
Fターム[3J044BA04]の内容
ピストン、ピストンリング、シリンダ (7,336) | 母材料 (767) | 金属 (646) | アルミ、アルミ合金 (217)
Fターム[3J044BA04]に分類される特許
41 - 60 / 217
シリンダライナ
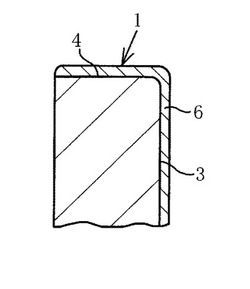
【課題】シリンダブロックとの密着性及び熱伝導性が優れるシリンダライナを提供する。
【解決手段】シリンダライナ1は鋳鉄や鋼から形成されている。シリンダライナ1は外周面3と上面4に溶射皮膜6が形成されている。溶射材料としてはAl、Al合金、Fe、Fe合金、Zn、Zn合金、Cu、又はCu合金などが使用される。シリンダライナ1はアルミニウム合金等の軽合金から形成されているシリンダブロックに外周面3と上面4と下面5が鋳包まれる。シリンダライナ1は上面4と内周面7との角部に面取りが形成され、溶射皮膜6は上面4部において面取り部までにわたって形成されていることが好ましい。
(もっと読む)
シリンダライナ及びその製造方法

【課題】シリンダブロックとの接合強度が高いシリンダライナ及びその製造方法を提供する。
【解決手段】シリコンアルミニウム合金を材料とし、外側面に複数の複数の凸部が形成されており、凸部は、外側面から延びる柱部と、柱部の先端に形成された頭部と、を含む、シリンダライナ。
(もっと読む)
粒子強化アルミ合金複合材料を用いた耐摩環及びそのアルミ合金ピストン、並びにその製造方法
【課題】強度、耐摩耗性、高温特性を向上させると共に切削性を改善した粒子強化アルミ合金複合材料からなる耐摩環を提供する。
【解決手段】アルミ合金からなるピストンのトップリング溝を形成するための耐摩環において、スピネル(MgAl2O4)粒子またはアルミナ(Al2O3)粒子で強化したアルミ合金で耐摩環を形成するものである。
(もっと読む)
内燃機関におけるピストンの構造
【課題】ピストンリング溝3付きピストン本体2と,ピストンピン孔5を有する一対のボス部4と,スカート部6とを一体に備え,前記スカート部6を,前記両ボス部の間における左右両側の部分に設けて,このスカート部の左右両側と前記両ボス部との間を,前記ピストン本体に一体に設けたスカートリブ7にて一体に連結して成るピストンにおいて,その高温時における焼き付きを低減する。
【解決手段】前記スカート部6のうち前記スカートリブ7間の部分に,前記ピストンよりも熱膨張係数の大きい材料による当て板8を,前記ピストンの軸線方向から見て,前記スカート部と同様に外向き凸の円弧状に湾曲して固着する。
(もっと読む)
複層潤滑被膜用組成物及び内燃機関のピストン
【課題】本発明は、複層潤滑被膜用組成物が傷ついても、この複層潤滑被膜用組成物に被覆される金属製品の寿命を延ばすことができる技術を提供することを課題とする。
【解決手段】被覆対象物11に被せられる下層被膜19と、この下層被膜19に被せられる上層被膜22とからなる複層潤滑被膜23を組成する複層潤滑被膜用組成物であって、下層被膜19を組成する下層被膜組成物は、被覆対象物11のビッカース硬度よりも高いビッカース硬度である、ことを特徴とする。
【効果】下層被膜組成物は、被覆対象物11のビッカース硬度よりも高いビッカース硬度である。ビッカース硬度の高い下層被膜19は、傷がつきにくい。下層被膜19が傷つきにくいことで、被覆対象物11の露出を防ぎやすくなる。露出を防ぐことで、被覆された金属製品20の長寿命化を図ることができる。
(もっと読む)
ピストン耐摩環を備えたピストンの製造方法
