
Fターム[3F027DA16]の内容
Fターム[3F027DA16]に分類される特許
1 - 20 / 68
ベルトコンベヤ装置の制御方法並びにベルトコンベヤ設備

【課題】 ベルトコンベヤ設備の省エネルギー化を図ると同時に、ローラ等の交換部品の長寿命化による保守コストの低減等を図る。
【解決手段】 バラ物を搬送物とするベルトコンベヤ装置で、走行しているベルト上の単位長さあたりに載せる搬送物の量を設定載置量として設定し、ベルトコンベヤ装置の運転中にベルト上に供給される搬送物の量が変化する場合に、搬送物の供給量の変化に対応させてベルトの速度を調整することによって、ベルト上に載せられた搬送物が設定載置量になるように制御する。本発明によれば、搬送物の量に合わせて必要最低限のベルト速度で運転するので、ベルト駆動力等のエネルギーを減少させることができ、さらに、ベルトコンベヤに使用されている軸受けの総回転数について、搬送量あたりの回転数を抑えることができるので、ローラ等の交換部品について長寿命化が可能になる。
(もっと読む)
鋼板の精整ライン搬送方法

【課題】退避位置に鋼板を退避させ、また搬送経路を変更することもできる鋼板の搬送方法の提供。
【解決手段】剪断後の鋼板を搬送する精整ラインであり、第1渋滞判定ゾーンの鋼板占有率がA%未満の場合は第2搬送テーブル列に鋼板を搬送し、第1渋滞判定ゾーンの鋼板占有率がA%以上で且つ、第1搬送テーブル列の後方に設定された第2渋滞判定ゾーンの鋼板占有率がB%以上の場合は第1仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第2トランスファー以降第2搬送テーブル列前方に設定された第3渋滞判定ゾーンの鋼板占有率がC%以上の場合は第2仮置場に鋼板を仮置し、第1渋滞判定ゾーンの鋼板占有率がA%以上、第2渋滞判定ゾーンの鋼板占有率がB%未満且つ、第3渋滞判定ゾーンの鋼板占有率がC%未満の場合は第2搬送テーブル列に鋼板を搬送する。
(もっと読む)
ワークの仕分け設備、その制御方法及びプログラム
【課題】単線の搬送路から複数列の仕分け棚にワークを格納する構成としつつ、ワークの順序の入れ替えの可能範囲を広げる。
【解決手段】ワークを一列に搬送する仕分け前搬送テーブル1と、各々複数のワークを一列に格納することのできる複数列の仕分け棚3a〜3cとを備え、仕分け前搬送テーブル1は、順方向及び逆方向のいずれにもワークを搬送することができる。仕分け前搬送テーブル1の順方向の上流側から第1仕分け棚〜第X仕分け棚が配列されている場合に、先行ワークを順方向に搬送して、第(x+1)仕分け棚(x:0〜X−1)の前に位置させる手順と、次ワークを順方向に搬送して、第x仕分け棚に棚入れする手順と、第(x+1)仕分け棚の前に退避させていた先行ワークを逆方向に搬送して、第x仕分け棚に棚入れする手順とを行う。
(もっと読む)
物品の収納設備
【課題】本発明は、容器の種類によって必要な出荷数の容器に物品を収納させるための物品の収納設備を提供することを目的とする。
【解決手段】物品の収納設備10は、容器12a,12b,12c,12dの移送および待機をおこなう第1の移送手段14、容器12a,12b,12c,12dを物品16の収納位置まで移送する第2の移送手段18、第1の移送手段14から第2の移送手段18に容器12a,12b,12c,12dを供給する容器供給手段20を備える。
(もっと読む)
不良品の排出方法
【課題】不良品排出の制御を行いながら良品の排出を最小限にすることができる方法を提供すること。
【解決手段】欠陥の検出位置から長尺帯状シートの加工位置までの走行距離と、搬送方向の製品の長さLに基づき、検出された欠陥がどの製品のどこに位置するかを予想する。製品中における予想された欠陥の位置に応じて、欠陥の検出位置に対応するシフトレジスタにのみ欠陥検出ビットを立てて不良品と設定するか、又は欠陥の検出位置に対応するシフトレジスタに欠陥検出ビットを立てるのに加え、その前側及び/又は後側に位置するシフトレジスタの1個又は2個以上に欠陥検出ビットを立てて不良品と設定し、下流の不良品排出位置で該不良品を排出する。
