
Fターム[4D075BB56]の内容
流動性材料の適用方法、塗布方法 (146,046) | 処理方法 (13,909) | 雰囲気、加圧、減圧、真空 (941)
Fターム[4D075BB56]の下位に属するFターム
気体、液体の吹き付け (380)
Fターム[4D075BB56]に分類される特許
181 - 200 / 561
パターン修正方法およびパターン修正装置
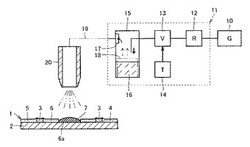
【課題】欠陥部の周囲への修正液のはみ出しを抑え、欠陥部に塗布された修正液の厚みを均一にすることが可能なパターン修正方法を提供する。
【解決手段】このパターン修正方法では、液晶カラーフィルタ基板1の画素6の白欠陥6aに修正インク7を塗布した後、修正インク7の厚みが均一になるように、溶媒16の蒸気を含む気体を修正インク7に噴霧し、修正インク7の粘度を低下させる。したがって、白欠陥6aに塗布した修正インク7の周囲へのはみ出しを抑えることができる。
(もっと読む)
表面を粒子で被覆する方法およびこの方法により形成された被膜の使用
本発明は、粒子が安定化可能であるかまたは安定した水性組成物中で分散液の形で被覆すべき表面上に施こされ、本質的に、または主に静電力によって被覆すべき表面上に施こされ、および固着されることにより、高い粒子密度の本質的に洗浄耐性の層の形成下に多数の無機水不溶性粒子または/および有機水不溶性粒子を用いて物体または/および粒子の表面を無電流被覆する方法に関するものであり、この場合被覆すべき表面は、最初に活性化剤で活性化され、その際活性化剤で被覆すべき表面上に、電荷を有する活性化層を形成させ、その際この電荷は、引続き施こすべき、組成物の粒子の電荷と反対に帯電され、被覆工程において、粒子含有組成物が施こされた粒子は、活性化層の電荷と反対に帯電され、この場合粒子含有組成物を用いる1つの被覆工程または全ての被覆工程において、それぞれ1つの層は、施こされた粒子のほぼ1つまたはそれ以上の平均粒度の平均厚さで被覆すべき表面上に形成され、場合によっては前記粒子層または全ての粒子層が引続き被膜形成され、または/および架橋され、それによって被膜形成されていない粒子の粒子層または全ての粒子層の層厚、または/およびこれから形成される、被膜形成され、または/および架橋された被膜の層厚は、それぞれ5nm〜50μmの範囲内で達成される。  (もっと読む)
(もっと読む)
傾斜膜材料の製造方法
【課題】基板上に形成された膜の組成が膜の厚さ方向に3層構造をなしていることによって材料の厚さ方向の両側で組成が同一か又は近い組成を有している傾斜膜材料の製造方法を提供する。
【解決手段】有機ポリマーと溶媒とシリカゲルとの混合物を基板上に塗布し、その後溶媒を揮発して傾斜膜材料を製造する方法において、前記混合物の塗布層を前記溶媒の飽和蒸気中に放置する工程を設けることを特徴とする傾斜膜材料の製造方法。
(もっと読む)
カラーフィルターの製造方法、カラーフィルター、画像表示装置、および、電子機器
【課題】インクジェット法を用いて製造され、明度およびコントラスト比に優れたカラーフィルターを製造することのできるカラーフィルターの製造方法を提供すること。
【解決手段】本発明のカラーフィルターの製造方法は、着色剤と、樹脂材料と、前記樹脂材料を溶解させる液性媒体とを含むカラーフィルター用インクを用いたインクジェット方式によるカラーフィルターの製造方法であって、基板を準備する基板準備工程と、カラーフィルター用インクを液滴として吐出し、基板上にカラーフィルター用インクを付与するインク付与工程と、基板を加熱してカラーフィルター用インクから液性媒体を除去し、固形状の着色部を形成する加熱工程とを有し、加熱工程では液性媒体の主成分とは異なる有機溶剤の存在雰囲気下で液性媒体の除去を行い、有機溶剤は液性媒体の主成分よりも樹脂材料の溶解性が高いことを特徴とする。
(もっと読む)
