
Fターム[3E054CA06]の内容
包装位置への供給−物品の供給 (7,769) | 繰出し手段 (399) | プッシャ (28)
Fターム[3E054CA06]の下位に属するFターム
無端帯に取付けたもの (8)
Fターム[3E054CA06]に分類される特許
1 - 20 / 20
箱詰装置
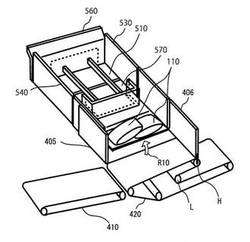
【課題】集積部から挿入部まで物品の姿勢を起立姿勢の状態で、かつ物品の厚み方向に安定して移動することができる箱詰装置を提供する。
【解決手段】箱詰装置は、傾斜支持板570により包装物110の挿入部側が起立姿勢に保持され、第3姿勢制御板により包装物110の集積部側が起立姿勢に保持され、傾斜支持板570および第3姿勢制御板により包装物110が起立姿勢で保持されつつ包装物110の下面が接地されて移送される。
(もっと読む)
板状部材のラベル貼付システム

【課題】 できるだけ板状部材の搬送スペースが小さくなるように、板状部材の送り出し、板状部材へのラベル貼付及びラベル貼付された板状部材の受け入れを一連に行うことができるようにする。
【解決手段】 複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持し、起立させた状態で水平一方向Haの最前位の板状部材Wから該水平一方向Haに直交する水平直交一方向Vaに順次送り出す送り出し装置SFと、送り出された板状部材Wを起立させた状態で搬送するとともに板状部材Wの一方面WaにラベルLを貼付するラベル貼付装置SPと、ラベルLが貼付された板状部材Wを起立させた状態で順次受け入れるとともに、受け入れた複数の板状部材Wを起立させ且つその一方面Waが水平一方向Haを向いて重畳するように列設させて保持する受け入れ装置SRとを備えた。
(もっと読む)
包装袋集積装置
【課題】複数の搬送ラインにて一定の搬送サイクルで連続的に供給される包装袋を、搬送ライン毎に規定枚数に集積する包装袋集積装置において、生産性を向上させる。
【解決手段】搬送ラインより供給される包装袋を、一次集積枚数N1まで集積する一次集積部と、一次集積部より包装袋を受け取るとともに、搬送ラインより供給される包装袋をさらに集積して、規定枚数N2まで集積する二次集積部と、二次集積部にて集積された包装袋組を受け取り、一定のサイクルにて搬出位置に移動させて、包装袋組を後工程に搬出する包装袋組搬出装置とを備え、二次集積部にて規定枚数N2まで集積された後、搬送ラインより次に供給される包装袋は一次集積部にて集積され、一次集積部にて一次集積枚数N1に達するまで包装袋が集積されている間に、二次集積部から包装袋組搬出装置への包装袋組の移動が行われる。
(もっと読む)
ワーク整列装置
【課題】複数のワークを隙間なく並列に配置できるワーク整列装置を提供する。
【解決手段】本発明は、ワークが搬入されるワーク搬入部12と、搬入部12の前側に配置されるワーク整列部13と、整列部13の最前列ワークを支持する先頭支持部材42と、搬入部12に搬入されるワークの前側を支持する先行ガイド部材32と、搬入部12に搬入されるワークの後側を支持する後続ガイド部材22と、を備え、両ガイド部材22,32を、その間のワークと共に前進させることにより、先行ガイド部材32によって、整列部13の複数のワークを前方へ押し退けて、ワーク整列部13の後端部にワーク挿入スペースSを形成するとともに、その挿入スペースSに対応する位置に両ガイド部材22,32間のワークを配置させるワーク挿入処理と、その処理が完了した後、先行ガイド部材32を上方へ退避させる先行ガイド部材退避処理とを行う。
(もっと読む)
PTPシートの集積装置および集積方法
【課題】 PTPシートをスムーズかつ高速に積層すること
【解決手段】 PTPシート1を集積部12に送り込むプッシャー16と、その集積部に送り込まれたPTPシートを押し上げて下方に新たなPTPシートの供給空間を形成するとともに、プッシャーによる新たなPTPシートの送り込みに合わせてその送り込み方向と同一方向に前進移動する集積シャッター17と、集積部内に送り込まれ、積層されたPTPシートの集合体が、集積シャッターの前進移動の方向に移動するのを規制するシートストッパー19と、集合体を支持し、送り込み方向と同一方向に移送して集積部から集合体を搬出する抜き取りプッシャー19と、を備え、シートストッパーは、抜き取りプッシャーによる移送を行う際には規制を解除するようにした。
