
Fターム[3E054GB03]の内容
包装位置への供給−物品の供給 (7,769) | 検知、制御(検知情報) (301) | サイズ (18)
Fターム[3E054GB03]に分類される特許
1 - 18 / 18
錠剤カセット用ロータ
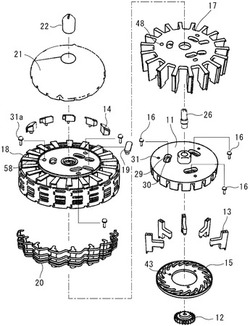
【課題】払い出す錠剤の大きさに応じて、ロータの案内溝の幅を簡単に調整する。
【解決手段】ロータはロータコア部材11、駆動ギア12、可動片13、可動片上部材14、可動片駆動版15、溝深調整ねじ16、第1可動板17、第2可動板18、溝幅調整部材19、錠剤おさえ部材20、ロータカバー21、ロータキャップ22からなり、ロータの周方向に相対的に移動可能な可動板17,18により複数の錠剤案内溝の側面を形成する。錠剤の大きさに応じて、可動板を周方向に移動させて複数の錠剤案内溝の幅を調整可能とした。
(もっと読む)
錠剤カセット用ロータ

【課題】払い出す錠剤の大きさに応じて、錠剤の分離位置を簡単に調整する。
【解決手段】ロータの錠剤案内溝88内に進入して当該錠剤案内溝88内の錠剤Tを押圧する錠剤押さえ部材20をそれぞれ複数の錠剤案内溝88に対応させて複数設ける。複数の錠剤押さえ部材20は、錠剤案内溝88が錠剤排出口9に対応する位置を通過する間、錠剤Tを押圧した状態になっており、錠剤案内溝88が錠剤排出口9に対応する位置から外れた後、錠剤をT押圧した状態を解除する。
(もっと読む)
選果システム
【課題】移送装置による載置台からトレイへの青果物の移送能率の低下を極力抑制するとともに、載置台からトレイへ青果物を移送する際に移送装置の吸着部に吸着された青果物が当該吸着部から落下することを抑制することができる選果システムを提供することを課題とする。
【解決手段】載置台搬送装置51によって搬送される載置台5に載置される青果物6を吸着部66で吸着してトレイ8へ移送する移送装置60を備え、載置台5に載置される青果物6をトレイに詰める、選果システム1であって、移送装置60は、青果物6を吸着した状態で吸着部66が上方へ移動するときの平均速度、または、青果物6を吸着した状態で吸着部66が下方へ移動するときの平均速度が、青果物6を吸着した状態で吸着部66が水平方向へ移動するときの平均速度に比べて遅い速度となるように構成される。
(もっと読む)
長尺農作物の方向修正搬送装置
【課題】長尺農作物の方向修正搬送のオートメーション化。
【解決手段】長手方向の一端側の向きが搬送方向下流側方向でないと識別された長尺農作物Aを、この長尺農作物Aの一端側の向きを搬送方向下流側方向に向かせるように修正しながら、コンベア3Bの搬送方向と交差する方向を搬送方向とするシュータ6に送り出し、長手方向の一端側の向きが搬送方向下流側方向であると識別された長尺農作物Aを、その向きを保った状態でシュータ6に送り出すようにし、このシュータ6は、向きが修正されて送り出される長尺農作物Aを、その向きを保った状態で搬送する。
(もっと読む)
箱詰装置
【課題】包装物の厚みが変化した場合であっても、安定して包装物を一部重ねて搬送し、箱詰することができる箱詰装置を提供することである。
【解決手段】本発明に係る箱詰装置100においては、シールチェッカ700により包装物110の厚みが検出され、第1搬送部200により包装物110が搬送される。第2搬送装置400に集積部AR1が設けられ、集積部AR1において重ねあわされた包装物110が第2搬送装置400により搬送される。制御部301は、シールチェッカ700からの包装物110の厚みに基づいて第2搬送装置400の移動を調整する。
(もっと読む)
段ボール箱詰めシステム
【課題】包装物である中身製品をできるだけ損傷させることなく均一化された袋包装体を実現し、形状の良い袋包装体を安定して集積し、集積した袋包装体を安定して段ボール箱内に挿入することで、低コストで省スペースな段ボール箱詰めシステムを提供する。
【解決手段】縦型の製袋充填包装機のような包装機10で製造された袋包装体Pは、背貼りシール部のある側が袋包装体の上側として、袋包装体の製造時には袋底側となる袋端部を搬送方向前方に向けて、搬送経路21が上り傾斜路となった上り傾斜搬送コンベヤ20で搬送される。袋包装体Pの製造途中で底側に沈んでいた(搬送方向前方に偏っていた)製品Sが、上り傾斜搬送コンベヤ20への移載の際に与えられる加速度によって自然に袋内で移動して均される。袋包装体は、そうした袋内での製品の偏りが解消された形状が良好な状態で、天地を逆に製函した段ボール箱B2に集積詰めされる。
(もっと読む)
フォーマットされたトータルパッケージを形成するための方法及び装置
