
Fターム[3F081AA20]の内容
コンベア上の物品の姿勢制御 (7,432) | 物品 (965) | 定形物品 (957) | 容器 (245) | 箱、ケース、コンテナ (57)
Fターム[3F081AA20]に分類される特許
41 - 57 / 57
方向変換装置
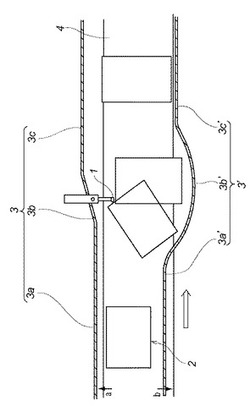
【課題】方向変換するための駆動系を要しない函の方向変換装置を提供する。
【解決手段】函の方向変換装置は、函2を搬送するコンベア4と、前記コンベア4による函の搬送経路に配置された邪魔部1と、前記コンベア4の第1、第2の側方a,bに配置され、前記コンベア4によって搬送される函2をガイドする第1、第2ガイド3,3’とを備える。前記コンベア4によって搬送されている函2の一部分が前記邪魔部1に突き当たることによって、前記コンベア4の搬送面に対して垂直な軸回りで該函2が90度回転し、前記邪魔部1は、函2に接触しうる部分13が曲面で構成されている。前記第2ガイド3’は、前記コンベア4によって搬送されている函の一部分が前記邪魔部1に突き当たることによって該函1が90度回転することを許すように前記第2の側方bに向けて湾曲した部分を含む。
(もっと読む)
方向転換装置

【課題】物品13の方向転換を正確かつ安定してでき、物品13の方向転換の制御および調整も容易にでき、高性能な駆動機器も必要ない方向転換装置11を提供する。
【解決手段】搬送コンベヤ17の始端部に、物品13を検知するセンサPR0を設ける。センサPR0で方向転換対象の物品13を検知したとき、2列のコンベヤ列18a,18bの搬送方向上流側のブロックB1から少なくとも物品13の方向転換が完了する例えばブロックB4までの複数のブロックB1〜B4を一度に異速制御する。2列のコンベヤ列18a,18bのブロックB1〜B4を一度に異速制御することにより、2列のコンベヤ列18a,18bに跨って載る物品13を方向転換する。異速制御を下流側の各ブロックに順次シフトするのに比べ、物品13の方向転換が正確でかつ安定し、物品13の方向転換の制御および調整も容易で、瞬時に変速可能な高性能な駆動機器も必要ない。
(もっと読む)
フィン整列装置
【課題】構成の簡略化を図り、小型化が可能となるフィン整列装置を提供する。
【解決手段】前工程で成形されるフィン10を整列させるフィン整列装置において、フィン10を並列に複数本収容して整列させると共に、フィン10の並ぶ方向に摺動可能な第1フィン整列部110と、第1フィン整列部110の下側に設けられ、フィン10を並列に複数本収容して整列させると共に、フィン10の並ぶ方向に摺動可能な第2フィン整列部120と、順次成形されるフィン10を第1、第2フィン整列部110、120に複数本ずつ交互に切替え投入するフィン投入切替え部130とを設ける。
(もっと読む)
自動系外排出・供給搬送システム
【課題】 障害発生時に上流ラインの稼動を止めることなく製品を一時保管自動倉庫に収納し、障害が回復した際に自動倉庫から出庫して最終梱包ラインに供給する、バンド掛け状態の製品またはピロー包装された製品の自動系外排出・供給搬送システムを提供する。
【解決手段】 排出製品整列ストッパ機構10と、製品移載機構20と、トレー保持交換・ポケット内整列機構30と、トレー移載機構40と、を少なくとも備え、バンド掛け状態の製品またはピロー包装された製品が供給ベルトコンベア11に載って下流側梱包ラインに送られているときに、その梱包ラインに障害があり停止した場合或は停止させた場合、上流側工程ラインを停止させないで、送られてくる供給ベルトコンベア上の製品を、一時的にライン系外にストックする自動系外排出と、一時的にストックされた製品を供給ベルトコンベアに戻して下流梱包ラインに供給する自動系外排出・供給搬送システム。
(もっと読む)
製品を運搬し、且つ製品をバッファするためのバッファーコンベア
製品を運搬し、且つ製品をバッファするためのバッファーコンベアは、第1の細長いコンベア(7)と、反対方向に駆動することができる第2の細長いコンベア(8)とを備える。第1のコンベア及び第2のコンベアは、互いに少なくとも略平行で、且つ互いに隣接する経路に延在される。移動ユニット(11)は、前記経路において第1のコンベア及び第2のコンベアに少なくとも略平行に移動可能であり、移動ユニット(11)には、第1のコンベアから第2のコンベアに製品を移動するための移動装置(17)が設けられる。移動ユニットは、好ましくは、第1のコンベア及び第2のコンベアの速度に応じて、移動ユニットを移動するための駆動ユニットを備える。移動ユニットの駆動ユニットは、少なくとも部分的に移動ユニットの動きを追従する駆動モータ(12)を備える。 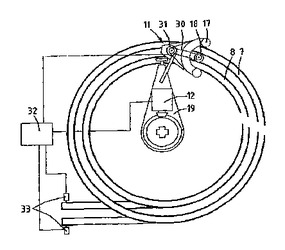 (もっと読む)
