
Fターム[3E056CA20]の内容
制御・その他−補助装置、細部 (4,134) | 包装体 (562) | その他 (19)
Fターム[3E056CA20]に分類される特許
1 - 19 / 19
可溶性袋体の連続回転成形の改良
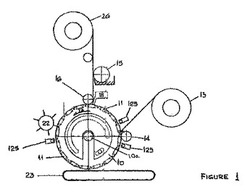
可溶性袋体を連続回転熱成形機で形成する。その装置では、ドラム10の表面に複数のキャビティ11を有し、高分子フィルム状のウェブが真空によってキャビティ内に引き込まれて複数のポケットが形成される。これらポケットには1種又はそれ以上の内容物が充填され、高分子フィルムよりなる別のウェブによって閉じられる。複数のヒータ125にてキャビティ11を加熱することでキャビティ内の高分子フィルムの収縮が低減される。 (もっと読む)
溶着機、包装体製造装置及び包装体製造方法

【課題】ホーンの構造を簡素にしつつ必要な溶着強度を確保した溶着機、包装体製造装置及び包装体製造方法を提供すること。
【解決手段】溶着機1は、ホーン2とアンビル5とを備える。被溶着物Fjの溶着は、小片フィルムFp内で線状に1本が延びる一本溶着線と、一本溶着線から遠ざかるにつれて広がりながら延びる2本の溶着線で形成された非平行溶着線とを含んで行われる。ホーン2の発振面2Fは、一本溶着線に対応する形状の一本面2aと、非平行溶着線に対応する形状を包含しこれよりも広い周囲面2bとを含み、一本面2aと周囲面2bとの間に溝2gが形成されている。アンビル5の受面5Fは、非平行溶着線に対応する形状の非平行面5bと、一本溶着線に対応する形状を包含しこれよりも広い中央面5aとを含んで形成されている。包装体製造装置は、溶着機1と、筒状フィルム形成機と、充填機と、結紮機とを備え、包装体を製造する。
(もっと読む)
梱包指示システム、梱包指示方法、および梱包指示プログラム
【課題】梱包作業者のスキルに依存せずに効率的な梱包作業を実現する。
【解決手段】パレットIDが共通する出荷単位の群れを出荷計画テーブルから特定する出荷群特定手段110と、出荷単位の群れが含む各出荷単位における製品の寸法データおよびパレットの寸法データを格納する寸法抽出手段111と、該当製品のパレットへの設置面面積の値と該当パレットの積載面原面積の値とを比較し、設置面面積が積載面原面積以下であれば積載面原面積から設置面面積を減算して積載面残面積を算定し、該当製品についてパレットでの積載段位置nを1と設定した梱包指示データを格納する第1指示生成手段112と、該当製品の設置面面積の値とパレットの積載面残面積の値とを比較し、設置面面積が積載面残面積以下であれば、積載面面積から設置面面積を減算して積載面残面積を算定し、該当製品についてパレットでの積載段位置nを1とした梱包指示データを格納する第2指示生成手段113とから梱包指示システム100を構成する。
(もっと読む)
深絞り型包装機および深絞り型包装システム
【課題】 上側フィルムと下側フィルムとの間に確実に間隙を形成し、摘み部分を形成すること
【解決手段】 硬質の下側フィルムにポケット部を成型し、ポケット部内に被包装物が挿入された状態の下側フィルムに軟質の上側フィルムを被覆し、両フィルムの所定部位をシールして密封するとともに一部を未シール部として摘み部分を形成し、横カッター手段にて両フィルムのシールされた部位を横方向にカットし、さらに搬送方向に沿ってカットして個々の包装体を製造する深絞り型包装機である。横カッター手段の下流側に摘み部分Tを折り曲げる折り曲げ装置20を設ける。折り曲げ装置は、抑え部材22と受け部材23とで上下からフィルム11,16を挟んだ状態で、付勢部材21が摘み部分を付勢することで、摘み部分を折り曲げる。付勢部材が離反すると、硬質の下側フィルムは曲がった状態を保持するため、摘み部分の両フィルム間に隙間が生じる。
(もっと読む)
ブリスター包装材、ブリスター包装体及びブリスター包装体の製造方法
