
Fターム[3F081BA02]の内容
コンベア上の物品の姿勢制御 (7,432) | 用途、目的(供給) (365) | 連続物品を複数個分離し供給するもの (105)
Fターム[3F081BA02]に分類される特許
41 - 60 / 105
物品搬送装置
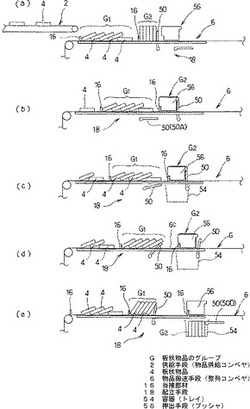
【課題】壊れやすい物品4でも損傷することなく起立させて集積することを可能にする。
【解決手段】物品供給コンベヤ2によって一定の間隔で搬送されてきた板状物品4を、その下方に配置された整列コンベヤ6上に落下させて前方の物品4の後端部上に後方の物品4の前端部を重ねた状態にして供給する。複数の物品4を供給した後、整列コンベヤ6を短時間加速して、複数の物品のグループGと後方の物品のグループGとを切り離す。整列コンベヤ6の下方に、先頭の物品4の下面に係合可能な起立フィンガ50を備えた起立手段18が設けられており、グループ4の先頭の物品4を立ち上げることにより複数の物品4を起立させる。後方の当接部材16と前方の起立フィンガ50によって保持した物品4を、整列コンベヤ6上を横断するプッシャ56によって押し出してトレイ搬送コンベヤ52上のトレイ54内に収納する。
(もっと読む)
製品方向変換装置

【課題】縦一列になって搬送されてくる製品を所定の角度で搬送方向を高速で且つ安定して方向変換する方向変換放置を提供することであり、例えば90度のような変換角度であれば、縦方向の流れを横方向流れに変換する製品方向変換装置を提供する。
【解決手段】前工程から一列、縦流れに搬送されてきた製品A,B,Cを、間欠作動式ベルトコンベヤ2bを含む間隔修正コンベヤにて定ピッチに修正する。駆動機構22の駆動によって移動・変換機構24が作動し、吸着ユニット23を搬送コンベヤと同速で移動しながら吸着部材42,42の吸盤45,45がコンベヤ上より製品A,Bの吸着を行い、板カム55とカムフォロワ59とのカム作用によって吸着部材42が回転して,例えば90度方向変換をさせたところで吸着を解除して製品をコンベヤに受け渡す。製品の間隔を修正し、吸着してから方向変換するので、安定して方向変換をすることができる。
(もっと読む)
箱詰めティシュペーパー製品の製造方法
【課題】簡単且つ低コストな構成で、ティシュカートンの搬送効率を向上することが出来、最終的には5個詰めのパックとして包装される箱詰めティシュペーパー製品の製造方法を提供すること。
【解決手段】搬送における下流側に搬送されるに伴い、隣り合うティシュカートン同士の間隔を狭くしながらティシュカートンを搬送し、搬送されたティシュカートンをパドルによって平行移動して所定個のティシュカートンのまとまりに分ける。
(もっと読む)
長物野菜の箱詰め装置
【課題】箱詰め装置における部品点数の削減とコンパクト化とを図る。
【解決手段】本願発明の箱詰め装置1は、上向き開放状の箱体Bが載置される載置台2と、前記箱体B内に移送される一段分の長物野菜Mを並列に載せる移載棚3とを少なくとも備える。前記移載棚3は、前記長物野菜Mの載る棚部17が前記箱体B内に向かう斜め下向きの傾斜姿勢となり得るように、前記載置台2の上方にある横軸19回りに回動可能な状態で、前記載置台2の上方に配置する。
(もっと読む)
電子部品搬送装置
【課題】シートに貼付された複数のマトリクス状の電子部品を、安定して個々の電子部品に個片化して搬送することができる電子部品搬送装置を実現する。
【解決手段】本発明に係る電子部品搬送装置1は、マトリクス状のLEDチップ2aを搬送する第1の搬送手段と、UVシートを6剥離する剥離プレート20と、マトリクス状のLEDチップ2aを、複数の列状のLEDチップ2bに分離する第1の分離搬送機構30と、列状のLEDチップ2bを搬送する第2の搬送手段40と、列状のLEDチップ2bを個々のLEDチップ2に分離する第2の分離搬送機構とを備える。第1の分離搬送機構30は、第1の搬送手段10より搬送速度が高い第1の載置面32aを有し、UVシート6が剥離されたマトリクス状のLEDチップ2aは、搬送方向に対して垂直な方向に並んでいる列ごとに、第1の載置面32aに載置されて第2の搬送手段40に移動する。
(もっと読む)
