
Fターム[4D075DA19]の内容
流動性材料の適用方法、塗布方法 (146,046) | 被塗体の形状、構造、表面 (9,578) | 中空体(開口部があるもの) (772) | 内面、皿状体、くぼみ部 (145)
Fターム[4D075DA19]に分類される特許
21 - 40 / 145
鋳鉄管の複層塗膜の形成方法
【課題】下塗り塗膜のジンクリッチ粉体塗料と上塗り塗膜の粉体塗料とが混じり合うコンタミネーションを抑制しつつ、塗膜形成作業を簡単にする。
【解決手段】下塗り塗膜を形成するジンクリッチ粉体塗料を鋳鉄管外面に塗布する前に鋳鉄管を加熱し、加熱された鋳鉄管外面に前記ジンクリッチ粉体塗料を塗布した後、そのジンクリッチ粉体塗料の上に上塗り塗膜を形成する他の粉体塗料を塗布し、前記ジンクリッチ粉体塗料と前記他の粉体塗料を前記鋳鉄管の余熱で溶融することにより、前記下塗り塗膜と前記上塗り塗膜とを含む複層塗膜を前記鋳鉄管外面に形成するようにする。
(もっと読む)
内面塗装導管における塗料変質ミスト発生抑止工法及び塗料変質ミスト発生抑止装置
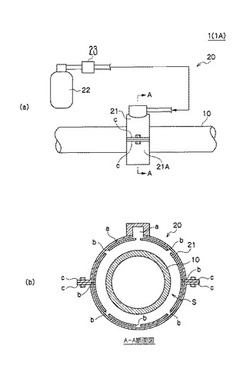
【課題】内面塗装導管において管内の輸送流体に塗料変質ミストが混入するのを抑止すること。
【解決手段】内面塗装がなされている導管10に対して、特定された加熱処理を伴う工事箇所の外表面に装着され、導管10内に塗料変質ミストが発生しない範囲の加熱温度で導管10の外表面を事前加熱する加熱手段20を備える。加熱手段20は、導管10の外表面を部分的に又は全周囲んで外表面に臨む火炎放射空間Sを形成する火炎放射部21と、火炎放射部21に燃焼ガスを供給するガス供給部22と、ガス供給部22から火炎放射部21に供給するガス供給量を調整する供給ガス量調整部23とを備える。
(もっと読む)
管内面の塗装装置

【課題】一つの塗装装置で管内面の下地処理及び塗装を行うことにより、小口径の管においても、平滑な塗装面を迅速且つ容易に得ることができるようにする。
【解決手段】水平方向に支持されると共に軸心を中心にして回転される鋳鉄管の内面を粉体塗装する装置1であって、管の軸心方向への相対移動により管の内部への挿入又は管の内部からの引出しが行われることで、管の長さ方向にわたって先端部の噴射口33から粉体塗料を噴射するランス3と、管外におけるランス3の基端部にてランス3を支持する支持部23と、噴射口33から基端部側に設けられて管内面に接し得るヘラ38と、ランス3を昇降させることによりヘラ38を昇降させて鋳鉄管の内面へのヘラ38の接触/離間を切り換えるジャッキ部28とを有する。
(もっと読む)
洗浄液および液滴吐出装置
【課題】カラーフィルターの製造に用いる液滴吐出装置のインクの流路における汚れ、液滴吐出ヘッドの目詰まりを好適に解消することができる洗浄液を提供すること、また、長期間にわたって、好適にカラーフィルターの製造に用いることのできる液滴吐出装置を提供すること。
【解決手段】本発明の洗浄液は、インクジェット方式によるカラーフィルターの製造に用いられる、着色剤と樹脂材料と前記着色剤を溶解または分散する液性媒体とを含むインクの液滴吐出装置を洗浄するためのものであって、下記式(10)で示される化合物Aを含有することを特徴とする。 (もっと読む)
(もっと読む)
液体滴下装置及びその製造方法
【課題】微量の液体を滴下する際の滴下量のばらつきを小さくすることができる液体滴下装置を提供する。
【解決手段】本発明の液体滴下装置は、駆動源からの動力が伝達されて往復移動するプランジャロッド3と、プランジャロッド3とはまり合うシリンジ空間2aを有し、プランジャロッド3の往復移動により、所定の液体源からシリンジ空間2a内に液体を供給し、かつ、供給された液体を滴下するように構成されたシリンジ2と、シリンジ2の内面2bとプランジャロッド3の側面3bとの隙間を密封するシール部材4とを備える。シリンジ2の内面2bとプランジャロッド3の側面3bとの間隔Gを、3μm以上10μm以下に設定する。