【課題】商品説明書をブリスター包装材の台紙の積層面に取扱説明書等の印刷を施工しておき、消費者が積層を剥離して積層面の印刷を読むことができるように構成する。ブリスター包装体に、商品説明書を別に添付する必要がなく、印刷面を6ページ分の印刷スペースまで露出可能にすることができる。
【解決手段】長方形合成樹脂シートを、印刷面を外側にして、2本の折り曲げ線上で、両短辺縁を内側に折り曲げて二重構造シートを形成して、さらに該二重構造合成樹脂シートをほぼ半折して、四重構造シートを形成して、当該四重構造シートの側縁を一体的に溶断溶着してブリスター包装体の台紙を形成する際に、四重構造シートの中央積層間に融着阻害処理面を設け、側縁の溶断溶着した積層間を半溶着の剥離可能状態にして、積層面内部の印刷面を露出してせしめる構造のブリスター包装材。
(もっと読む)
包装機でブリスタフィルムウェブへ印刷する方法
【課題】ブリスタフィルムへの印刷位置の精度を乱す影響を減らす。
【解決手段】ブリスタ成形シェル(24)をブリスタフィルムでふさぐ包装機(22)で、ブリスタフィルムウェブ(26)へ印刷する方法が開示されている。この方法では、ブリスタフィルムウェブ(26)を第1の搬送システムによってシール装置(28)へ供給し、ブリスタ成形シェル(24)を第2の搬送システムによってシール装置(28)へ供給する。ブリスタ成形シェル(24)のうちの1つの位置を検出し、ブリスタ成形シェル(24)をふさぐシール装置(28)の作用時間と作用時間との間の1回または複数回のタイミングで、少なくとも1つの検出信号を生成する。この検出に応じて印刷装置(40)に対するトリガ信号を生成し、ブリスタフィルムウェブ(26)に沿ってシール装置(28)の前方の位置で、印刷装置(40)によってブリスタフィルムウェブ(26)へ視覚情報を塗布する。
(もっと読む)
ストリップパック装置
【課題】物品を一定した姿勢で帯体に順次貼付することができ、かつ、貼付された物品の姿勢を揃えて排出することができるストリップパック装置を提供する。さらに、物品の帯体への貼付ミスを防止する。
【解決手段】貼付ユニットの下流側に配置されて、貼付された袋Xより先にテープTに貼付された袋X,Xの姿勢を規制する受け台13が備えられている。そして、受け台13の上流側の第1受け面131より落し込まれて設けられた下流側の落し込み部Dは、第2受け面132と左右の側面部134と左右のガイド面135とで構成されている。
(もっと読む)
部品計数装置およびその方法
【課題】手軽にかつ短時間に部品リールに保持されている部品の計数を可能とする部品計数装置を提供する。
【解決手段】部品を保持するテープが巻かれているリールである部品リールに含まれる部品を計数する部品計数装置110であって、部品リールの重量を取得する重量取得部212と、重量取得部212が取得した部品リールの重量から、部品リールに巻かれたテープに含まれる部品を保持していない部分の重量とリールのみの重量とを減算することによって、部品リールに含まれる部品とその部品を保持している部分のテープとを含む部品保持部分の重量を算出し、算出した重量を1単位数の部品保持部分の重量である単位重量で除算することによって、部品リールに含まれる部品の数量を算出する数量算出部216とを備える。
(もっと読む)
吊下商品製造装置
【課題】 本発明は、粘着材を具備するシート材に複数の包装商品を取り付けて、シート材の切断・穴開けを行う吊下商品製造装置において、切断刃やホールパンチ刃へ粘着材がこびり付かないようにして、これらの刃の切れ味が悪化を防止することを目的とする。
【解決手段】 シート材(S1)を切断する切断刃(62a)と、シート材S1に穴開けを行うためのホールパンチ刃(62b)に対して、切断や穴開けが複数回行われる度に一回の割合で水を噴霧して、粘着材がこびり付きにくいようにする噴霧装置(7)を備えることを特徴とする。
(もっと読む)
卵包装容器とその開封用ミシン目の加工方法
【課題】卵包装容器自身の封止強度を低下させず、しかも消費者が片手の指先によりすばやく軽快に引き裂き操作できる卵包装容器を提供する。
