
Fターム[3J103FA15]の内容
ロール及びその他の回転体 (32,702) | 目的又は効果 (3,291) | 製造容易又は製造性の向上 (489)
Fターム[3J103FA15]に分類される特許
141 - 160 / 489
電子写真用ローラとその製造方法
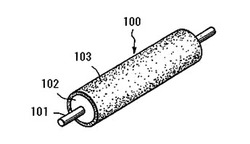
【課題】生産性を向上させ塗工欠陥を防止した電子写真用ローラの製造方法とこの方法で製造された電子写真用ローラを提供する。
【解決手段】導電性支持体101と導電性支持体の両端部を除く外周面上に設けられた弾性層102とを有するローラを用意する工程、ローラの導電性支持体が露出した部分にマスキングキャップを装着する工程、ローラの長手方向を鉛直にした状態でマスキングキャップを装着した端部からローラを塗料中へ浸漬する浸漬工程、及びローラを塗料から引き上げる引き上げ工程を有する弾性層上に被覆層103を有する電子写真用ローラ100の製造方法において、塗料の最大泡圧法による測定温度25℃ライフタイム1秒における動的表面張力が25〜50mN/mであって、引き上げ工程でマスキングキャップが液面から引きあがる時の引上げ速度が3.5〜7mm/秒以下である。この方法で製造された電子写真用ローラ。
(もっと読む)
ローラとその製造方法

【課題】製造時に無駄となるウレタンフォームを少なくしてコストを削減でき、トナー供給ローラ、帯電クリーニングローラ、または転写ローラとして使用された場合に、ローラの回転による周期的なムラを画像に生じ難くでき、良好な画像が得られるローラを提供する。
【解決手段】ウレタンフォームからなる筒状のローラ本体11の中心にシャフト21が挿通されたローラ10であって、前記ローラ本体11は、ウレタンフォームの切り出しからなる複数の柱状体13が前記柱状体13の長さ方向を前記ローラ本体11の長さ方向として筒状に組み合わされて接着され、円筒状に表面加工されたものからなる。柱状体13の発泡方向は柱状体13の厚み方向とされ、柱状体13の厚み方向の一方の側がシャフト21の表面と当接している。
(もっと読む)
OA機器用ローラーの製造方法及びOA機器用ローラー
【課題】フッ素樹脂層からなる表層の厚みを薄くして熱伝導性の向上を図ることができ、更に離型性にも優れ、しかも、ゴム層の劣化を防止することができると共に円筒状金型を用いた場合であっても円筒状金型の内面に異物が付着することのないOA機器用ローラーの製造方法及びOA機器用ローラーを提供することを課題とする。
【解決手段】芯金上に、順に、弾性層、表層が形成されたOA機器用ローラーの製造方法であって、前記表層は、フッ素樹ディスパージョンを用いて形成され、前記フッ素樹脂ディスパージョン中の界面活性剤、増膜剤および増粘剤の総含有量が、1.0〜5.0wt%であるOA機器用ローラーの製造方法。および、この製造方法により製造されたOA機器用ローラー。
(もっと読む)
導電性ゴムローラ及びカラー用画像形成装置
【課題】成形が効率的に行われるとともに、ローラの抵抗値が均一で長時間にわたって安定しており、低抵抗でかつ低硬度であり、環境変動の小さい、カラー用画像形成装置等にも使用される導電性ゴムローラを提供する。
【解決手段】発泡弾性体層が、ゴム成分として、NBR、エピクロルヒドリン系ゴム及びEO−PO−AGE3元共重合体を併用したものであり、発泡剤がOBSHのみであり、尿素系発泡助剤なしに、化学発泡により形成されており、かつ、該化学発泡が、マイクロ波照射及び熱風加熱によるものである。
(もっと読む)
導電性ローラ用のディッピング装置、導電性ローラの製造方法、及び現像ローラ
【課題】表面層に濃淡ムラが発生するのを防ぎ、濃淡ムラが画像上に発生することのない導電性ローラの製造に用いるディッピング装置を提供する。また、このようなディッピング装置を用いた導電性ローラの製造方法、及び現像ローラを提供する。