(もっと読む)
抗菌性ビニルエステル樹脂組成物を含むライニング材、及びそれを用いた排水管のライニング工法
【課題】老朽化した排水管を、開削、取替工事を伴うスクラップ・アンド・ビルトする必要をなくし、短期間で、かつ低コストで老朽化排水管を延命化することができ、しかも悪臭・不快臭やかびの発生を長期にわたって防止することができるライニング材、及びそれを用いるライニング工法を提供する。
【解決手段】抗菌性ゼオライトを含有する抗菌性ビニルエステル樹脂組成物を含む排水管用ライニング材、及び排水管内部表面に前記ライニング材を塗布する排水管のライニング工法であって、抗菌剤としては銀イオンが好ましく、塗布方法としては、排水管内部を負圧下に維持してライニングを行う工法が好ましい。さらに、前記排水管内部表面に、予めプライマーを塗布し、その後、前記排水管用ライニング材を塗布することが好ましい。
(もっと読む)
既設管内面の塗装方法および塗装方法
【課題】比較的簡単な構成によって既設管の全体にわたってその内面に塗膜を安定して形成することのできる既設管の塗装方法および塗装装置を提供する
【解決手段】既設管内面の塗装装置1は、対象となる既設管P内に気流を生成し、生成された気流によって塗料Cを搬送して既設管Pの内面に塗膜を形成する。既設管内面の塗装装置1は、既設管Pよりも小径に形成され、既設管Pの一端に取り付けられる接続管3と、既設管Pの他端に接続され、空気を吸引して既設管P内および接続管3内に気流を生成する吸引装置7と、接続管3のいずれか部分に接続され、所定量の塗料Cを蓄える共に蓄えた塗料Cを接続管3内に供給可能な塗料タンク9と、を備える。
(もっと読む)
鋳鉄管の防食方法および防食処理された鋳鉄管
【課題】耐腐食性や耐候性を損なうことなく外面塗装の工程を省略し、安定した品質を有し、溶剤臭を生じない鋳鉄管の防食方法および防食処理された鋳鉄管を提供する。
【解決手段】鋳鉄管の防食方法は、(1)鋳鉄管の外面に、亜鉛、亜鉛−アルミニウム擬合金または亜鉛−アルミニウム合金を溶射し、溶射被膜層を形成する工程、(2)前記鋳鉄管を加熱し、前記鋳鉄管の内面に、エポキシ樹脂粉体塗料を塗装して内面塗膜層を形成する工程、および(3)前記(2)工程の後、その余熱を利用して、前記溶射被膜層の表面に、固形分として、(A)エポキシエステル樹脂1〜15重量部と、(B)アクリル系樹脂エマルジョン5〜30重量部と、(C)アクリル系樹脂ディスパージョン55〜94重量部とからなり、(A)、(B)および(C)の合計が100重量部であり、かつ(D)顔料体積濃度が35〜45%の顔料を含む水性塗料を塗装して外面塗膜層を形成する工程からなる。
(もっと読む)
均一な流量分布を有するスプレー・コーティング
液体コーティング材に対して平らなスプレー・パターンを生成するスプレー・ノズルであって、そのスプレー・パターンが、スプレー・パターン全体に亘ってほぼ均一なコーティング材の流量分布を有するスプレー・ノズルを開示する。スプレー・ノズルは、そのようなスプレー・パターンを生成するために、矩形切削スプレー・オリフィスを備え得る。スプレー・パターンは、明確な両縁をさらに有し得、その結果、パターンが、それら縁の外側でのコーティング材のテーリングの大幅な減少を示す。一実施形態では、スプレー・パターンは、「矩形」のドリップ・パターンを生成する。別の実施形態では、スプレー・パターンは、その側方領域に比較してコーティング材の流量が減少した中央領域を含み得る。 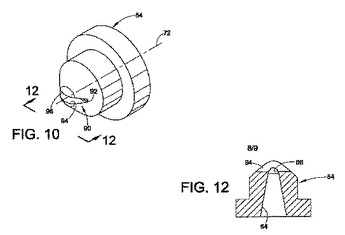 (もっと読む)
(もっと読む)
シール材を表面に塗布する方法および装置
