
Fターム[3J044BA04]の内容
ピストン、ピストンリング、シリンダ (7,336) | 母材料 (767) | 金属 (646) | アルミ、アルミ合金 (217)
Fターム[3J044BA04]に分類される特許
61 - 80 / 217
クラウン冷却ジェットを備えたピストン
ピストン(10,10′)は、上側燃焼ドーム(18,18′)を備えた上側クラウン部(16,16′)を有するピストン本体(12,12′)を含む。燃焼力は、上側燃焼ドーム(18,18′)に対して作用する。上側燃焼ドーム(18,18′)の下側は、アンダークラウン領域(60,60′)を含む。ピストン本体(12,12′)は、間隔をおいて離され連接棒に枢動可能に隣接するための1対のピンボス(36,38)を備えた下側クラウン部(26,26′)も含む。外側オイルギャラリー(31,31′)は、上側(16,16′)および下側クラウン部(26,26′)間に包含されるものとして形成される。外側オイルギャラリー(31,31′)は、オイル入口(50,50′)とオイル出口(52,52′)とを有する。管状のオイルジェット(54,54′)は、オイル出口(52,52′)と流体連通に取付けられ、オイルがピストン(16,16′)の往復直線運動中に吐出される場所であるアンダークラウン領域(60,60′)に向かって延在する。外側オイルギャラリー(33)からの冷却オイルは、オイルジェット(54,54′)によってアンダークラウン領域(60,60′)へ流されて、補助的な冷却を受動的に作動されるシステムにおいてもたらす。 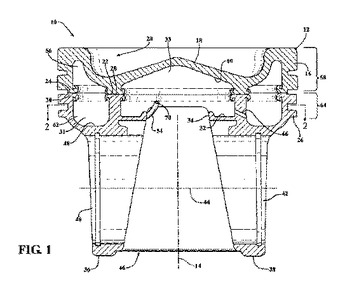 (もっと読む)
(もっと読む)
内燃機関のピストン
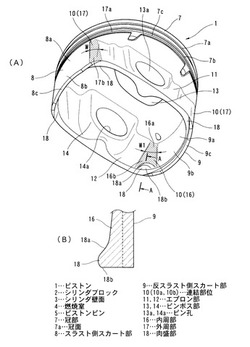
【課題】各スカート部のシリンダ壁面に対する面圧の偏差を少なくすると共に、面圧荷重を低減して、フリクションの低減化を図り得るピストンを提供する。
【解決手段】アルミニウム合金材のピストン1は、燃焼室を画成する冠部7と、該冠部に一体に設けられ、シリンダ壁面3に摺動するスラスト側と反スラスト側の一対の円弧状のスカート部8,9と、該各スカート部の周方向の両側端に連結部位10を介して連結され、ピンボス13,14を有する一対の湾曲状のエプロン部11,12と、を備えている。前記各連結部位は、各スカート部の円周方向に沿って円弧状に形成されていると共に、その曲率半径が上端部16a、17aから下端部16b、17bに向けて漸次大きくなるように連続して形成され、かつ、肉厚が前記上端部から下端部に向かって漸次厚くなるように形成されている。
(もっと読む)
内燃機関

【課題】シリンダの内面にデポジットが付着することを良好に抑制できる内燃機関を提供する。
【解決手段】燃料噴射弁から噴射された貫徹力の強い高圧燃料は、ピストン16の頂面において、噴霧飛行方向及び噴霧角により特定される扇形状の領域に拡散する。燃料が直接衝突する領域は、この扇形状の領域に含まれる。この扇形状の領域のうち、キャビティ18よりも噴霧飛行方向下流側の領域A(ハッチング部分)に光触媒を形成しない。一方、領域Aの他の領域には光触媒を形成する。これにより、貫徹力の強い高圧燃料がピストン16の頂面から反射してシリンダの内面に付着することを抑制できる。
(もっと読む)
内燃機関の冷却装置
【課題】シリンダブロック側の冷却水の通流を制御するための開閉弁やその制御機構を必要としない簡単な二系統冷却装置を提供する。
【解決手段】シリンダヘッド側ウォータジャケット4は、前端部の冷却水入口7と後端部の冷却水出口8とを有し、電動ウォータポンプ10によって強制的に冷却水が循環する。シリンダブロック側ウォータジャケット2は、冷却水が滞留し、自然対流のみで冷却水が移動する。両者は、シリンダヘッドガスケットの連通孔15を介して連通する。シリンダ壁5表面には、微細な空孔を有する凹凸表面構造16を備える。シリンダブロック1側は冷却水が強制循環しないので、過度の冷却が回避される。シリンダ壁5の熱負荷が高いときには、凹凸表面構造16によって核沸騰が助長され、積極的な冷却が行われる。