(もっと読む)
姿勢制御装置
【課題】包装物を効率よく収納させる姿勢に制御させる姿勢制御装置を提供することである。
【解決手段】姿勢制御装置400においては、第1保持板410、第2保持板430を有する。第1保持板410、第2保持板430、第3保持板、一対の開閉装置440,441により略直立姿勢で集積された包装物800が集積方向の両側から保持される。また、包装物800をダンボール箱内に箱詰めする前に振動装置460により第1保持板410が矢印MV1の方向に往復移動され間隔が変動される。
(もっと読む)
商品供給装置及び該装置を備えた包装装置
【課題】バックヤード等の狭い空間でも包装作業を効率よく実現できる商品供給装置及び該装置を備えた包装装置を提供する。
【解決手段】商品Wを包装機Bの搬入部18に供給する商品供給装置Aであって、商品Wを多段状で且つ略水平に支持するストック部A1と、前記ストック部A1に載承支持された商品を支持面の外側に排出する供給部A2と、を備え、前記ストック部に支持された商品を上下移動し、前記供給部A2により、所定位置に位置した商品Wを支持面の外側に排出し、前記搬入部18に商品を供給する。
(もっと読む)
部品整列装置
【課題】従来の部品整列装置では、混在する向きの異なる部品から、特定向きの部品だけを選び、他の向きの部品は不良として工程から排除していることから整列効率が悪い問題があった。また、大きい部品や重たい部品を特定向きに整列させることは難しいという問題もあった。
【解決手段】板面が水平面にほぼ垂直の縦向き姿勢で供給された該部品を表面検出手段で、左右またはいずれか一方の板面の表面状態を検出し、部品振り分け手段で該部品を板面の表面状態に応じて振り分け、振り分けた部品をその板面の姿勢を変換する(例えば、縦向き姿勢を下向き姿勢にするなど)姿勢変換部を有する部品搬送路を通過させることで、振り分けた全ての部品をいずれか一方の板面を上向きまたは下向きに揃えて整列させることができる。
(もっと読む)
充填装置
【課題】予め規定された充填数分の被充填物を、より迅速かつ正確に個別容器に充填でき得る充填装置を提供する。
【解決手段】充填装置は、底面に通過開口22bが形成された貯留容器22と、通過開口22bの下側で進退自在な計数板36と、を備えている。計数板36は、充填数分の計数孔40が形成された計数領域32と、必要に応じて通過開口22bを閉鎖する閉鎖領域34と、に大別される。貯留容器22から規定数分の被充填物110を取り出す場合は、計数孔40からの被充填物110の落下を禁止した状態で計数領域32を通過開口22bの真下に位置させる。このとき、前記計数領域32を通過開口22bの真下より僅かにずれた位置まで水平移動させた後に通過開口22bの真下まで戻す微小進退動作を1回以上行う。
(もっと読む)
箱詰装置
【課題】板状物の束を箱内に円滑に収納する。
【解決手段】板状物の束1が起立状態で載せられる往復移動可能な可動テーブル2と、可動テーブルに出没可能に取り付けられ、板状物の束を可動テーブルに載せる際に没入状態になり、可動テーブルが往動する際に突出状態になって板状物の束を後方から支えるプッシャ3と、可動テーブルと共に往動する板状物の束の前方に配置され、往動して来たこの束の前端に当接するストッパ4と、往動して停止した可動テーブル上の板状物の束をその下方が窄むように挟持し、可動テーブルが復動した後に板状物の束を解放して下方の箱5内に落下させるクランプ板6と、可動テーブル上に板状物の束を起立状態で保持し、可動テーブルが往動する際に板状物の束をクランプ板間に案内するガイド7とを具備する。カートンのような板状物を重ねた重い嵩張った束を簡易かつ迅速に箱に詰めることができる。
(もっと読む)
缶体の整列搬送用ガイド装置および整列搬送装置
【課題】缶体搬送コンベヤのガイド部材間に缶体を変形させることなく集積整列させることができる缶体の整列搬送装置を提供する。