包装袋集積装置
【課題】複数の搬送ラインにて一定の搬送サイクルで連続的に供給される包装袋を、搬送ライン毎に規定枚数に集積する包装袋集積装置において、生産性を向上させる。
【解決手段】搬送ラインより供給される包装袋を、一次集積枚数N1まで集積する一次集積部と、一次集積部より包装袋を受け取るとともに、搬送ラインより供給される包装袋をさらに集積して、規定枚数N2まで集積する二次集積部と、二次集積部にて集積された包装袋組を受け取り、一定のサイクルにて搬出位置に移動させて、包装袋組を後工程に搬出する包装袋組搬出装置とを備え、二次集積部にて規定枚数N2まで集積された後、搬送ラインより次に供給される包装袋は一次集積部にて集積され、一次集積部にて一次集積枚数N1に達するまで包装袋が集積されている間に、二次集積部から包装袋組搬出装置への包装袋組の移動が行われる。
(もっと読む)
物品供給装置
【課題】複数個単位で切り出された集合品を、各物品が略隙間無く寄せられた状態で供給する。
【解決手段】供給コンベヤ22の上流側に接続される切り出しコンベヤ20は、物品貯留時には各コンベヤ20a,20b,20cに1個ずつ物品10を載置して停止し、物品切り出し時には切り出し数に対応する数のコンベヤ20a,20b,20cの走行を一斉に開始して供給コンベヤ22に切り出し数分の物品10を送り出す。供給コンベヤ22の搬送途中に、集合品を一対の支持片40,42で前後から挟んで各物品10を略隙間無く寄せた状態とする集合手段44が配設される。集合品の集合動作後に、前方に位置する一方の支持片40は搬送路外へ退避し、後方に位置する他方の支持片42は前進移動を停止または減速して次の集合品の集合動作を待機する。
(もっと読む)
物品供給装置
【課題】高速包装処理時に前工程からの物品の供給に遅れが生じた場合、後工程の包装機への物品の供給タイミングに合わせて物品を移載できる装置を得る。
【解決手段】搬送コンベヤ5は前工程から搬送される物品を受入位置Aで区画部10に受け入れて排出位置Bまで搬送する。ロボット7は排出位置Bの区画部10から所定個数の物品を取り出す把持部16を有している。把持部16が搬送コンベヤ5から取り出した物品を、後工程の包装機3に接続した供給コンベヤ6に載置する。前工程から搬送される所定時間あたりの物品数に対する包装機3の処理能力の差によって、搬送コンベヤ5の受入位置Aから排出位置Bまでの区画部10に収容された物品の貯留量を変化させる際に、物品の貯留量を増加させる条件が満たされると包装機3の処理能力を低くし、物品の貯留量を減少させる条件が満たされると包装機3の処理能力を高くする。
(もっと読む)
シート状物品の横方向間隔変更装置
【課題】 高速運転により搬送路からシート状物品が落下したとしても、その落下したシート状物品が駆動手段に接触して損傷することなく、高速対応できるようにすること
【解決手段】 シート状物品(PTPシート1)を2列で搬送するための搬送路13a,14a,15aと、その搬送路の上方に配置され、その搬送路に沿って移動しつつシート状物品を押送する押送コンベア装置12を備える。2列の搬送路の間隔は、搬送方向に沿って徐々に変化する方向変換領域(第2搬送路14a)を有し、押送コンベア装置は、搬送路ごとに配置される押送爪と、その押送爪を各搬送路に沿って移動させる駆動手段と、を備えて構成した。
(もっと読む)
箱の搬送姿勢変更装置およびその方法
【課題】箱を転倒しやすい状態で搬送する場合、何らかの転倒防止機構を組み込む必要があり、設備コストが増大するなどの不具合がある。
【解決手段】ティシュカートン11の搬送姿勢を変更するための本発明の装置は、前後面26が上下方向を向くようにティシュカートン11が導かれる搬入端部38bおよび搬出コンベヤ35の搬入端35aに接続する搬出端部38aを有するテーブル38と、下端部がテーブル38の搬入端部38bの上方に位置すると共に上端部が搬入コンベヤ34の搬出端34aに接続し、前後面26が搬送方向の前後を向くように搬入されるティシュカートン11をその前後面26が上下方向を向くようにテーブル38の搬入端部38bに導くシュート39と、テーブル38の搬入端部38bに導かれたティシュカートン11を搬出端部38aに向けてそのままの姿勢で押し出すための送出手段40とを具える。