(もっと読む)
物品箱詰設備及び物品箱詰方法
【課題】本発明は、容器支持手段に支持された容器を他の容器へ入れ替える時であっても、横搬送コンベヤと横搬送コンベヤよりも下流側のコンベヤとの接続部に青果物が溜まることがなく、しかも、物品を均一に搬送することができる物品箱詰設備及び物品箱詰方法を提供することを目的とする。
【解決手段】物品箱詰設備10において、主投下コンベヤ24(a)及び副投下コンベヤ24(b)が容器14へ青果物16を投下する時に、制御手段30は、横搬送コンベヤ20に第一の横搬送速度V1で青果物16を搬送させ、入替手段13が容器支持手段12(a)及び(b)に支持された容器14を他の容器14へ入れ替える時に、制御手段30は、主投下コンベヤ24(a)及び副投下コンベヤ24(b)に青果物16の投下を停止させ、横搬送コンベヤ20に第一の横搬送速度V1よりも低速の第二の横搬送速度V12で青果物16を搬送させるように構成した。
(もっと読む)
フリーフローコンベヤにおけるセンサーユニット
【課題】接点の継断時の電気的スパークが発生することないため、フリーフローコンベヤが設置されるクリーンルーム内を高いクリーン度に保つことができ、製品の品質を保った状態で搬送する。電気抵抗値が増大するのを回避し、製品の搬送位置を長期にわたって正確に検出でき、センサーユニットを交換する必要がなく、長時間にわたって装置等の運転することができ、製品の製造効率低下を防止する。
【解決手段】各センサーユニット21a・21b、23a・23bを、一腕部に検知回転体31が回転可能に支持されると共に他腕部に弾性体33が取付けられ、弾性体33の弾性力により検知回転体31が単位コンベヤの搬送面から突出する位置と上記弾性体31の弾性力に抗して上記搬送面より下方の位置の間で回動可能に軸支される回動アーム27と、回動アーム27に設けられた作動片27cの通過に伴って検知信号を出力する無接点型センサ35とから構成する。
(もっと読む)
長尺農作物の方向修正搬送装置
【課題】長尺農作物の方向修正搬送のオートメーション化。
【解決手段】長手方向の一端側の向きが搬送方向下流側方向でないと識別された長尺農作物Aを、この長尺農作物Aの一端側の向きを搬送方向下流側方向に向かせるように修正しながら、コンベア3Bの搬送方向と交差する方向を搬送方向とするシュータ6に送り出し、長手方向の一端側の向きが搬送方向下流側方向であると識別された長尺農作物Aを、その向きを保った状態でシュータ6に送り出すようにし、このシュータ6は、向きが修正されて送り出される長尺農作物Aを、その向きを保った状態で搬送する。
(もっと読む)
物品搬送装置及び反射形センサー
【課題】物品の位置や姿勢を正確に判定して物品を円滑に分岐搬送路に移載することが可能な物品搬送装置を提供する。
【解決手段】分岐部2を有するローラコンベア装置であり、分岐部2の中心に反射形センサー12の本体部25が設けられている。反射形センサー12には、4個の発光素子と、1個の受光素子及が設けられている。発光素子の発光のタイミングと、受光素子からの信号発信のタイミングを考慮して、今回のON,OFF信号がいずれの発光素子の発光に起因するものであるかを判別し、中心認識出力を出力する。中心認識出力が全てONとなる状態を呈すれば、パレットの中心と、分岐部2の中心が一致している。
(もっと読む)
ワーク搬送装置及びワーク搬送装置の制御方法
【課題】ワークに対して何らかの処理を行う複数の装置へ、効率的にワークを搬送可能なワーク搬送装置を提供する。
【解決手段】ワーク搬送装置1は、設備100が有する第1の装置(3−1、3−2)へワークを搬送する第1の搬送部11と、第2の装置(3−3、3−4)へワークを搬送する第2の搬送部12と、第1の搬送部11に対する命令コードを、設備100が実行する動作の実行順序に従って記憶する第1の記憶部23−1と、第2の搬送部12に対する命令コードを、その動作の実行順序に従って記憶する第2の記憶部23−2とを有する。そしてワーク搬送装置1は、第1の記憶部23−1から設備の動作の実行順序に従って読み出した命令コードに応じた動作を第1の搬送部11に実行させ、第2の記憶部23−2から設備の動作の実行順序に従って読み出した命令コードに応じた動作を第1の搬送部11の動作とは独立して第2の搬送部12に実行させる。