基板とパターン形成層との間の接着性の促進
基板をパターン形成層に接着させる装置と方法が説明される。現場での基板の洗浄と調整、そして基板とパターン形成層の間への接着層の塗布とともに、接着材料と基板の間に中間層を形成することを含む。 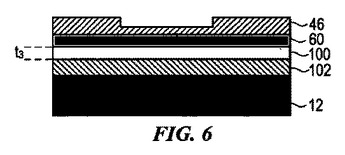 (もっと読む)
(もっと読む)
ハウジング及びその製造方法

【課題】本発明は、表面に金属質感及び柔軟な触感を有するハウジング及びその製造方法を提供することを目的とする。
【解決手段】本発明に係るハウジング10は、プラスチック基材11と、前記プラスチック基材11の表面に形成されているプライマー塗料層12と、前記プライマー塗料層12の表面に形成されている金属質感を有する真空コーティング層13と、前記真空コーティング層13の表面に形成されている透明な中間塗料層14と、前記透明な中間塗料層14の表面に形成されているパターン142と、前記パターン142及び前記透明な中間塗料層14の表面に形成されている柔軟な触感を有する透明な表面塗料層15と、を備える。
(もっと読む)
プラズマ処理技術を使用した自動車用コーティングの表面強化
自動車用コーティングのバルクの物理特性を維持しつつ当該自動車用コーティングの表面特異的な物理特性を改質するために自動車用コーティングを処理する技術は、プラズマ発生アセンブリにおいてプラズマ放電を発生させる工程を含む。自動車用コーティングは、当該プラズマ放電によって処理される。自動車用コーティングは、当該プラズマ放電による処理の前に完全に硬化される。自動車用コーティングを処理するために、1)前駆体材料をプラズマ放電に導入して自動車用コーティング上に薄膜を形成する、または2)プラズマ放電は前駆体材料を含まず、自動車用コーティングの表面上もしくは表面近傍において弱い結合が破壊される。 (もっと読む)
建築板の塗装方法
【課題】建築板を搬送しながら、該建築板の表面全体に塗料を塗り残しなく十分に塗布する塗装方法を提供する。
【解決手段】建築板の表面を上側にして搬送しながら、表面に塗料を塗布する工程と、表面に塗布された余剰分の塗料を除去し、建築板の表面の塗料の量を40〜200g/m2とするとともに塗料液膜を形成する工程と、該建築板の表面の塗料液膜に空気を吹き付けて、該塗料液膜を加圧する工程とを有し、該建築板の表面の塗料液膜に空気を吹き付ける工程は、該建築板の表面が、該建築板の横幅よりも広い横幅の空気吹き出し口に覆われた状態で、該空気吹き出し口から空気を吹き出すことにより行い、該建築板の表面に塗布された余剰分の塗料を除去する工程から該建築板の表面の塗料液膜に空気を吹き付ける工程までの間、該建築板の表面に大気圧以上の圧力がかかっている状態とする塗装方法。
(もっと読む)
電子写真感光体の製造方法
【課題】複数の感光体を順次連続して製造する際に、電子写真感光体ごとの表面層硬化度のばらつきを抑制した電子写真感光体の製造方法を提供することにある。
【解決手段】硬化性材料を含有する表面層用塗料を複数の円筒状被塗布体に塗布する塗布工程と、
該円筒状被塗布体上に形成された塗布膜に電子線を照射する電子線照射工程と、
該電子線照射工程後に該塗布膜を加熱する加熱工程
の少なくとも三つの工程を経て順次連続して製造される電子写真感光体の製造方法において、
該加熱工程における該塗布膜の最高到達温度が、複数の該円筒状被塗布体のうち、電子線照射終了時から加熱開始時までの経過時間が長い該円筒状被塗布体ほど高温であることを特徴とする電子写真感光体の製造方法。
(もっと読む)
薬液吐出用ノズルの待機ポット及び薬液塗布装置並びに薬液塗布方法
【課題】
ノズル先端に溶剤を吸引する動作と、吸引した溶剤や薬液を予備吐出する動作を、平面上同一の位置(待機位置において)行うことができる、薬液吐出用ノズルの待機ポット及び薬液塗布装置並びに薬液塗布方法を提供する。
【解決手段】
