
Fターム[3E075BA30]の内容
紙容器等紙製品の製造 (16,236) | 最終生成物の構造 (1,750) | 箱 (521) | 折り畳み以外の圧力成形品 (33)
Fターム[3E075BA30]に分類される特許
1 - 20 / 33
ブランク収容装置および方法
【課題】ブランク収容装置および方法を提供する。
【解決手段】本発明の実施形態は、プレス成型品をブランクから成形するときに使用される型の改良を提供する。いくつかの実施形態では、型22は少なくとも1つのストッパー42を含み、ストッパー42は、ブランクが型に供給されるときにブランクの収容を補助しかつ型に対するストッパーの調整性を改善することができる。いくつかの実施形態では、型は、ブランクが型に供給されるときにブランクを収容して型にセンタリングする画定された凹部を含む。
(もっと読む)
紙製容器とその製造方法

【課題】フランジ部の罫線割れや成形フィルムの破れによるバリア性の消失事故を防ぎ、複数の種類の内容物を充填することができる仕切り板を持った紙製容器を提供する。
【解決手段】底部、胴部、フランジ部、仕切り板が各々折れ罫線により連設し、かつ一枚のブランクからなる内紙箱と、内紙箱の内面に積層された該内紙箱の内面より大きい内面樹脂フィルムと底部、胴部、フランジ部、仕切り板が各々折れ罫線により連設し、かつ一枚のブランクからなる外紙箱と外紙箱の外面に積層された該外紙箱の外面より大きい外面樹脂フィルムとからなり、前記内紙箱の外面と前記外紙箱の内面が重ね合わされ、前記内面樹脂フィルムと前記外面樹脂フィルムの周縁部が貼り合わされてなる折れ罫線は、内紙箱の内面側から罫線を形成したものであり前記外紙箱の胴部とフランジ部との境界となる折れ罫線は、外紙箱の外面側から罫線を形成する。
(もっと読む)
収納容器
【課題】複数の小分け収納部分を備え、簡単な工程で容易に組み立てることができる新規な収納容器を提供する。加熱による強度の低下などを防止することができる紙製の収納容器を提供する。
【解決手段】各小分け容器体a1、a2は一枚の板紙の折り曲げと貼り付けにより組み立てられる。外装体bは四角形の底壁部11と、相対向する一対の側壁部13を備え、底壁部11上に各小分け容器体a1、a2が直線状に連なるよう配置し、膨出状の側面板3a、3aを側壁部13、13に貼り付ける。
(もっと読む)
紙容器の製造方法及び製造装置
【課題】 製造品質の安定した、プレス成形による紙容器の製造方法及び製造装置を提供する。
【解決手段】 帯状の原紙6は、供給装置11によって成形装置31に連続的に供給される。成形装置31は、罫線形成手段である第1金型41a、41bと、ブランクシート打抜手段及びプレス手段である第2金型42a、42bとを備えている。供給装置11から供給された原紙6は、第1金型41a、41bによって、罫線25が所定の位置に形成される。罫線25が形成された原紙6は、下流側の第2金型42a、42bに移送される。第1金型41a、41bから移送された原紙6は、第2金型42a、42bによって、罫線が形成された原紙6からブランクシートが打ち抜かれると共に、その位置でプレス加工され、紙容器60の製造が完了する。このように、原紙6はブランクシートを打ち抜いた位置でプレス加工されるため、製造品質が安定する。
(もっと読む)
食品収納容器の製造方法及び該方法に使用する装置
【課題】容器上端開口周縁部が外方に折曲し、更に先端を下方に折曲したフランジ部(鍔部)を常に綺麗に折曲し得る食品収納容器の製造方法及び製造装置を提供する。
【解決手段】パルプ材料から厚紙状物に形成する工程と、該厚紙状物の表裏の一方若しくは両方にヒートシール能を有する熱可塑性樹脂をコーティングする工程と、前記厚紙状物の四隅に側面片を形成する切断部を形成するか、隣接する側面片を連結する折込片を形成し、このようにして得た厚紙状物を、対向する一方の側面片を側面片裏面に当接させた支持部材で支持し、一対のプレス金型で、加熱プレスして、容器開口周縁部を外方に折り返して加熱貼着させる食品収納容器の製造方法であって、紙の流れ目方向と交差する方向に容器開口周縁部を折曲させる部分の凹金型の先端リング状凸部を、紙の流れ目方向に折曲する容器開口周縁部より高い温度に加熱し、全体的に略同じ角度で折曲し得るようにした。