(もっと読む)
ピッキング設備
【課題】本発明は、集品容器内に物品の偏りが発生することを防止できるピッキング設備を提供することを目的としたものである。
【解決手段】集品容器15を連続搬送するメインコンベヤ装置16と、集品容器15内の左側の物品14の容積を検出する第1容積センサ52、および右側の容積を検出する第2容積センサ53とを備え、メインコンベヤ装置16に沿って、ゾーン12毎に、ベルトコンべヤ装置33と物品移載装置34から構成される複数の自動移載装置31を備え、第1容積センサ52および第2容積センサ53により検出される集品容器15内の物品14の容積に応じて、自動移載装置31のベルトコンベヤ装置33から物品移載装置34へ物品14を切り出す速度、および物品移載装置34より集品容器15に物品14を投入するタイミングを変更する。
(もっと読む)
紙幣搬送システム
【課題】搬送に要するエネルギーコストを低減すると共に、駆動部品の使用時間の蓄積に伴う早期の劣化による故障の発生頻度を低減する。
【解決手段】幣搬送システム1は、搬送ライン3内の1以上の投入部3aから投入された紙幣2を搬送する。紙幣搬送システム1は、紙幣2を一時停止可能に搬送し、隣接する装置6・6間で搬送方向の上流側と下流側とを相互に連結することにより搬送ライン3を形成する複数の搬送ユニット装置6と、搬送ライン3の下流側の終端位置に配置され、該搬送ライン3により搬送された紙幣2を保管する金庫装置4と、搬送ライン3における紙幣2の位置情報を取得し、該搬送ライン3における紙幣2の保管スペースが埋まるように各搬送ユニット装置6毎に搬送動作と一時停止動作とを行わせる搬送制御装置5とを有する。
(もっと読む)
土砂搬送システム
【課題】土砂の搬送効率を向上させることが可能な土砂搬送システムを提供すること。
【解決手段】土砂5を搬送する搬送装置1と、任意の位置に配置され搬送装置1上に土砂5を投入する複数の投入装置3と、各投入装置3の土砂5の投入開始予定時刻Wsを設定する土砂投入管理装置4とを備え、土砂投入管理装置4は、投入予定時間Tsと到達時間Uとに基づき各投入装置3の投入開始予定時刻Wsを算出する算出部45と、当該算出結果に基づき各投入装置3の投入開始予定時刻Wsを設定する投入開始予定時刻処理部46Aとを有し、各投入装置3は、搬送方向上流側から搬送されてくる土砂5の有無を検知する搬送土砂検知センサ33と、当該検知結果に基づき、投入開始予定時刻Wsを含む所定の時間帯に搬送装置1上に土砂5が有るか否かを判定し、土砂5が搬送装置1上に無いと判定したときに土砂5を投入する投入決定処理部35Cとを有すること。
(もっと読む)
機械式シーケンサー
【課題】電気の専門知識なしで機械を自動運転、各個運転でき、安価に構成できるユニットを提供する。
【解決手段】電気シーケンスを使用しないで、機械の自動運転、各個運転ができるものであり、ギャモーター、カップリング、シャフト、ドラム、ドグ、およびリミットスイッチで構成して、自動あるいは手動でリミットスイッチのレバーをON.OFFするようにした圧縮空気で作動する機械式シーケンサーとする。
(もっと読む)
減列型物品搬送装置
【課題】 上流側搬送路における各列の物品滞留状態に応じて、物品を供給する列の適正な選択が行える減列型物品搬送装置を提供する。
【解決手段】 上流側搬送路10の各列に対し、あらかじめ設定した検出位置で物品の存否を検出する物品検出センサ40a、40b、40cと、物品検出センサからの信号により、上流側搬送路10における各列毎の物品の滞留状態を判断する滞留状態判断回路51と、上流側搬送路10の各列に対する複数の物品供給パターンがあらかじめ設定してある供給パターン設定部52と、滞留状態判断回路51による判断結果に基づき、供給パターン設定部52に設定してある供給パターンのいずれかを選択する供給パターン選択回路53と供給パターン選択回路53により選択された供給パターンにしたがい上流側搬送路10における物品供給列を選択する物品供給列選択回路54とを含む。そして、物品供給列選択回路54により選択された上流側搬送路10の物品供給列から、下流側搬送路20に物品を供給する。