【解決手段】導電性ローラの表面層を浸漬塗布して形成するディッピング装置であって、該表面層用の塗工液を貯溜するディッピング管と、該ディッピング管の上端部から溢れた該塗工液を受ける容器と、該ディッピング管及び該容器を外部から密封する筐体と、該筐体の内部雰囲気を排気可能に接続された排気管と、を有し、前記容器の上端部は、該ディッピング管の該上端部から鉛直下方に1cm以上離れて配置され、当該ディッピング装置は、該容器の外壁から縦及び横方向の20cm以内の位置、並びに該容器の前記上端部から鉛直下方の方向の50cm以内の位置に障害物を有さないことを特徴とする。
(もっと読む)
導電性ローラ及びそれを備えた画像形成装置
【課題】製造に長い乾燥ラインを必要とせず、安定した品質の塗膜層を有する上、耐久性が改善された導電性ローラを提供する。
【解決手段】シャフト部材2と、該シャフト部材2の半径方向外側に配設された弾性層3と、該弾性層3の半径方向外側に配設された一層以上の塗膜層4とを備え、少なくとも前記弾性層3に隣接する塗膜層4が、(メタ)アクリレートオリゴマー(A)、(メタ)アクリレートモノマー(B)及び光重合開始剤(C)を含む塗膜層用原料を紫外線照射で硬化させた、弾性率が100MPa以下である紫外線硬化型樹脂からなることを特徴とする導電性ローラ1である。
(もっと読む)
フランジ部材付きパイプの製造方法
【課題】フランジ部材が端部に圧入固着されたフランジ部材付きパイプの製造方法であって、パイプの軸に対するフランジ部材の軸の同軸度を高めることができるフランジ部材付きパイプの製造方法を提供する。
【解決手段】フランジ部材付きパイプの製造方法は、素管1の外周面をスルーフィード研削する第1スルーフィード研削工程と、第1スルーフィード研削工程の後で、素管1の端部にフランジ部材2を圧入固着するフランジ部材圧入工程と、を含む。
(もっと読む)
導電性ポリウレタンフォーム及びその製造方法並びに導電性ローラ
【課題】体積抵抗率及び硬度を容易に調整することができる導電性ポリウレタンフォーム及びその製造方法並びにトナー供給ローラを提供する。
【解決手段】本発明の導電性ポリウレタンフォームは、軟質ポリウレタンフォームからなる基体と、導電性被覆層とを備え、基体は骨格及びセル膜により構成され、導電性被覆層は骨格及びセル膜の各々の表面の少なくとも一部に設けられており、導電性被覆層にカーボンナノチューブが含有されている。また、本発明の導電性ポリウレタンフォームの製造方法は、軟質ポリウレタンフォームを、樹脂とカーボンナノチューブとを含有する水分散液に浸漬し、その後、水分散液から取り出し、次いで、乾燥させることを特徴とする。更に、本発明の導電性ローラは、芯金と、その周面に設けられた本発明の導電性ポリウレタンフォームからなる導電性発泡層とを備える。
(もっと読む)
導電性ゴムローラとその製造方法および帯電ローラ
【課題】導電性弾性層が芯金との密着性が良好で比較的低硬度であり耐圧縮永久歪性に優れ、且つ導電性弾性層からの滲み出しによる導電性変化が抑制された導電性ゴムローラを提供する。
【解決手段】芯金2の外周面上に1層以上の導電性弾性層2を有する導電性ゴムローラ1において、導電性弾性層2が、エチレン−プロピレン−ジエン共重合ゴムを主ゴム成分として含有し、135℃デカリン中で測定した極限粘度[η]が0.20dl/g以上0.80dl/g以下である液状エチレン−プロピレン共重合体、硫黄及びカーボンブラックを含有するゴム組成物を加硫してなる。
(もっと読む)
電子写真用弾性ローラ
【課題】電子写真用弾性ローラの表面粗さを調整するための明確な指標を定め、良好なトナー帯電性、トナー搬送性、離型性などを確実に得ることができ、良好な画像をより確実に得ることができる電子写真用弾性ローラを提供することを目的とする。
【解決手段】芯金の周囲に弾性層を形成し、この弾性層上に直接又は中間層を介して表面樹脂層を形成してなる電子写真用弾性ローラにおいて、JIS B 0601(2001)に規定された輪郭曲線の算術平均高さ(Ra)、輪郭曲線の最大高さ(Rz)、輪郭曲線のスキューネス(Rsk)及び輪郭曲線の二乗平均平方根傾斜(RΔq)が下記の通りの表面性状を有することを特徴とする電子写真用弾性ローラを提供する。