(もっと読む)
食品収納容器の製造方法及び該方法に使用する装置
【課題】支持部材を金型に密着若しくは近接配置できない場合でも、フランジ部(鍔部)に不良品の発生しない食品収納容器の製造方法及び製造装置を提供する。
【解決手段】パルプ材料から厚紙状物に形成する工程と、該厚紙状物の表裏の一方若しくは両方にヒートシール能を有する熱可塑性樹脂をコーティングする工程と、前記厚紙状物の四隅に側面片を形成する切断部を形成するか、隣接する側面片を連結する折込片を形成し、このようにして得た厚紙状物を、対向する一方の側面片を側面片裏面に当接させた支持部材で支持し、一対のプレス金型で、加熱プレスして、容器開口周縁部を外方に折曲し、その先端部を下方に折曲して加熱貼着させる食品収納容器の製造方法であって、前記支持部材は、凹金型先端の一方の対向面に突出し、凸金型で凹金型をプレスするときは、弾性体の力に抗して移動し、プレス後押圧を解いて凸金型を移動させると、弾性体の力で元の位置に復帰することを特徴とする。
(もっと読む)
紙製容器とその製造方法
【課題】バリア性、耐水性、レトルト耐性などの機能に優れた、また、蓋材とヒートシールした時に、シール漏れなどのシール不良が起こりにくい紙製容器を提供することを目的とする。
【解決手段】紙箱の内面及び外面に内面樹脂フィルム及び外面樹脂フィルムを各々積層してなり、前記内面樹脂フィルムと外面樹脂フィルムとが、紙箱に設けた開孔部において接着し、かつ、紙箱を覆うように周縁部で接着されていることを特徴とする紙製容器。および、底部に開孔部を設けた紙箱を用いて、真空成形法又は/及び圧空成形法により前記内面樹脂フィルムと外面樹脂フィルムとを紙箱に積層、成形することを特徴とする紙製容器の製造方法。
(もっと読む)
紙製容器とその製造方法
【課題】バリア性、耐水性、レトルト耐性などの機能に優れた、また、蓋材とヒートシールした時に、シール漏れなどのシール不良が起こりにくい紙製容器を提供することを目的とする。
【解決手段】内紙箱の内面に該内紙箱の内面より大きい内面樹脂フィルムが積層し、外紙箱の外面に該外紙箱の外面より大きい外面樹脂フィルムが積層し、前記内紙箱の外面と前記外紙箱の内面とを重ねあわせ、前記内面樹脂フィルムと前記外面樹脂フィルムの周縁部を貼り合わせて紙製容器とする。
(もっと読む)
紙製容器の製造方法
【課題】押型により深絞り加工をする際にフランジ部に形成される折り畳み片の形状並びに形成方向が一律とするなる紙製容器の製造方法を提供する。
【解決手段】所定形状の少なくとも紙を基材とするとともに所定の予め所定の湿度に調整したシート材を押型と穴あき金型を用いる深絞り成形プレスにより皿状の収容部の開口端に沿ってフランジ部を有する皿状の収容部を形成する紙製容器の製造方法であって、形成される包装容器のフランジ部となる前記シート材の表面および裏面の所定位置に成型プレスをするときにフランジ部に所定形状の折り畳み片を所定の方向へ向けて形成するための折り畳み用の溝条を形成することを特徴とする。
(もっと読む)
紙皿成形型
【課題】 菓子などを盛りつけるための紙皿は、市販のものを購入しなければならなかった。家庭で簡単に紙皿を作ることは不可能であった。
また、不要になった新聞広告紙や古雑誌などは、リサイクル資源として回収してもらうか廃棄していた。
そこで、本発明は、紙や古紙を用いて家庭でも容易に簡易な紙皿を成形することが可能な紙皿成形型を提供する。
【解決手段】 凸部に略板形状をした突起条と凹部に溝を設けた山型の凹凸を側面に設けた逆円錐台形状を形成したオス型を設ける。オス型の凹凸に対応する逆円錐台形状の凹陥部を設けたメス型を設ける。オス型の上面に握持部を設ける。メス型の上縁部の内側に向け丸みを設ける。メス型の上縁部の外側から繋がる側壁を設ける。メス型の底部に開穴を設ける。
(もっと読む)
段ボール製容器の深さを変えるための金型システム