【解決手段】缶体供給コンベヤの一側に缶体搬送コンベヤを並列し、その缶体供給コンベヤと缶体搬送コンベヤに跨るように配置された整列ガイドに缶体供給コンベヤによって搬送される複列の缶体Aの各列の缶体Aを缶体搬送コンベヤの搬送面上に搬送方向に等間隔に設けられたガイド部材間に誘導する複数の案内路を設け、各案内路の一側部に一方向に回転して必要数の缶体Aをガイド部材間に送り込む送りホィール30を設ける。送りホィール30を、上部送りホィール32と下部送りホィール33とで形成し、その上部送りホィール32により缶体Aの強度の高い上側折曲げ部bを受け止めて送り出すと共に、下部送りホィール33により缶体Aの強度の高い下側折曲げ部cを受け止めて送り出すようにして、缶体Aが変形するのを防止する。
(もっと読む)
箸の袋入れ装置
【課題】箸袋の開口部が密着して開きにくくなっていても確実に箸袋の口を開き、かつ箸袋に皺ができたり破れたりすることなく箸を挿入する。再使用可能な通常の箸を1膳ずつ袋入れができる小型で安価な装置を提供する。
【解決手段】箸袋10の表裏両面から別々の吸引パッド5,6で吸着させ両側に引いて開口させてから箸9を挿入させる。この際、紙製箸袋は僅かながら通気性があるので、表裏の吸引パッドを正対させると吸引パッド同士が吸着して容易には離れなくなるので、表裏の吸引パッドを正対させないように位置をずらして配置する。箸供給ホッパー20下部の箸取入れ口を3膳分程度が一度に入る大きさとし、箸詰まりを可能な限り無くし、かつ箸詰まりを検出した際にはホッパーに装着したバイブレーター28を作動させて箸詰まりを解消する。
(もっと読む)
物品のパレタイズ包装・供給方法およびパレタイザー
【課題】物品の効率な流通を可能とするパレタイズ包装・供給方法を提供する。
【解決手段】物品を製造する製造工程と、製造工程にて製造された物品を検査する検査工程と、検査工程にて検査された物品を複数平面状に整列させると共に、間に仕切部材を介在つつ多段に積載して包装する梱包工程と、梱包工程にて包装された梱包体を配送先に配送する配送工程と、配送された梱包体を開梱し、物品を整列状態にて排出する開梱工程とを含む。
(もっと読む)
歯ブラシの整列方法及び歯ブラシ整列装置
【課題】歯ブラシのハンドルの傷つきを低減するとともに、歯ブラシの品種の切替等が容易で、汎用性に優れ、且つ整列精度の高い歯ブラシの整列方法及び整列装置を提供する。
【解決手段】複数本の歯ブラシからなる歯ブラシ群を略平行に整列し、該歯ブラシ群の、各歯ブラシの首部の位置に櫛歯部材2を突き通し、該櫛歯部材2の各櫛歯2bの間に歯ブラシを小分けにし、次いで、櫛歯部材2の櫛歯2b間の列毎に歯ブラシを取り出し、次いで、歯ブラシ首部のハンドル部寄り位置に配された第1ガイドバー41と、該第1のガイドバー41とは反対の側から歯ブラシ首部のヘッド寄り位置に、第1のガイドバー41と平行に配された第2のガイドバー42とからなる整列部4によって歯ブラシを保持し、整列部4は、第1、第2のガイドバー41、41の内の少なくとも一方が、該ガイドバーの長手方向に往復運動する。
(もっと読む)
包装機の物品供給装置
【課題】1列または2列で集合した物品の供給が切換え設定でき、また包装機の物品供給不良を改善し得るようにする。
【解決手段】移送コンベヤ10から整列用コンベヤ12に送り込まれた物品Wは、1列化すると共に縦向き姿勢で搬送される。整列用コンベヤ12からプールコンベヤ14に送り込まれた物品Wは、縦向き姿勢のまま搬送されて移送終端から上流側に所定数貯留される。プールコンベヤ14に貯留されている先頭の物品Wは、切出しコンベヤ20により横向き姿勢で1個づつ整列コンベヤ24に送り出される。整列コンベヤ24では、所定個数の物品Wを集合整列し、この整列物品Wを側部コンベヤ26に送り込む。側部コンベヤ26で搬送される整列物品Wは、横送り手段により横向き姿勢の整列状態のまま供給コンベヤ22に横送りされる。
(もっと読む)
間欠動作する包装装置における製品の移送方法およびユニット
【課題】安価で容易に実施可能な間欠動作する包装装置を提供することである。
