体物回収装置は、被包装物に遅れて落下する粉体物を回収する。粉体物が被包装物に遅れてチューブ内に落下することを制限するため、シール不良を低減させることができる。
(もっと読む)
製袋包装機、及びその組立方法
【課題】角型チューブのコーナー近傍で縦シール処理が行われる場合であっても、筒状包材が確実にシールされる製袋包装機を提供する。
【解決手段】製袋包装機3では、フィルムFを角型のチューブ13bに巻き付かせて角筒状フィルムFmを形成し、その角筒状フィルムFmの重なり部分をシールする。シール用受け部材132の平面部132aは、シール用受け部材132がチューブ本体131の取付板131aに装着されたとき、チューブ13bのエッジコーナー130bdを形成する。平面部132aは、取付板131a表面の仮想延長面と、取付板131aに隣接する側面130adの仮想延長面とが交差する、仮想交差線まで延びている。角筒状フィルムFmの重なり部分は、その仮想交差線を跨ぐことなく平面部132aと対峙している。平面部132aは、角筒状フィルムFmの重なり部分がシールされるときその重なり部分を角筒状フィルムFmの内側から受ける。
(もっと読む)
縦形製袋充填機の物品保持移送装置
【課題】筒状フィルムに上方から供給される物品に対する落下による衝撃から保護することができ、かつ個別物品を包装するに際してだぶつきのない包装品を得ることを可能とする。
【解決手段】製袋手段14で成形されて下方に搬送される筒状フィルムFの一側となる後側に面して、筒状フィルムFの一側面を保持して下方に案内する送りベルト46が配設され、該送りベルト46に筒状フィルムFの一側面を局部的に押し込む支持片46aが走行方向に所定間隔毎に突設される。支持片46aは、筒状フィルムFを内側に突出した状態で、上方から供給された冷菓10の底部を支持した状態で筒状フィルムFと同速で下降し、物品支持終了部ENに至り、リターン側へ移行することで支持が解除された冷菓10が筒状フィルムFの底部まで落下する。
(もっと読む)
縦型多列充填包装機
【課題】多列に亘って包装袋を製造することを担保しながらも、製品を高品質に維持しかつ取り扱い上の利便性も向上させる。
【解決手段】フィルムロールFから繰り出された原反包装フィルムfoを幅方向に分割して切断する分断装置24と、切断された各半幅フィルムfhを所定間隔を開けて振り分けて給送する振り分け装置26とが設けられる。半幅フィルムfhを複数条に切り分けるスリッタ装置52と、切り分けられた複数の各包装フィルムを巻装して筒状に形成するフォーマ装置54と、包装袋pの1袋分ずつ間欠給送される筒状の包装フィルムに対して同期的に縦シールと横シールとを施す縦シール装置56並びに横シール装置58と、充填装置60により内容物が充填された包装袋を横シール部psで切断して個別包装袋pとするカッター装置62と、を縦方向に列設してなる包装袋形成機構部50が、左右方向に間隔を開けて2組並んで配設される。
(もっと読む)
自動包装機
【課題】センタシーラ開閉機構の駆動源に高い制御性を備えるサーボモータを使用することで、センタシーラの閉じ動作の際の衝撃で包装材を傷めることを防止し、包装不良品の発生を防止することができる自動包装機を提供する。
【解決手段】センタシーラ開閉機構11において駆動源に高い制御性を備えるサーボモータ13を使用することで包装材に対する開閉距離、開閉動作時間を包装条件に応じて最適に設定することができ、かつ開閉動作の際の衝撃を最小に留める速度パターンで実行させることができる。また、センタシーラ5a,5bの離間距離を温度設定に対応した最適な離間距離に保つことができるので、包装機の停止状態又は運転待機状態のとき輻射熱による包装材の収縮や、運転開始したときの一時的な温度低下に起因するシール強度不足を解消することができる。
(もっと読む)
紙包装容器
【課題】帯状包材を筒状にして内容液を充填して成る紙容器に差込んだストローから内溶液が噴出することを抑制する紙包装容器を提供する。