基板に薬液を塗布する薬液塗布装置における薬液吐出用ノズルの待機ポット60であって、待機状態のノズル51を収納するノズル収納容器91aと、ノズル収納容器91a内へ溶剤を供給する溶剤供給部と、ノズル収納容器91aから排出された溶剤又はノズル51から吐出された薬液や溶剤を回収する回収ポット81とを備え、ノズル収納容器91aは、供給された溶剤をノズル51の先端部へ案内する内壁94と、内壁94の下端位置でノズルの薬液吐出口53に対して平面視で重なる位置に開口し、回収ポット81に連通する排液口93とで構成される。
(もっと読む)
凸版印刷装置
【課題】膜厚ムラの少ない、高品位の高分子有機EL素子を安価に生産できる有機EL用印刷機を提供する。
【解決手段】回転式の版胴11と、版胴11に装着された凸版12と、版胴11の下方に設置された支持基台13と、支持基台13上に移動可能に設置された定盤14と、この定盤14上に載置された被印刷基板15と、凸版12の表面に発光層用のインキを供給するインキ供給手段16と、このインキ供給手段16にインキを定期的に供給するインキ補充手段17とを備える。さらに、版胴11の周りで被印刷基板15との間に閉塞空間を仕切る版カバー21と、前記閉塞空間に溶剤ガスを供給する供給手段と、前記閉塞空間から溶剤ガスを回収する回収手段と、前記供給手段と前記回収手段を制御することで印刷時に前記閉塞空間の溶剤ガスの分圧を一定に保つ制御手段とを備えている。
(もっと読む)
塗装物の生産方法及び塗装物生産設備
【課題】工数を削減できると共に、エネルギの使用量を削減できる塗装物の製造方法を提供すること。
【解決手段】被塗装物に水性の第1塗料を塗布する第1塗料塗布工程S1と、第1塗料による塗膜が形成された被塗装物に、水性の第2塗料を塗布する第2塗料塗布工程S3と、第2塗料により形成された塗膜を半乾燥させるフラッシュオフ工程S4と、第2塗料により形成された塗膜上にクリア塗料を塗布するクリア塗料塗布工程S5と、3つの塗膜を形成した後に、高温乾燥を行う乾燥工程S6と、を備える塗装物の生産方法において、フラッシュオフ工程S4は、40度以下の温度の半乾燥を行う。
(もっと読む)
塗工製品、塗工方法、感熱記録材料および塗工装置
【課題】カーテン塗布方法により感熱記録材料等の塗工製品を製造する際に、最上層塗膜表面のクレーター(噴火口形状痕)の発生を抑制する。
【解決手段】少なくとも1層以上の塗布液をスリットから吐出し、該吐出された塗布液をカーテン状に案内するカーテンエッジガイドで自由落下させ、連続走行するウェブ上に塗布するカーテン塗布工程と、塗布された前記塗布液を乾燥することにより塗膜を形成する工程と、を備えた塗工方法において、連続走行するウェブの表面平滑度を300秒以上とする。
(もっと読む)
塗布装置及び塗布方法
【課題】高速で連続的に走行する帯状金属板に対して、ローピングを発生させることなく、また塗膜の外観を損なうことなく塗布液を非接触で塗布する塗布装置及び塗布方法を提供する。
【解決手段】塗布装置1は、所定の方向に連続的に走行する帯状金属板Sの表面に対して所定の距離を有して設置され、帯状金属板Sの表面に対して塗布液を吐出する吐出装置10と、帯状金属板Sの走行方向における吐出装置10の上流側に設置され、負圧を発生させる負圧発生装置20と、帯状金属板Sの走行速度Vsに基づいて、負圧発生装置20の吸引風量を制御する吸引量制御装置25とを有する。
(もっと読む)
樹脂構造体の製造方法
【課題】 光制御フィルムに使用可能な樹脂構造体を生産性よく製造することができる製造方法を提供する。
【解決手段】
本発明の樹脂構造体の製造方法は、走行する支持体26上に、少なくとも1種類以上の多官能モノマー又は多官能オリゴマーと重合開始剤を溶解させた塗布液を塗布装置32により塗布し、紫外線を紫外線照射装置34により塗布液に照射し、重合により柱状に硬化させる。
(もっと読む)
積層フィルムの製造方法
【課題】
印刷速度が高く極めて生産性の高い積層フィルムの製造方法を提供する。