【解決手段】卵収容凹所(7a)(7b)の立ち上がり基端稜線(12a)(12b)とヒートシール部(10)との相互間に介在する平行な2列の容器開封用第1、2ミシン目(11b)(11a)を、その何れか一方の第1ミシン目(11b)は上方からの第1回転カッターによって蓋体(B)側の長辺縁取りフランジ(1b)へ、残る他方の第2ミシン目(11a)は下方からの別個な第2回転カッターによって容器本体(A)側の長辺縁取りフランジ(1a)へ、一挙同時に且つその第1、2ミシン目(11b)(11a)の切り抜き部(11b−y)(11a−y)同士が交互する千鳥配列状態に刻設した。
(もっと読む)
束を形成する方法とこの方法を実施する装置
【課題】
印刷されて収縮された箔によって結束されているそれぞれに複数の包装ユニットから成る束の形成が、合理的形式で異なった装備により或いは異なった印刷により可能である方法を提供すること。
【解決手段】
箔材料による被覆によって複数の包装ユニットから成る束を形成する方法では、箔材料の印刷が被覆直前に少なくとも一つの印刷ユニットによって行われ、この印刷ユニットが箔材料の縦方向に貯蔵部と包装ステーションの間に設けられる。 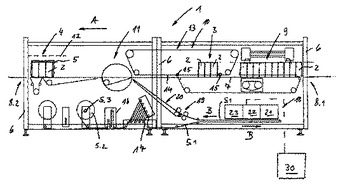 (もっと読む)
(もっと読む)
熱収縮性筒状ラベル、及び熱収縮性フィルムの加工方法
【課題】 本発明は、耐衝撃性に優れ、更に、分断補助線を利用しつつ容易に分断することができる熱収縮性筒状ラベルを提供することを課題とする。
【解決手段】 少なくとも周方向に熱収縮性を有する筒状フィルム2と、この筒状フィルム2の縦方向に断続的に形成された切込部6を有する分断補助線3と、を備え、前記分断補助線3の切込部6は、その周方向長さが筒状フィルム2の厚み方向に小さくなっており、該切込部6が、筒状フィルム2の一面から他面に貫通して形成されていると共に、フィルム2の一面に於ける開口面積に比して他面に於ける開口面積が小さく形成されている熱収縮性筒状ラベル。
(もっと読む)
搬送・印刷可能な安定容器を製造するためのシュリンクプロセス及びシュリンクプロセスを実施するための装置
【目的】搬送・印刷可能な安定容器を製造するためのシュリンクプロセスを提供する。
【構成】容器の基部領域にフィルム端部の重なり部分を形成するように包装対象の物品をフィルムで覆い、重なり部分の自由端をシールするために熱伝導又は対流によって加熱し、シュリンクオーブン内で最終加熱を行うシュリンクプロセスであり、流入する熱風を容器の基部領域のみに局所的に制限してボトル底部の領域内に周囲シェルを最初に形成することを含み、それにより容器の形状を固定し、固定時に容器を連続搬送し、分散された噴出ガスとして容器の基部に供給された熱風を、局所的にフィルムのみに熱を伝達した後に排出しかつ循環させ、シュリンクプロセスを完了するために、横方向から高い吹付速度で連続搬送される容器に熱風を供給する。
(もっと読む)
横シーラー、ピロー包装装置及びシュリンク包装体
【課題】 シュリンク包装体の横シール端部に角部を発生させないようにした横シーラーを提供する。
【解決手段】 ピロー包装工程において、被包装品3を筒状に包んだフィルムを、前記被包装品3の前後でフィルムの送り方向に直交する方向に溶断シールするための横シーラー6であって、加熱可能な切断刃14と受刃15を備え、前記切断刃14は、一対の直線部14a,14aの両端に、横シール端部12を面取り状に溶断シールするための面取部14b,14bを、外方に向けて互いに末広がり状となるように連設するように形成している。
(もっと読む)
切目形成装置
【課題】オーバーラップ包装体における包材や容器が損傷を受けることなく、包材に確実に開封用の連続切目または断続切目を形成することができる切目形成装置を提供する。