(もっと読む)
ピストンリングおよびシリンダスリーブを製造するための鋼材組成物
ピストンリングおよびシリンダスリーブを特に製造するための鋼材組成物は、該鋼材100質量%に対し下記の分画の元素:0.5〜1.2質量%のC、0〜3.0質量%のCr、72.0〜94.5質量%のFe、3.0〜15.0質量%のMnおよび2.0〜10.0質量%のSiを含む。この鋼材組成物は、出発材料を溶融し、溶融物を作成済みの型で鋳造することにより製造することができる。 (もっと読む)
エンジンのシリンダライナおよびその製造方法、エンジンのシリンダブロック
【課題】鋳包まれたシリンダライナとシリンダブロックとの界面での隙間の発生を防止してシリンダライナの変形を抑えるとともに、硬質メッキの密着性を向上させ、かつ充分良好な加工性が得られるエンジンのシリンダライナを提供する。
【解決手段】7〜12mass%のSiを含むエンジンのシリンダブロック2で鋳包まれるシリンダライナ4である。このシリンダライナ4は、組成が20〜30mass%のSi,0.05〜2.0mass%のCu,0.1〜1.5mass%のMg,0.04〜0.35mass%のCr及び2.0mass%以下のFeを含み、残部がアルミニウム及び不可避不純物であるアルミニウム合金である。また、このシリンダライナ4は、前記組成の急冷凝固粉末を焼結固化後、熱間押出し法により形成され、前記急冷凝固粉末の初晶Si粒子の大きさが最大20μm以下、平均5μm以下であるとともに、熱膨張係数がシリンダブロック2の熱膨張係数の90%以下のものである。
(もっと読む)
二段階スレーブシリンダー
【課題】改善された応答時間を有するスレーブシリンダーを備えた多板湿式ブレーキを提供する。
【解決手段】二段階スレーブシリンダー10の外側ピストンチャンバー22が、穴部14と外側ピストン20とにより画定される。外側ピストンチャンバーは、流体通路24により油圧流体源に連結されている。バイアス機構は、バイアス力よりも大きな力が外側ピストンに及ぼされていない場合、非作動状態の外側ピストンにバイアスをかけるよう働く。外側ピストン内に穴部26の中に内側ピストン42が摺動可能に配置されている。内側ピストンチャンバー58が、穴部と内側ピストンとにより画定され、また外側ピストンチャンバーと内側ピストンチャンバーとを連結するため、外側ピストンに開口部34が設けられている。外側ピストンチャンバーと内側ピストンチャンバーとの間の流体の流れを制御するため、外側ピストンの開口部の内側にバルブ組立体56が設けられている。
(もっと読む)
ピストン冷却流路形成用環状体、ピストン用クーリングチャンネル形成方法、及び内燃機関用ピストン
【課題】ピストン冷却流路形成用環状体を埋設したピストンにおいて油路の開口加工時に開口周りの接合面に生じた剥離が内燃機関等に適用された後に拡大することを阻止する。
【解決手段】ピストン冷却流路形成用環状体10は、その壁部に形成された開口形成位置12が、ピストン冷却流路形成用環状体10全体の軸方向に沿って形成された軸方向壁部16を介して段差状態で周囲の壁部に包囲されている。したがって開口周りの壁部が、ピストン本体4との接合面から剥がれても、ピストン本体4の往復運動によりその剥がれが周囲の軸方向壁部16に到達すると、往復運動による慣性力は、軸方向壁部16に対しては剥離力から剪断力へと変化する。このため軸方向壁部16とピストン本体4との接合面の剥離はこれ以上拡大せず、剥離を阻止できる。
(もっと読む)
シリンダライナの製造方法
【課題】シリンダの温度が過度に低くなることを抑制することのできるシリンダライナの製造方法を提供する
【解決手段】アーク溶射を通じて皮膜5を外周面に形成するとともに、該アーク溶射に用いるワイヤの直径を0.8mm以上に設定した。
(もっと読む)
エンジンまたはコンプレッサーのピストン用アルミニウム合金及びエンジンまたはコンプレッサーのピストンの鍛造方法