【課題】クーリングチャンネルと耐摩環との良好な溶接が得られ、優れた耐摩耗性を有するピストン耐摩環を備えたピストンの製造方法を提供すること。
【解決手段】耐摩環形成工程と、クーリングチャンネル形成工程と、クーリングチャンネルに環状オイル通路と外部空間とを連通する連通孔を形成する連通孔形成工程と、クーリングチャンネルと耐摩環とを接合しピストン耐摩環を形成するピストン耐摩環形成工程と、ピストン耐摩環を鋳込んでピストンを形成するピストン本体形成工程と、環状オイル通路と連通するオイル通路をピストンに形成するオイル通路形成工程とを含み、ピストン耐摩環形成工程は、耐摩環とクーリングチャンネルの当接部分を溶接する溶接工程を備え、連通孔形成工程が溶接工程よりも先に行われるようにした。
(もっと読む)
ピストン支持部の潤滑構造
【課題】ピストンピンとピンボス部との間の摺動部に潤滑油を良好に行き渡らせて焼付きを確実に防止し得るようにしたピストン支持部の潤滑構造を提供する。
【解決手段】ピストン2の裏面に形成されたピンボス部7により両端部を回動自在に軸支されたピストンピン3を介し前記ピストン2をコンロッド4の小端部4aで揺動自在に支持したピストン支持部の潤滑構造に関し、前記ピンボス部7の内周部における適宜位置に、前記各ピンボス部7の軸心方向に延びる油溜りポケット9を形成すると共に、前記コンロッド4の小端部4aを挟んで対峙する各ピンボス部7の対向端に、前記各油溜りポケット9の開口位置で前記ピンボス部7の軸心方向外側に切れ込んでから該ピンボス部7の円周方向下側に延びる切欠部10を形成する。
(もっと読む)
内燃機関のピストン
【課題】各スカート部のシリンダ壁面に対する面圧の偏差を少なくすると共に、面圧荷重を低減して、フリクションの低減化を図り得るピストンを提供する。
【解決手段】アルミニウム合金材のピストン1は、燃焼室を画成する冠部7と、該冠部に一体に設けられ、シリンダ壁面3に摺動するスラスト側と反スラスト側の一対の円弧状のスカート部8,9と、該各スカート部の周方向の両側端に連結部位10を介して連結され、ピンボス13,14を有する一対の湾曲状のエプロン部11,12と、を備えている。該エプロン部の上端部内に凹部19,20を形成して該凹部の下部にくびれ部11d、12dを形成して、各スカート部の冠部側の剛性を低下させ、該冠部側のシリンダ壁との強い衝接を抑制してフリクションの低減化を図る。
(もっと読む)
ピストンの製造方法
【課題】本発明は、ピストンの製造方法に関し、空孔率が高く薄い断熱材をピストン頂面に設けることが可能なピストンの製造方法を提供することを目的とする。
【解決手段】多孔質断熱材の前駆体を調製する工程(第1工程)、前駆体からなる層を金属基材上に形成する工程(第2工程)、前駆体層と金属基材とを一体的に焼成し、金属基材上に多孔質断熱材の層を形成する工程(第3工程)、多孔質断熱材層が形成された金属基材と、ピストンの頂面部とを接合する工程(第4工程)と、を備えている。金属基材の耐熱温度は、ピストンの耐熱温度よりも高いことが好ましい。
(もっと読む)
内燃機関
【課題】エンジンの燃焼爆発時にピストンにかかる摩擦力を低減する。
【解決手段】ピストン3のスカート部26においてスラスト側または反スラスト側の少なくとも一方の側に厚肉部26aと薄肉部26bとを形成した。薄肉部26bは、第1の薄肉部26b1と、第1の薄肉部26b1の領域の内側に配置された第2の薄肉部26b2とを有している。第2の薄肉部26b2は、第1の薄肉部26b1よりも薄く形成されており、薄肉部26bは、シリンダ2のライナー部2aへの衝突点に向かって階段状に薄くなるように形成されている。これにより、エンジン1の燃焼爆発時にピストン3にかかる摩擦力を低減できる。
