
Fターム[3F029CA51]の内容
物品の積み重ね及び付属装置 (962) | 上からの積重ね手段 (263) | 把持装置 (86)
Fターム[3F029CA51]の下位に属するFターム
Fターム[3F029CA51]に分類される特許
1 - 16 / 16
荷役装置及び荷役方法
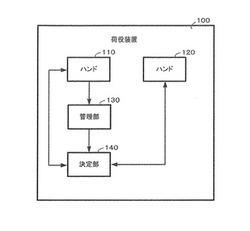
【課題】同一のパレットに対して複数のロボットハンドをアクセスさせる構成を備えながら、ロボットハンド同士が接触しないように、かつ作業速度を向上させることができる荷役装置及び荷役方法を提供する。
【解決手段】パレット上の複数のアクセス位置に対して、ワークの荷役を行う荷役装置であって、前記パレット上の前記複数のアクセス位置に順次アクセスする複数のハンドと、前記複数のハンドのうちの第1のハンドのアクセス位置を管理する管理部と、前記第1のハンドの前記アクセス位置に応じて前記複数のハンドのうちの前記第1のハンドとは異なる第2のハンドの移動経路を決定する決定部とを備える。
(もっと読む)
幅寄せ装置、パレタイズ搬送システムおよびパレタイジング方法

【課題】小型且つ低コストの装置によって、効率的にワークの幅寄せ作業を行う。
【解決手段】本発明の幅寄せ装置1は、パレット2上に載置された複数のワークWを、パレット2上にて密着整列させる幅寄せ装置1である。この幅寄せ装置1は、一対の幅寄せ体3,4と、押さえ体8とを備える。一対の幅寄せ体3,4をそれぞれ前進させて複数のワークWを押し込み、且つ、押し込まれるワークWとは反対側に配列される他の複数のワークWに対して、その側方から押さえ体8を当てておく。これにより、パレット2上にて複数のワークWを密着整列させる。
(もっと読む)
商品排出装置及び商品排出方法
【課題】同一パレットに種類の異なる商品の混在を防止することができる商品排出装置を提供する。
【解決手段】商品排出装置Sは、予め決められた第1の商品1の第1の所定個数の第1のデータから第2の商品2の第2の所定個数の第2のデータへの移行時、第1のデータ及び第2のデータに基づき、バーコードリーダー4により読み取られた第1の商品1と個数、第2の商品2と個数を積算し、第1の搬送手段3により搬送される第1の商品1の個数が予め決められた第1の商品1の第1の所定個数に満たない場合、満たない個数の第1の商品1を第1のパレットP1に、第2の商品2を第2のパレットP2に、それぞれ載置するように、パレタイザ7、空パレット供給手段6、第2の搬送手段5を制御する制御手段8を備えている。
(もっと読む)
包装ユニットを積み重ねる装置および方法
【課題】ピックアップ部材は、包装ユニットを載置した後、スタッキング場所のスタックから離れるように移動。
【解決手段】ピックアップシステムは、両側に2つのピックアップ部材13a,13bを有し、それぞれ対応する両側で1つずつ順番に包装ユニットを取り上げ、キャリアまで運ぶ。スタッキング場所としてのキャリアは実質的に垂直なスタックを運ぶ。包装ユニットを載せたキャリアを4分の1回転で回転させる回転装置と、スタックを搬出コンベヤに置くためのコンベヤと、スタックの最後の包装ユニットを載置した後、当該スタックを搬出する搬出コンベヤとを備える。ピックアップ部材はそれぞれ駆動され、形成されたスタックの少なくとも所定の高さから、包装ユニットを載置した後、スタッキング場所のスタックから離れるように移動される。
(もっと読む)
コイル多段積み方法
【課題】安全なコイルの段積み方法
【解決手段】コイルを多段積み方法において、その上段に載置するコイルと、該上段コイルと接触し、既にスキッドに載置されている2つの下段コイルにおけるコイルとスキッドあるいはコイル同士の接触点において発生する抗力がゼロ以上コイル耐荷重未満で、且つ、下段コイルの重心周りのモーメント力がつり合っている時にのみ上段コイルの載置を行うことにより段積みの際の荷崩れを発生させないようにしたことを特徴とするコイル多段積み方法。
(もっと読む)
幅寄せ装置、パレタイズ搬送システムおよびパレタイジング方法
【課題】小型且つ低コストの幅寄せ装置を提供し、全体の作業効率についても向上させる。また、上記幅寄せ装置を用いたパレタイズ搬送システムやパレタイジング方法を提供する。
【解決手段】本発明の幅寄せ装置1を、パレタイジングロボット103によってパレット2上に隙間をあけて載置された複数のワークを、整列面3a,4aを有する幅寄せ体3,4を水平方向に移動させて該整列面3a,4aを押し付けることで、該パレット2上にて密着整列させる幅寄せ装置とする。上記幅寄せ体3,4は、互いの整列面3a,4aが直交方向をむくように一対配置する。そして、一方の幅寄せ体3をその整列面3aの向きに移動させるとともに他方の幅寄せ体4をその整列面4aの向きに移動させる水平駆動機構を備える。