(もっと読む)
物品処理装置
【課題】搬送手段にて載置搬送される搬送姿勢の物品を積み付け姿勢にて物品収納体に積み付けることができながら、搬送手段にて物品を適正に搬送する。
【解決手段】物品1を搬送姿勢にて載置搬送する搬送手段2と、物品1が積み付け姿勢にて積み付けられる物品収納体3と搬送手段2との間で物品を移載する物品移載手段5とが設けられ、物品1を物品収納体3に積み付けるときに、搬送手段2にて載置搬送される物品1を搬送姿勢のまま受け取りその受け取った物品1を積み付け姿勢に姿勢変更して物品移載手段5に受け渡す姿勢変更手段6が設けられている。
(もっと読む)
方向転換装置
【課題】搬送時間を短縮することができる方向転換装置を提供する。
【解決手段】同じ長さを有し、何れか一方が第1搬送レール16と同じ高さで、他方が一方よりも下方に配置され、且つ、互いに垂直で、2つの中点が同一鉛直線上に位置するように配置され、FOUP5を搬送する直線状の第1及び第2搬送路3・4と、その中点を中心に、第1及び第2搬送路3・4を同時に回転させるターンテーブル2及び回転部22と、第1及び第2搬送路3・4を鉛直方向に移動させる昇降部23と第1搬送レール16からFOUP5が第1搬送レール16と同じ高さの搬送路に排出されると、第1及び第2搬送路3・4を略90度回転させ、FOUP5を搬送路外に搬出した後、第1及び第2搬送路3・4の鉛直方向の位置を入れ替えるように制御する制御部21とを備える。
(もっと読む)
コンベア設備
【課題】傾斜搬送経路での被搬送物の滑走搬送を、被搬送物の形状や重量などに関係なく、常に所定の速度またはそれ以下の速度で確実に行え、高速で搬入された被搬送物は所定の速度に減速し得るコンベア設備を提供する。
【解決手段】コンベアフレーム23に複数のローラ25を遊転自在に配設した傾斜ローラコンベア21を有するコンベア設備10である。複数のローラの下方に駆動ベルト40を配設し、駆動ベルトが下方から当接される回転体41をコンベアフレーム側に遊転自在に設けた。回転体に、ワンウェイクラッチ47を介して輪体48を設け、輪体は少なくとも1個のローラに下方から当接させた。ワンウェイクラッチは、駆動ベルトにより回転される回転体に対して輪体が高速回転することを阻止するように構成した。
(もっと読む)
コンベアライン上の箱状体をグループ化する方法及び該方法を実行するための装置
本発明における箱状体2をグループ化する方法は、列を成した箱状体のうち先頭の箱状体を停止させた後に、グループ化を待っている上流側の縦列の第1の箱状体に対して列の最後の箱状体を横方向に移動させるステップと、最後の箱状体によって解放される空間に上流側の縦列を保持するために停止ユニット15を導入するステップとを含んでいる。コンベア装置は、箱状体を案内するために利用され、少なくとも箱状体の長手方向の寸法に対応する所定長さで横方向に移動され、且つ列の箱状体の位置でファンネル21を形成する、無端処理された横方向のレール9と、ファンネルを押すことによって最後の箱状体を横方向に移動させるために利用され、上流側の縦列の第1の箱状体を保持する停止ユニット15とを備えている。  (もっと読む)
(もっと読む)
搬送装置
【課題】被搬送物を適切に搬送できる搬送装置を提供する。
【解決手段】搬送装置2は、第1無端体12と第2無端体32とを備える。第1無端体12には、断面略L字状で板状の複数の第1支持体13を並設する。第2無端体32には、断面略L字状で板状の複数の第2支持体33を並設する。容器Wは、第1支持体13および第2支持体33の移動によって搬送途中で水平姿勢から傾斜姿勢へと姿勢変更する。
(もっと読む)
製品をグループ分けする方法及び装置
【課題】空ポケットを充填して所定の個数の製品を含む群を形成する転送機構を提供する。
【解決手段】転送機構9において、製造機3の第1のポケット式の排出コンベヤ22及び群形成機6の第2のポケット式の投入コンベヤ29は、それぞれ、互いに逆向きの第1及び第2の方向に連続的に移動しており、ポケット式の転送部材37によって、互いに接続されている。転送部材37は、第1及び第2のコンベヤ22、29の間に介在され、第1及び第2のコンベヤ22、29を横切る回転軸40を中心として、選択的に回転するように動作し、あるいは回転軸40を横方向に移動し、第2のコンベヤ29と共に平行移動し、第1コンベヤ22上の1つ以上の空隙部分を充填するように動作し、あるいは回転軸40を横方向に移動し、第1のコンベヤ22と共に平行移動し、群形成機6と同期して、第2のコンベヤ29上に一連の空隙部分を形成するように動作する。