(もっと読む)
搬送装置
【課題】搬送対象体をスムーズに搬送し得る搬送装置を提供する。
【解決手段】搬送ベルト11上の供給位置P1に供給されたリール部品100を目的位置P4に搬送するベルトコンベア2と、リール部品100を磁力によって吸着する吸着部31および吸着部31を供給位置P1の上方に移動させる移動機構を有して移動状態の搬送ベルト11上の供給位置P1にリール部品100を供給する供給装置4とを備え、吸着部31は、複数のリール部品100を吸着した状態で供給位置P1に位置しているときに、各リール部品100に対する吸着状態および非吸着状態を切り替えて各リール部品100を複数回に分けて供給位置P1に供給する。
(もっと読む)
物品供給装置
【課題】包装機への物品送出タイミングに一時的遅れが発生する場合の物品搬送処理を良好に行う。
【解決手段】駆動モータ7により走行駆動される複数の搬送コンベヤ3のうち包装機に向けて物品9を供給するタイミングに遅れが生じた際に包装機と第一搬送コンベヤC0,C1とを停止させる。第一搬送コンベヤC0,C1より上流側に配設された第二搬送コンベヤC2〜C6のうち特定の搬送コンベヤC2,C3が物品9を受け入れる際に、特定の搬送コンベヤC2,C3の上流側に隣接する搬送コンベヤC4〜C6で搬送される物品9の検知に基づき、特定の搬送コンベヤC2,C3を物品略一つ分ずつ搬送するよう間欠的に走行駆動して物品9を貯留し、包装機が運転可能な状態となり、特定の搬送コンベヤC2,C3への物品貯留数が所定数を越える時に、第一搬送コンベヤC0,C1の走行を再開させて、物品9を第一搬送コンベヤC0,C1に向けて搬送する。
(もっと読む)
棒鋼の整列積上装置
【課題】複数の棒鋼を互いに整列して積み上げるに際し、綾状結束による不良品の発生を確実に防止でき、装置の構造が簡素で低コストで且つ少ないスペースにより設置できると共に、操作も容易な棒鋼の整列積上装置を提供する。
【解決手段】複数の棒鋼bをほぼ径方向で且つ水平方向に沿って順次搬送する第1コンベアC1と、該第1コンベアC1の終端側における外側且つ水平に終端側が突出し、上記棒鋼bを搬送するチェーン(搬送帯)V2の表面が該第1コンベアC1の棒鋼bを搬送するチェーン(搬送帯)V1の表面よりも低く、且つ上側のチェーンV2が水平に配置された第2コンベアC2と、を含み、係る第2コンベアC2のチェーンV2の搬送速度Yは、第1コンベアC1のチェーンV1の搬送速度Xよりも低いと共に、少なくとも第2コンベアC2の終端側におけるスプロケット(車輪)S3の直径は、第1コンベアC1の終端側におけるスプロケット(車輪)S1の直径よりも小径である、棒鋼の整列積上装置1。
(もっと読む)
ゾーン分けされた集積コンベア
個別に制御可能なゾーンを備える集積コンベアが、集積した物品間の隙間を効率的に縮小するように制御されることができ、これは、それら隙間の縮小をもたらす状態の存在を判断し、必要に応じて制御ロジックを実行する制御ロジックによって達成される。集積コンベアは、フリーラン停止モードで制御され得る。集積コンベアは、詰まりを検出し取り除くように制御され得る。 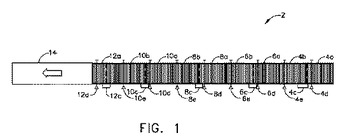 (もっと読む)
(もっと読む)
物品排除装置
【課題】
エアーを吹きつけて物品を生産ライン上から排除する構成であっても、適切に物品を排除することができる物品排除装置を提供する。
【解決手段】
本発明に係る物品排除装置100は、物品Aを一定方向に搬送するラインコンベア1と、エアーを吹きつけて物品Aをラインコンベア1から排除するエアージェット装置2と、物品Aの搬送状態を検出する搬送状態検出装置3と、エアージェット装置2を制御する制御部5と、を備えている。そして、制御部5は、搬送状態検出装置3で検出した物品Aの搬送状態に応じて、エアージェット装置2による吹きつけを制御する。
(もっと読む)
1 - 20 / 68
[ Back to top ]