【解決手段】カップ入り商品にシュリンクフィルムからなる包材を用いてオーバーラップ包装を施したオーバーラップ包装体OPの包材に、開封用の切目を形成するためのものであり、切目形成ヘッド10と、切目形成ヘッド10をオーバーラップ包装体OPの底面に接近離反させる駆動シリンダ20とを備えている。切目形成ヘッド10は、磁性体や導電体によって形成された円柱状の発熱体と、発熱体の下面に突設された切目形成刃と、発熱体を取り囲む加熱コイル13とを備えており、高周波発生装置30によって生成された高周波電流を加熱コイル13に通電することによって高周波磁界を発生させ、高周波誘導加熱によって、切目形成刃を300〜600℃程度に昇温するようになっている。
(もっと読む)
包装機械
包装機械は隔壁を介して互いから隔てられた機械区域および生産区域を含む。上記隔壁には、上記機械区域から上記生産区域の中に突出する部品のための貫通孔が形成される。この発明に従うと、上記隔壁はただ1枚の板から形成され、この板はその上記機械区域の方の側面上に複数の凹所を有し、上記凹所の閉じた底は貫通孔を形成するために除去可能である。上記底は、上記生産区域の方の側面で、隣接する上記板の表面領域と平滑で連続的かつ窪みのない平面を形成する。  (もっと読む)
(もっと読む)
帯状体送出装置
【課題】ラベル供給用帯状体を梱包ケースから引き出す際、物品付きラベルが離型紙から剥がれにくい帯状体送出装置を提供する。
【解決手段】ラベル供給用帯状体BBが収容された2個の梱包ケースPCをセットするケースセッティング台10と、このケースセッティング台10にセットされている梱包ケースPCからラベル供給用帯状体BBを引き出してタックラベラーに送出するフィードユニット20と、梱包ケースPCから引き出されたラベル供給用帯状体BBを、フィードユニット20に案内する引出ガイドユニット30とを備えている。引出ガイドユニット30は、ボールねじ機構によって、スライドレール42、42に沿って横方向に進退するスライドベース41に取り付けられており、各梱包ケースPCから引き出されるラベル供給用帯状体BBを、各梱包ケースPCの右端では、略垂直に引き上げることができる帯状体導入位置X、Yに移動させるようになっている。
(もっと読む)
オーバーラップ包装体並びにミシン目形成方法及びミシン目形成装置
【課題】隣接する被包装体の間隙部分に、包材を破断するためのきっかけを確実に形成することができる、破断性に優れたオーバーラップ包装体並びにミシン目形成方法及びミシン目形成装置を提供する。
【解決手段】オーバーラップ包装体OPは、厚さ15μmの熱収縮性を有する二軸延伸ポリプロピレンフィルムからなる包材PMを用いて、飲料商品DGを5本まとめて包み込んだ状態で、包材PMを加熱収縮させたものであり、包材PMには、隣接する飲料商品DGの間隙部分を通る3本のミシン目MMが、2mm間隔で並列的に形成されている。従って、このオーバーラップ包装体OPは、包材PMにおける隣接する飲料商品DGの間隙部分において、3本のミシン目MM部分を指で押すと、そこから包材PMが縦方向に破断され、包装された飲料商品DGを1本づつ容易に取り出すことができるようになっている。
(もっと読む)
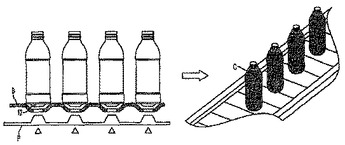
容器取扱システム
高温製品で充填される簡略化プラスチック容器を処理するシステムは、パリソンをブロー成形して、容器本体を形成するステップを含み、ここで容器本体は、首部、基部、容器本体の内部を囲んでいる構造幾何学な形状に比較的とらわれない側面、および高温製品で充填される前に、容器本体から突出している突起を有する。生産ラインにおいて、容器本体が高温製品で充填された後、充填容器本体の首部が、キャップで蓋締めされ、次に容器本体が冷却される。冷却作業中、高温製品は収縮され、その結果、容器から突出している突起が、従来の押し上げと同じように、容器本体に押し込まれ、結果として生じる、充填されかつ冷却された容器本体は、構造幾何学的な形状に比較的とらわれないようになる。
 (もっと読む)
(もっと読む)
1 - 19 / 19
[ Back to top ]