(もっと読む)
自動センタリング装置
【課題】本発明は物品の大きさによらずに簡略に物品の中心線と基本位置を合わせてこ
れを停止させることができる自動センタリング装置を提供する。
【解決手段】本発明の自動センタリング装置は、前端と後端とを有する物品を搬送方向
へ向けて一定速度で搬送し、搬送方向の途中に設定される基本位置に、前端と後端との中
心線を合致させて物品を位置決めする自動センタリング装置である。物品を搬送方向へ搬
送する搬送装置と、物品が搬送装置により搬送される工程で、物品の前端乃至後端を検知
して検知信号を送出する検知センサと、基本位置に配置され、物品の前端を位置決めでき
る可動ストッパと、検知信号に基づき可動ストッパを、物品が搬送される速度の半分の速
度で搬送方向へ移動させる移動手段とを備え、検知センサが物品の後端を検知すると同時
に、移動手段は可動ストッパの搬送方向への移動を停止させる。
(もっと読む)
商品の自動段積包装装置
【課題】 高速化と装置の簡素化を図った自動段積包装装置を提供する。
【解決手段】 商品Gを一列に搬送する搬送路1の先端部の一方側に直交させて一段列幅の商品集積路3,4が複数設けられ、他方側には前記複数の商品集積路3,4のそれぞれの列数に対応させて前記一列に搬送された商品Gを前記それぞれの列に順次均等に供給する殴打杆5〜10が設けられ、前記複数の商品集積路3,4の先端部に直交させて包装資材Pの搬送路16が設けられ、前記複数の商品集積路3,4上方には該商品集積路3,4の先端に位置した一段分の商品Gを吸着、移送及び吸着解除して前記包装資材P中に充填する商品充填装置24がそれぞれ設けられてなる。
(もっと読む)
搬送装置の搬送物滞留構造
【課題】 搬送される搬送物に搬送抵抗を付与することで、その搬送経路での搬送物の一時滞留を可能にしながらも、このときの搬送物が受ける搬送力とその搬送力に対する抗力とに起因して搬送物が振動する不都合が発生することを回避できるようにする。
【解決手段】 搬送物1を搬送する搬送経路Rに搬送物1を一時的に滞留させる滞留部A1を設け、その滞留部A1に、搬送物1に搬送抵抗を付与する搬送抵抗付与手段7Cと、搬送物1の一部又は全体と搬送機構5の搬送作用部5Dとを離間させて、搬送物1に作用する搬送機構5の搬送力を低下させる搬送抑制手段7Eとを設けてある。
(もっと読む)
トレイ搬送システム
【課題】 本発明では、このトレイ搬送システムを改良し、トレイ搬送システムの搬送路が占める床面積を最小限に抑えることを課題とする。
【解決手段】 板状ワーク3を載せるトレイ2と、該トレイ2が搬送される搬送路10と、該搬送路10に沿って配置された処理装置11・11・・・と、を備え、板状ワーク3を載せたトレイ2は搬送路10上を搬送されてトレイ2上の板状ワーク3が処理装置6に供給されるトレイ搬送システム1であって、前記搬送路10は、トレイ2を水平状態で搬送する実トレイ搬送路13と、トレイ2を水平状態から起こした状態で搬送する空トレイ搬送路14と、を有する構成とする。
(もっと読む)
函の反転搬出装置
【課題】 主としてびんなどの大きな落ち物のために高速化が損なわれたり、落ち物の監視や処理のための人手が要らない函の反転搬出装置を提供する。
【解決手段】 上向きで受け入れた函1を上下反転させて搬出コンベア13で下向きに受載し搬出するのに、函1が下向きに反転される際、また反転された際に残留物などが函1から落ち、または分離する落ち物14を搬出コンベア13の函1の搬送経路15から除去する落ち物除去手段16を設けた。
(もっと読む)
函の検出方法と装置、それらを利用した函の反転搬送装置
【課題】 函の反転不良による労力や生産性への影響を軽減し、またはおよび函の反転不良のウオッチングに好適なようにする。
【解決手段】 函1の反転後の搬送経路100において、窓1eを有した函1の種々な向きに対応して検出し分ける第1〜第3のセンサS1〜S3と、これら第1〜第3のセンサS1〜S3の検出結果から函1の向きなどの異常を判定する異常判定手段と、判定結果に基づき搬送の停止、向き不良の函の排除、警報を始めとする少なくとも1つの措置を行い、またはおよび、判定結果を外部出力できるように蓄積して反転機能の評価、向き異常の分析や対策などに供する制御手段と、を備えたものとして、上記の目的を達成する。
(もっと読む)
41 - 57 / 57
[ Back to top ]