【課題】優れた鍛造性と、鍛造後の高温における優れた機械的特性とを備えるピストン用のアルミニウム合金及びピストンの鍛造方法を提供する。
【解決手段】アルミニウム合金は、7〜17重量%のSi、0.5〜3重量%のCu、0.4〜1.5重量%のMg、0.6〜1.2重量%のMn、0.8〜3重量%のNi、0.05〜0.3重量%のZr、0.15〜1.0重量%のFe、不可避的不純物を含むアルミニウム合金を、12〜50℃/秒の冷却速度で凝固させた鋳造体で、DASが2〜18μmである。0.01〜0.3重量%のTiを含んでもよく、0.01〜0.3重量%のSbまたは0.005〜0.1重量%のBeを含んでもよい。ピストンの鍛造方法は、前記鋳造体に対して、200〜240℃の温度で、20〜45%の加工率の予備加工を施して鍛造用アルミニウム合金素材を形成し、該鍛造用アルミニウム合金の再結晶温度を超える温度で鍛造加工を施す。
(もっと読む)
内燃機関のピストン
【課題】スカートの表面に万遍なく潤滑油を供給できると共に滞留させることなく排出することができる内燃機関のピストンを提供する。
【解決手段】ピストン1のスカート3の表面に、潤滑油を溜めることが可能な波状のコーティング部10をピストン1の周方向に沿って設けると共に該波状のコーティング部10をピストンの軸方向に間隔をおいて複数設けた内燃機関のピストン1であって、上記波状のコーティング部10にこれを分断することによりピストン1の往復動によって上記潤滑油がスカート3の表面をピストンの軸方向又は螺旋方向に沿って流通し得る潤滑油通路13を設けている。
(もっと読む)
内燃機関のピストン
【課題】条痕の加工を廃止することができると共にスカッフの発生を防止することができ、製造コストの低減及び燃費の向上が図れる内燃機関のピストンを提供する。
【解決手段】ピストン1のスカート3の表面に、微粒子状の固体潤滑材10をショットピーニングにより埋め込んで成る。
(もっと読む)
ピストン冷却流路形成用環状体、ピストン用クーリングチャンネル形成方法、及び内燃機関用ピストン
【課題】ピストン冷却流路形成用環状体を埋設したピストンにおいて開口周りでの接合面の剥離発生や剥離を拡大させずに機械加工により連通路及び開口を形成する。
【解決手段】ピストンに鋳込まれるピストン冷却流路形成用環状体10は開口形成位置12にてその周縁部が薄肉部12aとされ機械加工による開口が容易で機械的強度が弱い形状とされている。このため薄肉部12aがドリル刃により容易に破壊されて開口する。このためピストン冷却流路形成用環状体10をピストン本体との接合表面から剥離する方向の力は小さくなる。更に薄肉部12aが機械的強度が弱いので容易に変形する。このことから薄肉部12aよりも内部の剥離が外側に広がるのを阻止できる。このため1つのドリル刃を連続して使用しても、開口周りでの接合面の剥離や剥離の拡大を防止でき、ドリル刃を取り替えなくても良く高効率な穿孔作業が可能となる。
(もっと読む)
シリンダー装置
【課題】 「シリンダーチューブの軸に直進する方向だけでなく‘全方位に’自在に力を伝達することが可能な」シリンダー装置を提供すること目的とする。
【解決手段】 シリンダーチューブと、前記シリンダーチューブ内に摺動自在に動くように組み込んだピストンと、一端を前記ピストンに固定し且つ他端を前記シリンダーチューブの端の開口部から突出させたピストンロッドと、前記ピストンロッドが突出したシリンダーチューブの端に、前記ピストンロッドが内部を摺動自在に動くように連結されたチューブと、を備えたシリンダー装置において、;前記ピストンロッドが、樹脂製筒状体の中空内部に金属製棒状体を配置して一体化した、しなやか且つ強度を有するものであり、;前記ピストンロッドを覆うように連結されたチューブが、自在に当該チューブの方向を変形可能であり且つ一定の形状を維持できるフレキシブルチューブである、;ことを特徴とするシリンダー装置を提供する。
(もっと読む)
ピストン摺動部の潤滑構造
【課題】従来よりも摩擦力を大幅に減少させて燃費の向上を図り得るようにした新規なピストン摺動部の潤滑構造を提供する。