【解決手段】
基材フィルムを送出し、真空容器内で前記フィルムの少なくとも片面に塗液を塗布したのち、同一真空容器内で該塗液の塗布面にグロー放電処理を施すことを特徴とする積層フィルムの製造方法。
(もっと読む)
フッ素樹脂塗膜の形成方法
【課題】厚く塗布しても塗膜にクラックが発生せず、重ね塗り回数を低減できる、塗膜特性とその耐久性に優れるフッ素樹脂塗膜の形成方法を提供する。
【解決手段】平均粒子径が0.1〜0.5μm、融点が200℃超であるフッ素樹脂の微粒子を分散液全量に対して20〜70質量%、非イオン性界面活性剤を前記フッ素樹脂質量に対して2〜12質量%含有するフッ素樹脂水性分散液を、耐熱基材に塗布して塗布層を形成する工程と、前記塗布層を200℃〜前記フッ素樹脂の融点未満の温度で加熱処理して非イオン性界面活性剤含有量を対フッ素樹脂質量で2質量%未満に低減する工程と、前記塗布層を0.1〜100MPaの圧力で加圧処理する工程と、前記塗布層を前記フッ素樹脂の融点〜420℃の温度で加熱焼成して、耐熱基材上に前記フッ素樹脂の塗膜を形成する工程とを有することを特徴とするフッ素樹脂塗膜の形成方法。
(もっと読む)
建築板の塗装方法
【課題】表面に凹凸を有する建築板であっても、搬送しながら、該建築板の表面全体に塗料を塗り残しなく十分に塗布する塗装方法を提供する。
【解決手段】建築板の表面を上側にして搬送しながら、該建築板の表面に塗料を塗布する工程と、該建築板の表面に塗布された過剰分の塗料を除去し、塗料液膜を形成する工程と、該建築板の表面の塗料液膜に空気を吹き付けて、該塗料液膜を加圧する工程とを有し、該建築板の表面の塗料液膜に空気を吹き付ける工程は、該建築板の表面に塗布された過剰分の塗料を除去する工程の後に、該建築板の表面が、該建築板の横幅よりも広い横幅の空気吹き出し口に覆われた状態で、該空気吹き出し口から空気を吹き出すことにより行い、該建築板の表面に塗布された過剰分の塗料を除去する工程から該建築板の表面の塗料液膜に空気を吹き付ける工程までの間、該建築板の表面に大気圧以上の圧力がかかっている状態とする塗装方法。
(もっと読む)
塗装方法
【課題】自動車ボディを構成する部材の塗装不具合を抑制しながら、塗装ラインで消費されるエネルギーを低減するとともに、塗装ラインの構築に要するスペースを縮小することができる塗装方法を提供すること。
【解決手段】水性塗料で電着塗装された自動車ボディを構成する部材31を、電着乾燥炉4において乾燥する電着乾燥工程と、電着乾燥工程後、シーリング材塗布ブース6において、部材31の所定部分にシーリング材を塗布するシーラ塗布工程と、中塗塗装ブース9において、シーリング材が塗布された部材31を中塗り塗装する中塗工程と、上塗塗装ブース10において、中塗りされた部材31を上塗り塗装する上塗工程とを塗装ライン上で行なう塗装方法において、シーラ塗布工程、中塗工程および上塗工程における塗装ラインを加湿する。
(もっと読む)
静電塗装方法及び静電塗装装置
【課題】エア抜きのために塗料供給路に塗料を充填する場合に、充填される塗料量を一定にすることが可能な静電塗装方法及び静電塗装装置を提供する。
【解決手段】色替え弁機構51の塗料供給部側に流体経路122が設けられ、この流体経路122に、排出路58へ導電性塗料を流す際に導電性塗料の流量を計測する光電管56とが設けられ、塗料カートリッジ14から色替え弁機構51を介して導電性塗料を、塗装ガン12へ供給して静電塗装を行う前に導電性塗料の色を替える場合、塗料弁55によって、塗料カートリッジ14内の導電性塗料を排出路58へ流す流体経路122に切り換えて導電性塗料の流量を計測し、次に、塗料弁55を主塗料供給路108側へ切り換え、塗料カートリッジ14から導電性塗料を主塗料供給路108、詳しくは、供給路71に流量計測結果に応じて所定量だけ充填することで主塗料供給路108内のエア抜きを行う。
(もっと読む)
181 - 200 / 561
[ Back to top ]