(もっと読む)
内燃機関用オイルリング
【課題】オイル消費量を増大させることなく、且つシリンダボア内壁面に対する摩擦力を低下させることができ、更に、エンジンの高速回転域においてもシリンダボア内壁面への攻撃性を低減させることができる内燃機関用オイルリングを提供する。
【解決手段】オイルリング本体の第1レール及び第2レールは、オイルリング本体の軸方向断面におけるレール外周面の断面形状が曲線部と直線部とからなり、当該直線部は、オイルリングの上面側又は下面側のいずれか一方に向かうに従い、当該オイルリング本体の軸側に向かって傾斜し、当該直線部の傾斜先端に曲線部を備えること特徴とする内燃機関用オイルリングを採用する。
(もっと読む)
円筒状摺動部材及びその製造方法
【課題】耐摩耗性と耐スカッフ性の摺動特性及び加工性に優れ、しかも相手摺動部材に対する攻撃性も小さい円筒状摺動部材、及びその製造方法を提供する。
【解決手段】円筒状摺動部材は、アルミニウム合金基材中に鉄系粒子を含んでおり、鉄系粒子が面積率25%以上、60%以下の割合で内周摺動面に分散して露出している。鉄系粒子の粒度の篩目開きは0.5mm以上、2.36mm以下であることが好ましい。また、鉄系粒子は鋳鉄又は鋼であることが好ましい。円筒状摺動部材としてはシリンダライナが挙げられる。上記円筒状摺動部材は遠心鋳造によって製造できる。
(もっと読む)
Si粒子含有Al−Si系合金摺動材及び摺動面の形成方法
【課題】摺動面におけるスカッフィング(特に低温でのスカッフィング)の発生が防止されたSi粒子含有Al−Si系合金摺動材を提供する。
【解決手段】17〜35質量%のSiを少なくとも含むと共に、研削加工により形成された潤滑油保持が可能な溝部と塑性加工が施された平坦部とを有し、少なくとも前記平坦部の表面からSi粒子の一部が突出した摺動面を備えている。
(もっと読む)
鉄系溶射被膜
【課題】高い負荷環境においても十分な耐久性(耐剥離性)に加えて、優れた耐摩耗性と耐スカッフ性を兼ね備え、例えば、高出力エンジンのライナレスシリンダーブロックのボア内面に適用するに十分な性能を発揮する鉄系溶射被膜を提供する。
【解決手段】アルミニウム合金製母材の表面を被覆するための鉄系溶射被膜に含まれる炭素量(C)を0.3〜0.4質量%、珪素量(Si)を0.2〜0.5質量%、マンガン量(Mn)を0.3〜1.5質量%、クロム量(Cr)及び/又はモリブデン量(Mo)を合計で0.5質量%以下とし、好ましくは被膜硬度をHV250〜500とする。
(もっと読む)
露出した機能表面を有するスライド部材
本発明はスライド部材に関し、このスライド部材は支持部およびこの支持部上に熱スプレーによって塗布されたコーティングを備え、このコーティングは少なくとも2つの相を備え、かつこの少なくとも2つの相の少なくとも1つは他の相に対して陥凹することを特徴とする。 (もっと読む)
表面処理方法及び摺動部材
【課題】潤滑用皮膜について表面性状の根本的な改良を行うことで、ピストン等の摺動部材の摺動特性を向上させる。
【解決手段】アルミニウム或いはアルミニウム合金からなるピストン10のピストンスカート部13に潤滑用皮膜を形成し、70〜100℃の温度範囲のフッ素化合物とケイフッ化アンモニウムとを含む処理液に浸漬する。これにより、ピストンスカート部13に形成された潤滑用皮膜の表面性状の変化がなされ、エンジンオイルとのなじみ(濡れ性)が向上する。また、ピストンリング溝12、ピストンピンボス14、ピストンヘッド11、及びピストン内面には、Al−OH−F化合物もしくはNH4−Mg−Al−F化合物、又は両方の混合物から成る化成処理皮膜が形成され、表面性状の変化がなされた潤滑用皮膜とあいまって、一層のなじみ(濡れ性)の向上が実現される。