シール材を表面に塗布する方法が開示されている。ここでは、環状構造物(30)が可塑化されたシール材から形成され、ついで表面に塗布される。上記の方法は、可塑化されたシール材が可変の幅を有する温度制御された環状ギャップ(26)に環状に導かれ、シール材全体が、環状ギャップ(26)から押圧され、ギャップ幅をゼロにまで急速に減少させることによって環状構造物に成形され、シール材が表面に被着するという点を特徴とする。 (もっと読む)
束になった触媒用基材のコーティング
本発明は、複数の触媒支持体を同時にコーティングする方法および装置に関する。コーティング装置に複数の触媒支持体を同時に配置することにより、より高い生産性が可能になる。コーティング装置は、コーティング懸濁液を供給するために提供される領域に穿孔プレートを備える。本発明の目的は、個別の支持体を基準として、サイクル時間をさらに増やし、既存のプラントを柔軟に使用することを可能とする新たなプロセスおよび新たな装置を提供することである。 (もっと読む)
管体塗装方法
【課題】管体の受口の内面や挿し口の外面など、凹凸を有する部分の塗装において、その塗装作業の効率を高める。
【解決手段】一端に受口3を他端に挿し口2を有する管体pに対して行う管体塗装方法において、前記受口3内に塗装用のノズル10を配置し、前記管体pを管軸周りに回転させながら前記ノズル10を前記受口3側の管端部3bからその受口3の奥部3cまでを往復させ、前記ノズル10が前記管端部3bから奥部3cまでを往復するまでの間、そのノズル10から帯電した粉体塗料を吐出することにより、前記受口3の内面3aに静電粉体塗装を施すことを特徴とする管体塗装方法とした。粉体塗装を行うに際し、いわゆる静電粉体塗装を採用するとともに、粉体塗装用のノズル10を、受口3側の管端部3bからその受口3の奥部3cまでを往復させることで、むらの少ない均等な膜厚の塗装面が形成されることが確認できた。
(もっと読む)
パイプ内面の被覆方法および内面被覆パイプ
【課題】腐食性液体や腐食性気体を流すのに適した内面被覆パイプを得るためのパイプ内面の被覆方法を提供する。
【解決手段】ポリシラザンと有機溶媒とを含有する塗付液をパイプ内面にスプレーコーティングし、ポリシラザンの塗布膜を形成した後、非晶質シリカに転化することにより非晶質シリカを主成分とした塗膜を形成することを特徴とするパイプ内面の被覆方法。この被覆方法により、配管抵抗が小さく、酸やアルカリなどの腐食性液体やSO2、NO2、H2Sなどの腐食性気体への耐久性が高いパイプを安価に得ることができる。
(もっと読む)
表裏面の塗装方法
【課題】表裏面の塗装方法における全体の塗工時間を短縮することと、適正温度が低い方の面を良好に塗装できるようにすることである。
【解決手段】被塗装物としてのダクタイル鋳鉄管1の内外面2、3のうちの適正温度が高い方の裏面としての内面2を200℃の適正温度で塗装したのち、ダクタイル鋳鉄管1を、冷却水ノズル6a、6bからの冷却水の噴射と、エアノズル7からのエアの吹き付けで低い方の適正温度まで強制冷却し、適正温度が低い方の表面としての外面3を70℃の適正温度で塗装することにより、内面2を塗装してから外面3を塗装するまでのインターバル時間を短くして、全体の塗工時間を短縮できるようにした。
(もっと読む)
多層構造体の製造方法
【課題】基材層と、無機層状化合物を含む塗工液を用いて形成した塗工層との密着性に優れた多層構造体を提供すること。
【解決手段】樹脂からなる基材層、および塗工層を含む多層構造体の製造方法であって、
該基材層の少なくとも一方の面上に、プラズマ処理を行う工程、
プラズマ処理面に、無機層状化合物および液体媒体を含む塗工液を塗工する工程、および
該液体媒体を除去して該塗工層を該基材層上に形成する工程をこの順で含み、
プラズマ処理面が下記式1の条件を満たす多層構造体の製造方法。
Δ(C−O)+Δ(O=C−O)×2+Δ(C=O)>12 (式1)