Ra=0〜2μm、Rz<20μm、Rsk>0、RΔq>0.05
(もっと読む)
マグネットローラの製造方法
【課題】 従来の軸一体型マグネットローラにおいては、反ゲート側付近の印加磁場時間が長く、また、冷却されやすいため、反ゲート側付近の軸方向磁束密度が高くなって、軸方向磁束密度バラツキが大きくなり、また、反ゲート側のリップル値が大きくなり、結果的に反ゲート側の画質が低下する場合があった。
【解決手段】 強磁性体粉末と樹脂バインダーとを含む溶融状態の混合物をキャビティに注入しマグネットローラを磁場印加成形する工程において、上記マグネットローラの反ゲート側の端部形成部に磁性体を配置した成形用金型を用いてマグネットローラを製造する方法により、上記課題が改善される。
(もっと読む)
弾性ローラの製造方法
【課題】本発明の目的は、塗工時の成形性を良化させ、振れ精度が良い弾性ローラの製造方法、弾性ローラを提供することにある。
【解決手段】リング状塗工ヘッドによる液状材料層を形成する工程を有する弾性ローラの製造方法において、該液状材料は、液状ブタジエンゴム、液状イソプレンゴム、液状アクリロニトリルブタジエンゴム、液状エチレン−プロピレン−ジエン共重合ゴムのいずれか1種類以上であり、かつ少なくとも下記カーボンブラックA及びBを下記Cの割合で含有し、該液状材料の降伏応力が20Pa以上600Pa以下であることを特徴とする。
(カーボンブラックA)平均一次粒径:10nm乃至40nm、100質量部。
(カーボンブラックB)平均一次粒径:80nm乃至150nm、100質量部乃至500質量部。
(C)カーボンブラックA+カーボンブラックBは全無機フィラーの90質量%以上。
(もっと読む)
ローラ部材の製造方法
【課題】本発明の目的は、リングヘッドによる乾燥工程において、塗工欠陥による外観不良を抑えることで画像不良を防ぎ、高品質なローラ部材を安定して製造するローラ部材の製造方法を提供することである。
【解決手段】軸芯体と、その外周に形成された弾性層と、該弾性層の外周に形成された表面層とを有するローラ部材の該表面層を、リングヘッドにより形成するローラ部材の製造方法において、表面層形成用塗料を塗布するのと同時に塗布表面層に気体を吹きかけ乾燥させる乾燥工程を有し、該表面層形成用塗料の主溶剤の相対蒸発速度rと、該塗料が塗布された直後のゴムローラ近傍の風速vが、
5≦rv≦200
r:主溶剤の相対蒸発速度(酢酸ブチルを1とする)
v:ゴムローラ近傍の風速(m/min)
を満たすことを特徴とするローラ部材の製造方法。
(もっと読む)
弾性ローラの製造装置および製造方法
【課題】低コストで、弾性層を所望の形状に精度良く形成できる弾性ローラの製造装置を提供する。
【解決手段】棒状のシャフト部材SHの周囲に弾性層ELを備えてなる弾性ローラERを製造する弾性ローラ製造装置1で、前記シャフト部材を軸回りに回転させる回転手段2、3、4と、前記シャフト部材に対向して配置され、前記弾性層を形成する材料をダイ部から吐出させて当該シャフト部材の周面に塗布する材料塗布手段10と、前記シャフト部材の周面と接触可能な接触部31を有すると共に、当該接触部が前記シャフト部材の径方向でシャフト中心からの距離を調整可能に設定されており、前記材料塗布手段により塗布された前記材料の塗布層の層厚を調整する層厚調整手段30と、前記シャフト部材の軸方向で、少なくとも当該シャフト部材と前記層厚調整手段とを相対移動させる軸方向移動手段5、6、7とを備えている。
(もっと読む)
ゴムローラの製造方法
【課題】長期間、使用してもローラや搬送治具のゴムかす付着や汚れが生じることなく、安定して生産することができるゴムローラの製造方法を提供することにある。
【解決手段】(1)未加硫ゴムローラを準備する工程と、(2)把持治具により未加硫のゴム材料の部分を把持しながら未加硫ゴムローラを、加熱炉内を移動させることにより、未加硫のゴム材料を加硫して弾性層を形成する工程と、(3)把持治具により把持した弾性層の部分を除去する工程と、を有することを特徴とするゴムローラの製造方法。