【解決手段】容器への包装装置(1)において、コンベア(13、19、25、39)上に設置されたポケット(12、22、28、42)は工程的に移送ステーション(51、55、57、59)に到達する。そこで、2つの連続する動作工程のあいだの停止期においてポケット(12、22、28、42)が移送ステーション(51、55、57、59)で捕捉されているあいだに、少なくとも1個の製品(3)を、同コンベア(13、19、25、39)上のポケット(12、22、28、42)から取り出すか同ポケットに取り込むかするほか、当該製品(3)が積み替えられる前、移送ステーション(51、55、57、59)に位置するポケット(12、22、28、42)に同コンベア(13、19、25、39)に対して動かし同ポケット(12、22、28、42)を所定の移送位置にする。
(もっと読む)
包装装置
【課題】カバーシートの積載位置および大きさが適正か否かを認識可能なハンドリング・アームを持つアンローダを備える包装装置を提供する。
【解決手段】製品を包装するための包装装置である。この包装装置は、複数の支持パレットを上面に備える可動支持ベースと、支持ベースを逐次移動させるための手段と、支持パレット中に包装物ベースのアレーを積載するローダユニットと、包装物ベースのアレー上に積層カバーのシートを布置する布置ユニットと、積層カバーを包装物ベースに熱シールする加熱シール・ヘッドと、シールされた包装物を包装装置から荷下ろしするアンローダとを備えている。アンローダは、精密センサプレートを持つハンドリング・アーム140を備え、精密センサ・プレート146は当該精密センサ・プレート146に対するカバーシート載置位置を複数の光電センサによって規定し、カバーシートの積載位置および大きさが適正か否かを認識する。
(もっと読む)
シガレットパッケージを製造するための装置
隣接して配設された複数のシガレット(10)の直立した列の形式を有するシガレット群(11)を構成するために、コンパクト又は鞍の位置にシガレットを配設するため、シャフト(13)から相応の数のシガレット(10)を押し出した後にシガレット(10)の横断方向の変位が必要である。少なくとも端に配置され、かつシガレットマガジン(12)のシャフト(13)からシガレット(10)を押し出すために備えられているプッシュロッド(18)は、シガレットと共に横断方向に変位させることができる。  (もっと読む)
(もっと読む)
製袋充填包装装置
【課題】 角底袋の角底に可及的に接近した状態で製品の積み下ろしすることにより、製品の充填時における製品の変形や損傷を回避して包装体としての商品価値の低下を防止すると共に、装置の小型化を図ることができる製袋充填包装装置を提供する。
【解決手段】 筒状包装材Ftは充填筒3の外側を案内され、充填筒3の下方に配置されている横シール機構4による横断方向のシールで角底袋Bに形成される。製品Aは金属テープ43,43の下端に設けられた製品受け44,44で支持され、金属テープ43,43が充填筒3内でテープガイド50,50によって案内されつつ下降する。巻取り部から下方に向かって繰り出される各金属テープ43の先端がテープガイド50の枠屈曲部56を移動するときに製品受け44は開き動作を行い、製品Aは、角底袋Bの角底に可及的に接近した状態で、角底袋B内に投入される。
(もっと読む)
裁断済み製品ロールを包装部に送るための装置
裁断済み製品をログソーから包装部に前進させるための装置は、多数列の裁断済み製品を支持するための複数の製品支持体を備える。装置の第1またはバッファ部分は、製品支持体の入口部分を有し、第1コンベヤと、第1コンベヤに取り付けられた1対のフライトバーとを備える。装置の第2またはプッシャ部分は、製品支持体の出口部分を有し、各製品支持体用の第2コンベヤと、各第2コンベヤに取り付けられた1対のプッシャとを備える。製品支持体上の裁断済み製品を入口部分から第2コンベヤの方に押すために、第1駆動モータが第1コンベヤおよびその上のフライトバーを前進させる。第2駆動モータが第2コンベヤの少なくとも1つに駆動可能に連結されており、第3駆動モータが第2コンベヤの少なくとも別の1つに駆動可能に連結されて、それにより、その上に取り付けられたプッシャを互いに独立的に駆動して、裁断済み製品を製品支持体の出口部分の方に押すようにすることができる。裁断済み製品の前進および分離を行うために、上側および下側の増速ベルトを製品支持体の出口部分付近に取り付けてもよい。
 (もっと読む)
(もっと読む)
1 - 20 / 20
[ Back to top ]