本発明は、コンベヤベルト上で搬送される、互いに当接し、同サイズの、特に食品によって形成された所定の数の個々の堆積物から成るフォーマットされたトータルパッケージを形成するための方法と装置とに関わる。第1のコンベヤベルト上の前記個々の堆積物は、緩衝ラインを形成し搬送方向で第1のコンベヤベルトに隣接している第2のコンベヤベルトに、互いに所定の間隔を空けて所定の速度VB1で供給される。前記個々の堆積物は、前記第2のコンベヤベルトの始まりの部分で、互いに当接した個々の堆積物から成る緩衝堆積物へと堆積され、これら緩衝堆積物は、前記第2のコンベヤベルト上で、VB1より低速の速度VB2で搬送される。前記第2のコンベヤベルトの一端部で、トータルパッケージが、送出用のコンベヤベルトによって、VB2より高速の速度VB4で、前記緩衝堆積物から分離される。前記個々の堆積物の堆積及び/もしくは分離の工程の間に搬送方向に移動される遷移部が、前記コンベヤベルト間に配置されている。 (もっと読む)
真空包装機への肉部位の包装供給方法及びその装置
【課題】制御器による演算によって、肉部位の長さ数値(A)をやや大きめに設定し、同部位を、包袋の底面に押し付けないように調整して、押し付け圧による部位の捩れ包装を防止する。
【解決手段】配置した包袋10の長さ数値(B)は予め電子的にインプットすることで制御器が記憶する。そこでこの記録信号に基づき、嘴型ホッパーで拡張した包袋10を、その設置位置(C)から仮シーラ64の原点位置(E)まで移動(D)させ、ほぼ同時に押し込み盤21は部位40を追跡状態で包袋10に押し入れる。この場合、部位の長さ数値が制御器から発信されると、その発信信号を受けて押し込み盤21はその原点(F)から<G>に相当する距離を移動して部位を包袋に押し入れる。つまり<G>なる値は、前記の原点(F)から仮シーラの原点(E)までの距離(H)に、包袋の長さ(B)を加算し、その値から、部位の長さ(A)を減算した演算数値である。
(もっと読む)
箱詰装置
【課題】 本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】 個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記一群の袋について、前記厚み検出手段より検出される前記各個別の袋の厚みを加算し、または前記厚み検出手段より検出される前記各個別の袋の厚みを所定値から減算する演算手段と、を備えることを特徴とする。
(もっと読む)
箱詰装置
【課題】本発明は、個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に詰める箱詰装置において、袋の厚みの偏りによる不都合に対応することを目的とする。
【解決手段】個別の袋を複数集積して一群とし、その一群の袋を規定サイズの箱に繰り返し詰める箱詰装置であって、前記各個別の袋の厚みを検出する厚み検出手段と、前記検出手段により検出される厚みに基づいて、前記一群の袋を前記規定サイズの箱に詰めることの適否を判断する判断手段と、記判断手段によって不適と判断される場合に、前記一群の袋のうち交換すべき袋を選択する選択手段と、を備えることを特徴とする。
(もっと読む)
葉状農作物の選別・包装システム、および、葉状農作物の選別・包装方法
【課題】大葉等の葉状農作物をそのサイズや形状等に基づいて選別し、これをきれいに積み重ねた束とし、さらにこれを包装することのできる葉状農作物の選別・包装システムの提供。
【解決手段】葉状農作物aを搬送供給する供給コンベアBと、その葉状農作物aを1枚ずつ取り出す取出装置Cと、上各葉状農作物aのサイズを判定する葉状農作物検査手段と、その判定結果に基づいて各葉状農作物a……を選別し、積み重ねて束とする選別ロボットE1,E2と、上記束を包装する自動包装機Hとを備えた葉状農作物の選別・包装システム。また、積み重ねた状態の葉状農作物a……を、1枚ずつ取り出してそのサイズを判定し、その判定結果に基づいて葉状農作物a……を選別し、束にして搬送し、これを包装する葉状農作物の選別・包装方法。
(もっと読む)
シート束搬送システム
【課題】シート束に生じた束ずれによって包装不良が生じるのを防止でき、しかも、タクトタイムを大きく延長することなく、高い歩留まりを達成できるシート束搬送システムの提供。
【解決手段】所定の方向に搬送されるシート束の所定方向に沿った寸法を測定する寸法測定部と、前記寸法測定部において前記シート束を測定した測定寸法と予め定められた基準寸法とを比較し、前記測定寸法と基準寸法との差に基づき、前記シート束について、良品、要修正品、不良品の何れに属するかを判定する判定部とを有するシート束搬送システム。