(もっと読む)
弾性ローラの製造装置および製造方法
【課題】低コストで、弾性層を所望の形状に精度良く形成できる弾性ローラの製造装置を提供する。
【解決手段】棒状のシャフト部材の周囲に弾性層を備えてなる弾性ローラを製造する弾性ローラ製造装置1であって、前記シャフト部材SHを軸回りに回転させる回転手段2、3、4と、前記シャフト部材に対向して配置され、前記弾性層を形成する材料を吐出して当該シャフト部材の周面に塗布する材料塗布手段10と、前記材料塗布手段の少なくとも一部を前記シャフト部材の径方向へ移動させて、前記材料の塗布層の層厚を調整する層厚調整手段30と、前記シャフト部材の軸方向SDで、少なくとも当該シャフト部材と前記材料塗布手段とを相対移動させる軸方向移動手段6、7とを備えている。本発明の弾性ローラ製造装置1によると、コスト低減を実現しながら、所望の外形を備えた弾性ローラを精度良く製造できる。
(もっと読む)
ローラの製造方法、成形材料の選別方法及び成形材料
【課題】平滑な弾性層を備えたローラを高い生産性で再現性及び歩留まりよく製造することのできるローラの製造方法、平滑な弾性層を形成することのできる成形材料、及び、このような成形材料を高い信頼性で選別する選別方法の提供。
【解決手段】0.01〜100sec−1の範囲から選択される複数の剪断速度(X)で前記成形材料のノーマルフォースを測定して得られる複数の第一種法線応力差(Y)の、剪断速度に対する一次近似式Y=aX+b(4.5<a<6.5、−120<b<200)を満足する成形材料を軸体の外周面で硬化するローラの製造方法、前記第一種法線応力差を求めて、一次近似式Y=aX+bを算出し、この一次近似式の変数aが4.5<a<6.5の範囲にあり、かつ、変数bが−120<b<200の範囲にある成形材料を選別する成形材料の選別方法、及び、前記一次近似式を満足する液状シリコーンゴム組成物。
(もっと読む)
ローラの製造方法
【課題】例えば電気抵抗率及び表面形状等の表面特性が均一なローラを製造することのできるローラの製造方法を提供すること。
【解決手段】複数の固形成分を含有するコート層4を弾性層3の外周面に備えて成るローラ1を製造する方法であって、前記コート層4を形成するコート層形成高分子成分の溶液と、前記コート層4に含有される複数の固形成分それぞれを単独で分散させた複数の分散液とを混合して、コート層形成液を調製し、前記コート層形成液を、軸体の外周面に形成された弾性層3を備えたローラ原体の外周面に、塗布して、硬化することを特徴とするローラ1の製造方法。
(もっと読む)
導電性ローラの製造方法および導電性ローラ
【課題】弾性層の塗工形成時における円筒状基体端部への塗料の流れ込みを防止できる導電性ローラの製造方法を提供する。また、弾性層端部の膜厚ムラやローラ端部への異物の付着がない導電性ローラを提供する。
【解決手段】両端に軸部11を有する円筒状基体10の外周面に、少なくとも1層の弾性層1を備える導電性ローラの製造方法である。円筒状基体10の外周面に弾性層1を形成するに際し、円筒状基体10として、少なくとも一方の端部に前記外周面と同一外径の裁断しろ4を有するものを用い、弾性層1を裁断しろ4まで塗工形成した後、裁断しろ4および裁断しろ4上の弾性層1を切断除去する。
(もっと読む)
弾性ローラの製造装置
【課題】振れ精度の高い弾性ローラを再現性よく製造することのできる弾性ローラの製造装置を提供すること。
【解決手段】発泡弾性層の外周面にスリーブを備えてなる弾性ローラの製造装置であって、軸線方向に前進すると共に、スリーブ4に対して前記軸線方向の上流側に発泡弾性層3を配置する支持部材20を備えて成り、前記支持部材20は、前記スリーブ4をその軸線方向に貫通するように設置され、前記発泡弾性層3を前記上流側に配置したときに、前記発泡弾性層3と前記スリーブ4との間に、前記スリーブ4に向かって縮径するテーパ部35を有することを特徴とする弾性ローラの製造装置10。
(もっと読む)
141 - 160 / 489
[ Back to top ]