本発明は、互いに向かい合わせで配置されている、可動金型部分10と固定金型部分20とを備える、段ボール製容器を製造するための金型システム1に関するものであり、金型システム1によって、段ボール・ブランク及び底部に連設された壁59から押圧される底部57、及び壁を取り囲み、プラスチックで少なくとも部分的に鋳造され、壁の上縁に連設されたリム50を有する容器500を製造することができ、これにより、固定金型部分20に関して移動可能な前記金型部分10は、コア41と、コア41に関して移動可能であり、シール表面5aを有し、コア41の周りを囲む、板状シール・リング5と、コア41とシール・リング5との間に合うように挟装することができ、容器上にリム50を形成するために使用される、シール・リング5とコア41の両方に関して移動することができる、カラー・リング6とを備える少なくとも1つのコア・プレート4を備え、固定金型部分40は、金型キャビティ71及びシール表面7aを備える少なくとも1つの金型プレート7を有する。本発明による金型システム1において、挿入部720は、金型キャビティ71の基部71bで支持され、取り外し可能なように基部71bに取り付けられ、これにより金型キャビティの深さHをその高さhだけ小さくし、したがって、挿入部720の連続表面71bは、金型キャビティの新しい底部71bとして働き、また段ボール・ブランクの圧縮段階で金型キャビティの内側を貫通するコア41の部分の長さHは、それぞれ、コア・プレート内のコア41を短いコアで置き換えるか、又はその長さを変えないコア41の基礎部分41gに、その長さを変えられる取付具部分41fを取り外し可能なように取り付けることによって、挿入部の高さhだけ短縮することができ、これにより、コア又はコアの前記取付具及び互いに対応する金型キャビティの基部の挿入部720は、容器壁59の上縁からの、段ボール・ブランクから押圧される、製造される段ボール・ブランクの深さ、つまり、容器底部57の距離を変えるために使用できる。 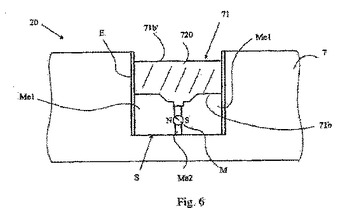 (もっと読む)
(もっと読む)
トレーの成形供給方法及びトレーの成形供給装置
【課題】菓子等の梱包ラインに、トレーを迅速に供給することができる、トレーの成形供給方法及びトレーの成形供給装置を提供する。
【解決手段】片面に熱可塑性樹脂がコーティングされた紙製のシート材料Sをホッパー40に貯留し、このホッパー40からシート材料Sを取出して加熱加圧してトレー形状に成形し、成形されたトレー1の熱可塑性樹脂の樹脂コーティング面に気体を吹付けて、加熱軟化した熱可塑性樹脂を急冷硬化させ、こうして成形されたトレー1を搬送コンベヤ20に載せて、トレー20に製品を載せて梱包するラインに供給する。
(もっと読む)
樹脂板の接合方法
【課題】単純な接合工程で、接合面に生じる段差を抑えて熱可塑性樹脂製の樹脂板を接合する。
【解決手段】接合する二枚の樹脂板を重ね、接合させる端部同士を揃えて形成させた端面に、その端面を覆う大きさで同じ熱可塑性樹脂製である接合板の、一方の面を当て、前記接合板と前記端面とを加熱溶解させて接着させて、上記接合板に二枚の前記樹脂板の端部をそれぞれ接合させた後、前記接合板の他方の面が接着可能に軟化している間に、上記接合板を、二枚の前記樹脂板の端部同士が接する箇所である接合線で折り曲げて、上記接合板の他方の面同士を接着させる。
(もっと読む)
紙製段ボール材の成形品及びその成形方法
【課題】紙製段ボール材を切断加工又は打ち抜き加工する際に生じるブランク材における紙粉の発生を防止すると共に、ブランク材を使用した完成品の取り扱い時に生じる紙粉の発生をも防止することのできる紙製段ボール材の成形品とその製造方法を提供する。
【解決手段】紙製段ボール材をカッター等の切断手段で所定の形状に切断又は打ち抜き加工して型取りされたブランク材1の切断手段によって生じた切断面の開口部を封止する。必要に応じて、切断手段による紙製段ボール材の切断又は打ち抜き加工域には、接着剤を塗布する。
(もっと読む)
中空体の成形方法、当該成形方法を用いた中空体、及び中空体容器
【課題】凹部が急峻な縁部であり且つ周縁部が平坦であるように樹脂製段ボール等の中空体を加工する中空体の成形方法を提供する。