(もっと読む)
管内面塗装の乾燥方法、及び、それに用いられる管体保護用のキャップ
【課題】受口の管内面に溶剤系塗装を、直管部の管内面に粉体塗装を行う場合において、揮発した溶剤の管外への排出を円滑にする。
【解決手段】直管部4を挟んで一端に挿し口2を他端に受口3を備えた管体pに対し、前記受口3側の管端部の管内面に溶剤系塗装を施し、その溶剤系塗装を施した部分A,Bよりも奥部の管内面に粉体塗装を施した管内面塗装の乾燥方法において、前記溶剤系塗装を施した部分A,Bと前記粉体塗装を施した部分Cとの境界部に、前記受口3側から前記粉体塗装を施した部分Cへの光の侵入を防ぐ機能を有するキャップ10を取り付け、その状態で、前記溶剤系塗装の乾燥を行うこととした。溶剤系塗装を施した部分は、受口側の管端部を開放することができるので、揮発した溶剤を円滑に管外へ排出することができ、粉体塗装を施した部分は、キャップによって光や異物の侵入を排除することができる。
(もっと読む)
ウレタンを利用したパイプ内面の防錆
【課題】003]既設の公園の遊具に使用しているパイプは外部のみ塗装していて、内面の防錆は全く施されていなかった。パイプ内面の塗装は技術的に困難で、コストがかかった。その為地中に埋設した部分のパイプ内面の腐食が外部の塗装している部分より腐食が早く進行し遊具の倒壊や破損が発生、大きな人身事故に繋がる不具合を解決する事を課題とした。
【解決手段】この課題を解決するために請求項1の発明はパイプ内面に発泡ウレタンフォームを充填しパイプ内面と空気が直接触れないようにして、パイプの内面が錆びない様にした事を特徴とする工法である。 この工法により遊具等のパイプ内面の腐食を防止出来る。
(もっと読む)
密閉型圧縮機
【課題】圧縮機の発生する熱を有効活用し、高効率で消費電力の少ない密閉型圧縮機を得ることを目的とする。
【解決手段】モーター3等の電動要素と、該電動要素によって駆動されるクランクシャフト6,シリンダー7及びローリングピストン8等の圧縮要素とが密閉容器1内に収納され、冷凍サイクルで使用される密閉型圧縮機において、密閉容器1の内周面に断熱効果を有する塗料による断熱塗装2を施すようにしたものである。
(もっと読む)
給水管のライニング方法及び該ライニングに使用される摺動部材
【課題】既設配管の内部を無溶剤型の二液性エポキシ樹脂塗料で一次塗装と二次塗装するライニング方法であって、既設配管の一端部側から他端部側まで塗膜厚さにバラツキが生じないようにして、ライニングを同日施工可能にする方法及び使用される摺動部材を提供する。
【解決手段】給水管のライニング方法は、建築物内に配管され複数の支管が分岐されている既設配管1の内部を研掃した後に、既設配管1の一端部側から他端部側までと各分岐された支管毎に塗装区間をA〜Dに区分し、各塗装区間毎に無溶剤型の二液性エポキシ樹脂塗料を配管の端部から供給し、吹き延ばしによる一次塗装と摺動部材を使用した押し延ばしによる二次塗装を行って管内面に所定厚さの塗膜を形成する。
(もっと読む)
塗装装置及び塗装方法
【課題】内径の細い管体の内外面の塗装の自動化を図ることができ、管体の種類の変更や管体の据付精度のバラツキに対しても柔軟に対応できる塗装装置及び塗装方法を提供する。
【解決手段】非接触センサ8aにより所定の複数箇所において管体101を計測、または、検知し、この計測結果、または、検知結果に基づいて管体101、または、保持治具の位置を算出し、この算出結果に基づいて移動操作手段を制御して外面塗装手段1により管体101の外面の塗装を行うとともに、計測結果、または、検知結果及び管体101の形状データに基づいて管体101の内面の位置を算出し、この算出結果に基づいて移動操作手段を制御して内面塗装手段2により管体101の内面の塗装を行う。
(もっと読む)
21 - 40 / 145
[ Back to top ]