(もっと読む)
円筒状部材供給装置
【課題】所定の位置に整然とした状態で目的とする円筒状部材を効率よく供給し得る装置を提供する。
【解決手段】本発明の円筒状部材供給装置10は、円筒状部材20を所定の位置に搬送する搬送部30と、円筒状部材を搬送部に供給する部材供給部50とを備えている。部材供給部は、円筒状部材を貯留する貯留部70と、貯留部に貯留されていた円筒状部材を搬送部に送り出す送出部55とを備えている。送出部は、貯留部と搬送部との間に搬送部に対して傾斜して配置された供給スロープ60と、供給スロープ上を搬送部方向に転がり移動する円筒状部材の数量を調節する規制部65とを備えている。
ここで規制部は、供給スロープ上における規制部よりも上流側に貯留部から排出された円筒状部材のうち規制部よりも下流側の供給スロープ上に同時に排出される円筒状部材の数を所定数またはそれ以下に限定するように構成されている。
(もっと読む)
パーツ供給装置
【課題】パーツの形状や種類に特化しない汎用性の高いパーツ供給装置を提供する。
【解決手段】搬送コンベア22によって搬送されたボルトを、カメラ24によって画像認識し、画像認識されたボルトをロボット26によって次工程に移送するボルト供給装置1において、ホッパー10から螺旋フィーダ14を介して搬送されるボルトを第1貯留箱16に一時貯留し、第1貯留箱16の重量を第1重量計測装置18が計測し、第1重量計測装置18が一定重量を計測した場合に、搬送コンベア22に対して第1貯留箱16のボルトを供給するようにしたことにより、搬送コンベア22におけるボルトの量が、後流側のカメラ24における画像認識精度を保つ程度の量となるように調整することが可能になる。このように、ボルトの姿勢を整えるための装置を必要とせず、重量の計測によるボルトの供給量の制御のみでカメラ24による認識精度を保つことが可能になる。
(もっと読む)
グルーピング装置、搬送ライン、無菌充填システムおよび搬送方法
【課題】ガス噴流によって容器を搬送する際に、容器を破損させてしまうことなく安定して容器を搬送することを可能にする。
【解決手段】搬送ライン20は、ガス噴流によって容器90を搬送する搬送装置と、搬送装置による容器の搬送経路25に沿って設けられたグルーピング装置50と、を有している。グルーピング装置50は、順次搬送されていく容器の搬送間隔を調節することにより、互いに近接した二以上の容器からなるグループを形成することができる。搬送装置は、形成されたグループ単位で容器を搬送する。
(もっと読む)
フォーマットされたトータルパッケージを形成するための方法及び装置
本発明は、コンベヤベルト上で搬送される、互いに当接し、同サイズの、特に食品によって形成された所定の数の個々の堆積物から成るフォーマットされたトータルパッケージを形成するための方法と装置とに関わる。第1のコンベヤベルト上の前記個々の堆積物は、緩衝ラインを形成し搬送方向で第1のコンベヤベルトに隣接している第2のコンベヤベルトに、互いに所定の間隔を空けて所定の速度VB1で供給される。前記個々の堆積物は、前記第2のコンベヤベルトの始まりの部分で、互いに当接した個々の堆積物から成る緩衝堆積物へと堆積され、これら緩衝堆積物は、前記第2のコンベヤベルト上で、VB1より低速の速度VB2で搬送される。前記第2のコンベヤベルトの一端部で、トータルパッケージが、送出用のコンベヤベルトによって、VB2より高速の速度VB4で、前記緩衝堆積物から分離される。前記個々の堆積物の堆積及び/もしくは分離の工程の間に搬送方向に移動される遷移部が、前記コンベヤベルト間に配置されている。 (もっと読む)
箱詰め装置
【課題】短時間で多量の商品の姿勢を変更することができる箱詰め装置を提供することである。
【解決手段】集積部AR1により包装物110が複数重ね合わされ、当該重ね合わされた包装物110が、第1搬送部200、第2搬送部400、第3搬送部410、伸縮性搬送部420により搬送される。伸縮性搬送部420は、第1整理板405、第2整理板406および第3整理板406を有し、第1整理板405は、包装物110を遮蔽または通過させるように進退移動し、第2整理板406は、伸縮性搬送部420の下流側から第1整理板405側への移動および第1整理板405側への回転の少なくとも一方を開始して包装物110の姿勢を変更させ、第3整理板406は、第1整理板405、第2整理板406により姿勢の変更された包装物110を箱詰め工程に移送する。