【解決手段】エンジンのシリンダ1内で往復動するピストン2のスカート7表面に低摩擦コーティングを施したピストン摺動部の潤滑構造に関し、ピストン2のスカート7における少なくとも反スラスト側の外周面に、前記スカート7の摺動方向に向かって延びる縞模様を成すように低摩擦コーティングを施し、そのコーティング部8の相互間に前記スカート7の摺動方向に潤滑油を逃がす非コーティング部9を残す。
(もっと読む)
ピストン耐摩環、そのピストン耐摩環を備えたピストンおよびその製造方法
【課題】クーリングチャンネルと耐摩環との良好な溶接が得られ、優れた耐摩耗性を有するピストン耐摩環、そのピストン耐摩環を備えたピストンおよびその製造方法を提供すること。
【解決手段】エンジンのピストン15を鋳造する際にピストン15に鋳込まれるピストン耐摩環32であって、円環状の耐摩環41と、耐摩環41の放射内方側で耐摩環41に当接して収容され、この当接部分が全周囲に亘り溶接されるクーリングチャンネル42とを有し、クーリングチャンネル42が、内方側壁面部と、上側壁面部と、下側壁面部とを有するとともに、内部にディーゼルエンジン10のオイルを流通させる環状オイル通路42mを有し、環状オイル通路42mと外部空間とを連通する連通孔43が、内方側壁面部、上側壁面部および前記下側壁面部のうち少なくともいずれかの壁面部に形成されたことを特徴とする。
(もっと読む)
内燃機関用ピストンスカート部の表面処理方法及び内燃機関用ピストン
【課題】内燃機関のピストンスカート部に,摩擦係数の低い樹脂の被膜である潤滑層を強固に密着させることができると共に,潤滑層が剥離乃至は摩滅した場合においても,低フリクション化,耐摩耗性,耐焼付性に優れ,かつ,シリンダ内壁の摩耗を低減できるスカート部を備えたピストンを得る。
【解決手段】鋳造,鍛造等の方法で製造されたアルミニウム合金製のピストンスカート部に平均粒径20〜400μmの金属又はセラミックの微細な粒体を,圧縮空気又は圧縮窒素との混合流体として噴射速度80m/sec以上,又は噴射圧力0.2MPa以上で噴射して衝突させることにより,前記スカート部の表面より深さ1〜15μmの範囲においてピストン母材の組織を均一に微細化すると共に,表面を活性化させた改質層を形成する。この改質層上に,該改質層の表面が活性化している間に低摩擦係数の樹脂を塗布する等して潤滑層を形成する。
(もっと読む)
改良された横負荷抵抗を有するピストン
ピストンは、頂部と、前記頂部から概略間隔をおいて延びるすそ部を含む。すそ部は対向する一対のすそ部パネルと、頂部から間隔がありピストンの周辺付近に延びるバンドを含む。ピストンは一対の支柱アセンブリを有し、それぞれの支柱アセンブリは、半径外方向に集合する一対の支柱を含む。それぞれの支柱はパネル部材の一つに対して、又は近接して終端処理される。  (もっと読む)
(もっと読む)
内燃機関用アルミニウム合金製ピストン
【課題】実用的な鋳造性、切削性を確保しながら、耐摩耗性、高温強度、耐熱性に優れた内燃機関用アルミニウム合金製ピストンを提供する。
【解決手段】 Si:14.5〜15wt%、Cu:3.0〜3.5wt%、Mg:0.8〜1.3wt%、Ni:2.0〜2.5wt%、Ti:0.05〜0.15wt%、P:0.009〜0.012wt%、残部が実質的にAlの過共晶組成を有するアルミニウム合金を用いて重力金型鋳造で内燃機関用ピストンを製造した。
(もっと読む)
鋳ぐるみ方法
【課題】 被鋳ぐるみ部材とこれを鋳ぐるむ鋳造金属とが異種材である場合に、良好かつ容易に被鋳ぐるみ部材を鋳ぐるむ。
【解決手段】 耐摩環1を予熱して鋳造金型2内に保持し、耐摩環1全体が均一に振動するように複数の方向から耐摩環1に超音波振動を付与した状態で、アルミニウム溶湯20を鋳造金型2内に鋳込む。さらに、耐摩環1とアルミニウム溶湯20との接合層1Aが所定の厚みになるように、超音波振動の周波数、振幅および付与時間の少なくともひとつを調整する。
(もっと読む)
61 - 80 / 217
[ Back to top ]