(もっと読む)
内燃機関
【課題】この発明は、デポジットの付着を抑制することができる構成を備えた内燃機関を提供することを目的とする。
【解決手段】ピストン10は、ピストン上部14の表面(つまりピストン頂面)に、凹凸表面12を備えている。凹凸表面12は、多数の錐体が、頂点間距離(ピッチ)Pで並ぶことにより構成されている。凹凸表面の凸の高さをHと記す。P≦0.5μmかつP/2≦Hの関係を満たす。
(もっと読む)
内燃機関のピストンおよびその製造の方法と装置
本発明は、内燃機関のピストンの製造のための方法に関する。冷却ダクト(14)およびピストンリング溝を有する完成したピストン内の区画はまず凹み、それから冷却ダクトが覆われ、最後にピストンリングに適合する材料が取り付けられる。冷却ダクトは、シングルピストンに必要な長さよりも長いワイヤー材料に覆われる。冷却ダクト(14)およびピストンリング溝を有する完成したピストン内の第1凹部区画を備える内燃機関のピストンの製造のための装置は、冷却ダクトに覆いを取り付けるための装置、およびシングルピストンに必要な長さよりも長いワイヤー材料を提供するための装置を有する。内燃機関のピストンは、冷却ダクト(14)、ピストンリングに適合するための補強材料、および冷却ダクトと補強材料との間の被覆材料を有し、被覆材料はロールから連続的に巻き戻されるワイヤー材料からなる。 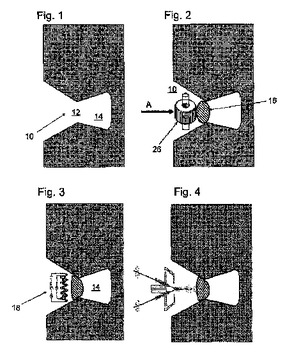 (もっと読む)
(もっと読む)
シリンダブロック製造方法およびダミーライナ並びにダミーライナ鋳造方法
【課題】シリンダブロックの製造コストをより低減する。
【解決手段】金型昇温工程においては、鉄系シリンダライナ5に替えて鉄系シリンダライナ5よりも軸方向長さが長いアルミニウム合金製のダミーライナ7を可動型1と固定型2との間に挟みこんだ状態で型締めする。これにより、ダミーライナ7の軸方向両端面7a,7bでシールを行うことができる。この結果、ライナーサポート4とダミーライナ7との間に溶湯が流れ込むのを防止するためにダミーライナ7の内周面に機械加工を行なう必要がないから、シリンダブロックの製造コストを低減することができる。もとより、ダミーライナ7の材質として、溶湯と同様の材質であるアルミニウム合金を用いるから、金型昇温工程で鋳造されるダミーシリンダブロックの再処理作業の効率化を図ることができる。
(もっと読む)
MMCシリンダーライナー及びその製造方法
【課題】ピストン摺動面に必要とされる機械的特性と、鋳込み時の融着性との両立を図ることのできるMMCシリンダーライナー、及びその製造方法を提供する。
【解決手段】強化材成形体にAl−Si系合金を含浸させることで形成された金属基複合材料からなるライナー内周部11と、Al−Si系合金からなるライナー外周部12とを有するMMCシリンダーライナー10にあって、Al−Si系合金の鋳造に際して、金型のキャビティへの充填完了前の溶湯の供給速度を低く、充填完了後の溶湯の供給速度を高くすることで、ライナー内周部11の強化材成形体に含浸されたAl−Si系合金のSi濃度と、ライナー外周部12のAl−Si系合金のSi濃度とを異ならせるようにした。
(もっと読む)
41 - 60 / 217
[ Back to top ]