(もっと読む)
物品搬送装置
【課題】グルーピングされる物品以外の圧力を受けずに、物品をグルーピングできる物品搬送装置の提供を目的とする。
【解決手段】複数列に配列され、かつ搬送方向に連続して供給されるペットボトルPBを搬送する供給部2と、供給部2で搬送されるペットボトルPBが順次移送され、所定個数のペットボトルPBの搬送方向の間隔を狭めるとともに、列と直交する方向である行方向に沿って各列のペットボトルPBを整列させるグルーピング部3とを備える。グルーピング部3は、一つのペットボトルPBを載せて搬送する、独立して速度調整が可能な複数の搬送台車LMでペットボトルPBを搬送するので、グルーピングされるペットボトルPBからの圧力さえ受けることなくペットボトルPBをグルーピングできる。
(もっと読む)
物品搬送装置
【課題】先頭の物品、例えばペットボトルが、グルーピングされるペットボトル以外の圧力を受けずに、グルーピングできる搬送装置。
【解決手段】複数列に配列されるペットボトルPBを第一速度V1で搬送する第一コンベア20と、第一コンベア20で搬送されるペットボトルPBが移送され、第一速度V1よりも速い第二速度V2でペットボトルPBを搬送することにより、第一コンベア20を搬送されるときよりもペットボトルPBの間隔を広げる第二コンベア30と、第二コンベア30において、4本のペットボトルPB毎に挿入され、第二速度V2よりも速い第三速度V32で搬送方向に移動して、4本のペットボトルPBの搬送方向の間隔を狭くするグルーピング手段と、を備える物品搬送装置。
(もっと読む)
容器送出装置
【課題】一列で送り出す容器が、移動時に転倒することを防止するとともに、一列の容器の個数が異なり、あるいは一列の容器の先頭と後方の位置が異なる場合でも対応可能にする。
【解決手段】複数列に整列され、その列の方向と直交する方向に前進される容器群の、先頭の一列を分離する容器分離手段(リリーステーブル14)と、この一列の容器2の送り出し方向の先頭の容器2と、後端の容器2をそれぞれ支持する前方ガイド部材60および後方ガイド部材62と、これら両ガイド部材60、62を容器2の送り出し方向に移動させるサーボモータを備えており、前方ガイド部材60と後方ガイド部材62は、それぞれ別のサーボモータによって移動される。
(もっと読む)
物品の流れを取り扱う装置及び方法
所定の進行速度vinで搬入される(例えば、使い捨て吸収パッドのような製品A)物品の流れから始まって、物品Aの搬出の流れを形成する装置10であって、装置は、長手方向に搬入される物品Aの流れを受け入れるスクリューコンベア14を含む。スクリューコンベアは、少なくとも1つのスクリュー142を含み、当該スクリューの螺旋は、進行する物品Aと作用して、スクリュー142による物品Aの搬送を決定する。最初の進行速度に対して物品Aの搬送速度を変化させるように、スクリュー142の回転速度が調整される。特に、スクリュー142による物品Aの搬送速度(vapp)が、最初の進行速度(vin)の約数となるように調整され、物品Aの搬出の流れには、積み重ねられた物品のグループが含まれる。各グループは、初期進行速度(vin)とスクリュー142の搬送速度(vapp)との間の比に等しい数の物品Aを含む。 (もっと読む)
製品の集積搬送装置
【課題】製品を多数列に集積し、集積後の後処理が容易となる一カ所の取出し位置に集積製品を搬送できる製品の集積搬送装置を提供する。
【解決手段】製品の集積搬送装置は、供給コンベア(2)の出口(4)の近傍に配置され、その上面にて製品(A)を支持する搬送テーブル(6)と、製品(A)を多数列に集積した集積製品(B)に形成するための2つの整列ガイド(8)を備え、これら整列ガイド(8)は独立したボックスモーションにより集積製品(B)を連続して形成し、一カ所の取出し位置(P5)に向けて搬送する。
(もっと読む)
41 - 60 / 105
[ Back to top ]