【解決手段】内部に多数の中空部18を有する樹脂製中空体10に対して、その表面に凹部19を形成する中空体の成形方法であって、凹部に対応した刃先を有する刃物24を厚み方向に表面から第一深さまで押し込むことにより、凹部対応領域13を周囲から切り離すハーフカットステップと、周囲から切り離された凹部対応領域に対して、押圧体26を厚み方向に表面から第二深さまで押し込むことにより、中空体の凹部対応領域が厚み方向に押しつぶされた凹部を形成する押圧ステップと、を備える。
(もっと読む)
工作装置とその運用方法
【課題】 簡易な構造で各種の被工作物に対応できる工作装置を提供しようとする。
【解決手段】
従来の平板状の被工作物を表面に設定される軌跡に沿って切断する工作装置にかわって、被工作物を裏面から保持する保持面を持った被工作物保持台と、前記保持面に保持された被工作物を切断できる刃先を持った工作工具と、前記刃先が被工作物に表面の側から突き刺さる様に前記工作工具を前記保持面に交差する向きに所定の単位時間当たり回数Hで連続して往復運動させる工作ヘッドと、前記工作ヘッドを軌跡に倣って所定の送り速度Vで移動させる工作ヘッド移動機構と、を備え、前記単位時間当たり回数Hが前記送り速度Vの増加に対応して増加し、前記単位時間当たり回数Hが前記送り速度Vの減少に対応して減少する、ものとした。
(もっと読む)
包装用容器のための開口弁、及び開口弁を形成するための抜き型
【課題】白濁現象や亀裂が発生しないとともに、容器内に残留物を発生させるおそれが全くない、包装用容器のための開口弁を提供すること。
【解決手段】
包装用容器10に形成される開口弁20を、略U字状の弁部と、この弁部を包装用容器10側に連結する連結部と、この連結部の両側に位置して、弁部の先端円弧部より小さい半径の小円弧部23とにより構成したこと。
(もっと読む)
仕切付紙製容器の製造方法、仕切付紙製容器及び仕切付紙製容器の製造装置
【課題】 歩留まりよく仕切付紙製容器を製造することができる仕切付紙製容器の製造方法を提供する。
【解決手段】 紙製ブランク2を一対の金型3、4でプレス成形して仕切付紙製容器を製造する方法であって、一対の金型3、4を加熱して、この加熱した一対の金型3、4で紙製ブランク2を加熱しつつプレス成形して仕切付の紙製容器5を製造することにより前記課題を解決した。一対の金型が、メス金型3と、このメス金型3の上方に上下方向に移動可能に配置されたオス金型4とからなり、メス金型3が、オス金型4より高い温度に加熱されることが好ましい。また、紙製ブランク2が、100%パルプの紙基材を含むことが好ましい。
(もっと読む)
紙絞りトレー
【課題】容易な成形性、安価、及び軽量であるという従来の特徴を維持したまま、液漏れや、蓋材を封止する際に液噛みシールが防止できる紙絞りトレーを提供する。
【解決手段】紙絞りトレーにおいて、予め絞り成形部分に付与する罫線を側壁部罫線31Bとフランジ部罫線31Aとに分けて、底部11からフランジ部15へ向かう前記側壁部罫線31Bをフランジ部手前で分断し、前記フランジ部罫線31Aを前記側壁部罫線31Bの延長線から横方向へずらして設けることを特徴とし、また、上記側壁部罫線31Bのフランジ側の分断位置と、上記フランジ部罫線31Aの側壁側の位置が略同位置とし、さらに、上記側壁部罫線31Aのフランジ側の分断位置と、上記フランジ部罫線の側壁側の位置との間に罫線のない部分を設け、かつ、複数の上記側壁部罫線のフランジ側分断位置を結んだ位置へ液留め用罫線43を設けることも特徴とする。
(もっと読む)
角筒状曲面カートンの製造方法および製造装置
【課題】
製造能力の向上と高速化に伴う製造コストが嵩まず、かつ製品の仕上がりに優れる角筒状曲面カートンの製造方法及び製造装置の提供にある。
【解決手段】ブランク3を二つのブランクマガジン10から取り出す給紙部40と、接着剤を塗布する接着剤塗布部41と、ブランクを間欠回転運動するターレット式巻付け装置20の2個の柱状マンドレル21にセットする搬送・セット部42と、以下1/4づつ回転してブランクの巻付け圧着部43と、筒状仮容器形成部44と、この筒状仮容器2を、間欠回転運動を行うターレット式成形装置31の2個のアーム31に受渡す筒状仮容器抜取り・受渡し部45と、さらに1/4づつ回転して、筒状仮容器の押込み成形部と、角筒状曲面カートン成形部と、角筒状曲面カートン排出部とでなる製造装置である。
(もっと読む)
1 - 20 / 33
[ Back to top ]