(もっと読む)
肉部位の包装方法及びその装置
【課題】大きさを基準に分別した副種類の肉部位を基幹路で縦列運搬し、順次、副種類の包袋を自動的に選択して包装すると共に、前記包袋の口を仮シールする。
【解決手段】基幹路を縦列移動する部位10の大きさを制御器はそれぞれ分別して記録するが、据え付け吸盤30横の旋回アーム50に支持する可動吸盤12は、前記の記録情報を基に、複数の容器載積ユニット60から選択した大きさの包袋14を取り出して前記の据え付け吸盤30に運び出し、その後、前記両吸盤12、30で前記包袋を開口すると共に、前後動コンベヤ20押し出して部位10を前記包袋14内に搬入し、仮シールバー70で包袋14を点シールする。
(もっと読む)
搬送体分岐装置
【課題】隣接する搬送体に載置された農産物同士を互いに干渉させることなく、所定の向きに保ったまま搬送することができる搬送体分岐装置を提供する。
【解決手段】搬送コンベヤ2が所定の向きに保って搬送するトレーBに載置された長物農産物Aの所定項目を計測領域bの計測装置4で計測し、その計測情報に基づいて、判定装置5で確定した農産物Aの仕分け先情報をトレーBの固有情報と関連付けて記憶する。その仕分け先情報に基づいて、農産物Aが載置されたトレーBを、選別領域cの搬出装置6により所定の向きに保ったまま分岐コンベヤ7aに搬出し、所定の向きに保ったまま搬送する。分岐コンベヤ7aから連絡コンベヤ7cに搬送されたトレーBから農産物Aを取り出して箱詰めした後、空のトレーBを連絡コンベヤ7cから帰還コンベヤ7bに搬出し、所定の向きに保ったまま搬送して、トレーBが載置されていた搬送コンベヤ2の周回経路上の場所に搬入する。
(もっと読む)
プリント包装装置、これを用いたプリント作成装置、および、プリント作成方法
【課題】同一のプリンタで複数サイズのプリントを作成した場合にも、各プリントサイズに対応する適切なサイズの包装袋にプリントを自動で包装することのできるプリント包装装置、これを用いたプリント作成装置およびプリント作成方法を提供する。
【解決手段】プリントのサイズおよび枚数の少なくとも一方に応じて決定された寸法の包装袋を作製し、作製した包装袋にプリントを封入することにより、上記課題を解決する。
(もっと読む)
硬貨包装装置
【課題】重積高さを正確に検知でき、硬貨枚数の過不足を確実に確認できる硬貨包装装置11を提供する。
【解決手段】硬貨重積部24での硬貨Cの重積中から包装手段26での包装完了まで重積した硬貨Cの上面に当接して下方へ押える硬貨押え部45を、硬貨Cの重積高さ検知に利用する。硬貨押え部45の重積方向の移動位置を検知手段56で検知し、硬貨押え部45の重積方向の移動位置から硬貨Cの重積高さを正確に検知する。包装手段26による包装前から包装完了までの期間内のいずれのタイミングにおいても、検知手段56の検知に基づいて硬貨枚数の過不足を確認できる。
(もっと読む)
物品仕分け装置
【課題】 包装する数宛の物品に仕分けすると共に、物品が倒れるのを防ぐことができる物品仕分け装置を提供する。
【解決手段】 物品2を供給する物品供給部Bと、この物品供給部Bで送られた物品2,2・・・を包装する数宛に仕分けするグルーピング部Cとよりなり、グルーピング部Cにおいて、チェイン32,33と、チェイン32,33に等間隔に設けられ、前記包装する数宛の物品の後端に係合するセパレータ30,31・・・と、物品に向って摺動可能にセパレータ30,31・・・の前方でチェイン32,33に設けられる前ストッパー34と、前ストッパー34を物品に向って摺動させるべく前ストッパー34に係合可能なカム35と、を設ける。
(もっと読む)
食品の分配及び包装用方法及び装置
少なくとも2つの食品を同一包装物内に包装する、寸法の変わる食品を包装する方法であって、各食品の量を算定する段階と、オブジェクトコンベヤー(2)上の各食品の位置を記録する段階と、各食品を収集領域まで移動させる段階と、食品が部分キャリア(4)まで移動されるべきかをコンピュータプログラムによって決定し、こうした移動が決定された場合、いずれの部分キャリアー(4)に前記食品が移動されるべきかもを決定する段階と、前記食品を持ち上げて部分キャリア(4)まで移動されるべき前記食品を持ち上げる段階と、前記食品を選択された前記部分キャリア(4)まで移動させ、かつ該食品を前記部分キャリア(4)に解放する段階と、を含む方法。 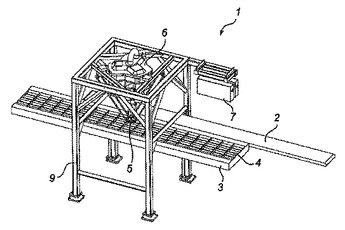 (もっと読む)
(もっと読む)
1 - 18 / 18
[ Back to top ]