(もっと読む)
段積み搬出装置
【課題】 容器を、簡単な動作で効率良く搬出用の台車上に段積みする段積み搬出装置を提供することを課題とする。
【解決手段】
搬送されてくる容器を受け入れる受入台と;受入台に対して垂直方向に昇降し、容器を受入台上方に設定された支持位置まで持ち上げる持上装置と;容器の支持・解放が自在な支持手段を備えた支持搬送装置であって、支持位置にある容器を支持可能な状態になることができる第1位置とそれよりも上方の第2位置との間の昇降と、第2位置と第3位置との間の往復移動と、第3位置とそれよりも下方に設定された段積み位置との間の昇降を行う支持搬送装置と;段積み位置に対して垂直方向に昇降し、搬出台車を段積み位置まで上昇させ、また、搬出位置まで下降させる搬出台車昇降装置と;持上装置、支持搬送装置、搬出台車昇降装置の動作を制御する制御装置とを備えている段積み搬出装置を提供することによって、上記の課題を解決する。
(もっと読む)
容器スタッカー装置および容器スタッカー方法
【課題】容器を搬送しながら反転することにより反転装置を不要とし、反転不良や落下時の騒音をなくす。
【解決手段】入口コンベア1と、入口コンベア1へ搬入された各々の容器Aを上方へ持ち上げるリフティング装置2と、リフティング装置2の上方に上流端部を位置させ容器Aを個々に搬送しながら反転させる容器反転搬送装置3と、容器反転搬送装置3の下流端部の下方に位置する容器位置決め装置4と、容器位置決め装置4の下方位置に設けられるとともに順次下方へ移動可能な容器段積み装置と、容器段積み装置に段積みされた容器ASを排出する容器排出コンベア6とを有する容器スタッカー装置による。
(もっと読む)
オートパレタイザ
【課題】ローダの高速化を確実に実現できるオートパレタイザを提供すること。
【解決手段】ローダ3が製品を製品搬送方向に対して直交する水平なX軸方向、製品搬送方向と平行なY軸方向、および製品搬送方向に対して直交する鉛直なZ軸方向に移送するように構成されているオートパレタイザ1であって、ローダ3を、架台6と、架台6に対して架設された横行レール7と、この横行レール7をX軸方向に駆動する電動サーボモータ11と、横行レール7に取り付けられたメインキャリア16と、このメインキャリア16をY軸方向に駆動するリニアモータ17と、メインキャリア16に取り付けられた鉛直なポスト19と、このポストをZ軸方向に駆動する電動サーボモータ22と、ポスト19の下端に取り付けられて製品を保持する保持手段5とで構成した。すなわち、メインキャリア16のみをリニアモータ17で駆動する。
(もっと読む)
移動式搬送装置
【課題】 打痕や傷痕がない金属物品を全数検査することなく出荷可能な移動式搬送装置を提供することを課題とするものである。
【解決手段】 段積みのパレット群L中の最下部に位置するパレットは搬送装置筐体10内の図6に示すパレット40の位置に移動され、第二受取部22およびホッパー311が図2に示す位置に設置され、金属物品Wは金属物品受取部20の第一受取部21中を通過して第二受取部22に受け取られ、次いでホッパー311中に移される。金属物品Wを保持したホッパー311は、仕切部材41にて仕切られた複数の区画を有するパレット40の未収用区画の直上に金属物品移送部30により移動せしめられ、そこで底部を開いて当該未収用区画内に金属物品Wを投下する。
(もっと読む)
時間報知方法および同装置
【課題】加工ライン等へのワークの延着によるトラブルの発生を未然に防止する。
【解決手段】管理装置20は、鋼板コイルの保管庫1と、この保管庫1内のコイルWを搬送する天井クレーン12とを備えた保管設備に適用される。管理装置20は、コイルWの在庫数を記憶する在庫情報記憶手段と、コイルヤード10に載置可能なコイルWの最大数等を記憶する各種データ記憶手段と、コイルWの搬出要求に応じ、各記憶手段等に記憶されている情報に基づいて搬出対象コイルWをコイルヤードから搬送台車に移載する際の所要時間の期待値を演算する移載時間演算手段とを備えた管理装置本体、および移載時間演算手段で求められた期待値を、前記所要時間の予測値として表示する表示装置を有する。
(もっと読む)
時間報知方法および同装置
【課題】加工ライン等へのワークの延着によるトラブルの発生を未然に防止する。