【解決手段】紙容器1の正面12と裏面14に各々三組のエンボス17が長さW1で形成され、エンボス17の両端部17aはアール加工で弧状に形成される。頂面10と底面11間を高さHとすると、三組のエンボス17は頂面10と平行に正面12と裏面14を上下間隔H/4で区画する位置に備える。紙容器1の正面12と裏面14の幅Wは他の一対の側面13、15の幅Sよりも広幅で、エンボス17の長さW1は正面12の幅Wの50%以上で紙容器1の内部側に向かって凸状に形成される。
(もっと読む)
管状袋を製造するための装置、形成型及び方法
本発明は、包装材料ウェブ(4)を、側方にオフセットされた長手方向シームを有する管状袋へと形作るための形成型であって、形成エッジ(3)に沿って互いに接続されているショルダー部分(1)と角柱部分(2)を有し、その際、進入する包装材料ウェブ(4)の方を向いた、形成エッジ(3)の半分が、角柱部分(2)の断面の第一及び第二象限に位置し、およびシーム形成が第四象限において行われる形成型に関する。本発明に従い、第二及び第四象限において、形成エッジ(3)から始まる湾曲の無い面直線(11)が、角柱部分(2)からの増加する距離とともに互いに近づくこと、及び、ショルダー部分(1)の表面と、角柱部分(2)の内側の間で測定される形成エッジ角度が、第二象限から第三象限へと減少し、および第三象限から第四象限へと再び増加することが提案される。 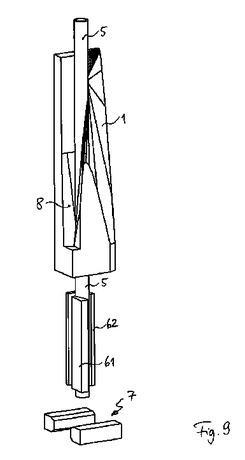 (もっと読む)
(もっと読む)
製袋充填機の横シール装置
【課題】一対のシーラの動きを高速化するに際して両シーラの動きに追従するように切断刃を駆動制御し得る製袋充填機の横シール装置を提供する。
【解決手段】製袋充填機は、シーラ駆動手段13bと、シーラ駆動手段13bへの駆動指令に関する演算を行う演算処理部10aを有するコントローラ10と、筒状フィルムを切断する切断刃21を進退移動させる切断刃駆動手段13aと、一対のシーラ18,16が所定の距離に到達したときの検知信号を出力する検知手段26を備えている。コントローラ10は、切断刃駆動手段13aに駆動指令を行う第1駆動制御手段10bと、演算処理部10aから情報を得てシーラ駆動手段13bに所定の駆動指令を行う第2駆動制御手段10cを備えている。第1駆動制御手段10bは、検知手段26からの信号のみをトリガ信号として演算処理部10aを介することなく切断刃駆動手段13aに駆動指令を行うための開始信号を生成する。
(もっと読む)
多列自動包装機の包装フィルム搬送調整装置
【課題】 ロール式縦シール装置を備えた多列自動包装機において、縦シール用回転ローラより搬送方向上流に配設され、複数条にスリットされた包装フィルムをそれぞれ折り返して搬送方向を変更しながらそれぞれの幅方向位置を調整可能な包装フィルム搬送調整装置を提供する。
【解決手段】 本発明に係る包装フィルム搬送調整装置100は、長尺の帯状のフィルムFを複数条の帯状の包装フィルムF’にスリットし、当該包装フィルムF’を、それまでの搬送方向に対して傾斜した傾斜部102A〜102D廻りに折り返すことで搬送方向を変換すると共に、それまでの搬送方向における位置を調整することで、折り返した後の幅方向における包装フィルムF’のそれぞれの位置(X1〜X5)を調整する。傾斜部102A〜102Dには重畳部分が設けられており、これにより比較的広範囲に亘って、包装フィルムF’のそれぞれの幅方向位置が調整となる。
(もっと読む)
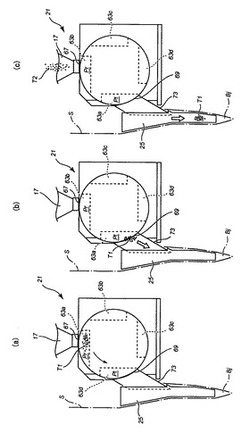
製袋充填装置
【課題】計量ユニットの位置にかかわらず被充填物の落下速度のムラを是正して製袋機側の高速化とのマッチングを図れ、計量ユニットの増加によるさらなる高速・効率化にも対応できる製袋充填装置を提供する。
【解決手段】計量装置3の各計量ユニット15から落下した被充填物としての茶葉Tはベルト搬送手段21、23により強制的に搬送されて中央部で受渡用ホッパ25に落下する。受渡用ホッパ25の下方には外周面に収容凹部63を有する回転体41を備えた回転移送手段7が設けられ、受渡用ホッパ25からの茶葉Tは収容凹部63に収容された状態で回転移送され、略90°回転した位置で放出されて製袋機9のシュート部材65に投入される。
(もっと読む)
101 - 120 / 496
[ Back to top ]