【解決手段】管理装置20は、スラブの保管庫1と、この保管庫1内のスラブWを搬送する天井クレーン12とを備えた保管設備に適用される。管理装置20は、スラブWの在庫数を記憶する在庫情報記憶手段と、スラブヤード10に形成可能な積層体の最大数、基準時間等を記憶する各種データ記憶手段と、スラブWの搬出要求に応じ、各記憶手段等に記憶されている情報に基づいて対象スラブWをスラブヤードから搬送台車に移載する際の所要時間の期待値を演算する移載時間演算手段とを備えた管理装置本体、および移載時間演算手段で求められた期待値を、前記所要時間の予測値として表示する表示装置を有する。
(もっと読む)
倉庫保管/駐車方法とシステム、コンテナー倉庫保管システム、コンテナー埠頭及びコンテナー埠頭の荷役作業方法
【課題】倉庫保管/駐車方法と、該方法により建築された倉庫保管/駐車システム及びその応用を提供する。
【解決手段】倉庫保管/駐車方法であって、複数の保管階からなる少なくとも1列の直立する保管列が設けられ、各保管階に上、下階の貨物/自動車スペースと、その間に位置する水平輸送通路とが設置され、輸送通路と貨物/自動車スペースとは異なる水平面に位置し、上、下階の貨物/自動車スペースは夫々輸送通路の上方と下方に位置し、運搬機具は水平輸送通路において移動でき、運搬機具により、パレットに置かれた貨物/自動車は輸送通路に沿って運送され、運搬機具に配置されたリフト装置により、昇降方式で上階、又は下階の貨物/自動車スペースに対して出し入れ作業を行い、昇降機用の縦通路が設置され、前記縦通路は各保管階を貫き、前記昇降機は縦通路内で上下移動でき、且つ保管階の最も縦通路に近い貨物/自動車スペース、或いは運搬機具と貨物/自動車の交換転送を行える。本発明は更に該方法により建築される倉庫保管/駐車システム及びその応用と、コンテナー倉庫保管システム、コンテナー埠頭及び港でのコンテナー荷役方法に関する。本発明にかかる倉庫保管システムは、海運/空運、鉄道及び陸運の複合連絡運送と物流センターを構成できる。 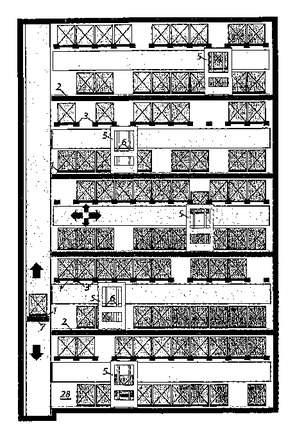 (もっと読む)
(もっと読む)
交互の層状に積み重ねるボトルのパレット搭載方法
交互の層状に積み重ねるとともに層間シートを挿入することにより、立った状態で正方形に整列されたボトルのパレット搭載方法であって、a内径の大きい把持ヘッドにより、一バッチのボトルを取る段階と、bバッチのボトルをテンプレート上に設置する段階と、c把持ヘッドの圧力を解放する段階と、dボトルの首部に層間シートを押し込む段階と、e前記テンプレートと前記層間シートとの双方により押し込まれたボトルの位置に適合している把持ヘッドの圧力を回復させる段階と、fバッチをパレット搭載ステーションへ移送する段階と、g前記ボトルをパレットの上に設置し、前記把持ヘッドの圧力を解放する段階と、次に、h希望する層数になるまで前記の段階を繰り返す段階と、を有し、前記テンプレート11は前記収集ステーションと前記パレット搭載ステーションの間に設置されていることを特徴とするボトルのパレット搭載方法。 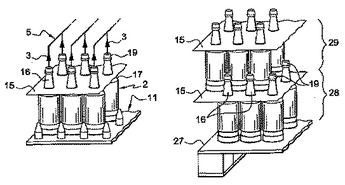 (もっと読む)
(もっと読む)
シート積載装置およびシート積載方法
【課題】サイクルタイムの短縮化を可能としたシート積載装置およびシート積載方法を提供する。
【解決手段】シート把持装置32と積載テーブルTとの間に設置された移送コンベア70は、該積載テーブルTの上方へ延出した第1状態および該積載テーブルTの上方から退避した第2状態の間で変位する。そして、第1状態においてシート把持装置32から軟質発泡樹脂シートSを受け取って積載テーブルTの側へ移送させ、該軟質発泡樹脂シートSの端縁部S2が該積載テーブルTの積載基準位置Pに到来した時点で第2状態へ変位して、当該軟質発泡樹脂シートSを該積載テーブルT上へ積載する。
(もっと読む)
自動荷積装置、及び偏荷重防止プログラム
【課題】 パレットに積載された複数の物品の荷重が略釣り合うように、複数の物品の
配置を設定できる自動荷積装置、及び偏荷重防止プログラムを提供する。
【解決手段】 自動荷積装置1は、物品2が各々積載される複数の荷積エリアaが中心mの周りに割付けされるパレットpと、複数の荷積エリアaを特定するための管理コードを記録する管理番号記憶装置3と、複数の荷積エリアaを後述の要領で順位付けして記録するサブ管理番号記憶装置4と、複数の荷積エリアaに物品2を搬入出する荷役装置5と、荷役装置5を制御する情報処理装置6と、複数の荷積エリアaの中から選択される荷積エリアaの管理コードが入力される入力装置7とを備える。
(もっと読む)
1 - 16 / 16
[ Back to top ]