
Fターム[4E001DF01]の内容
Fターム[4E001DF01]に分類される特許
41 - 60 / 63
裏当装置及び片面溶接装置
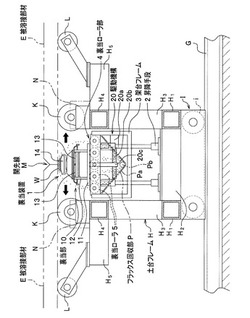
【課題】裏当部の底板と裏当ローラとの裏当フラックスの付着による摩擦抵抗をなくし、裏当部の位置合わせを好適に精度よく行うことができる裏当装置及びこの裏当装置を備えた片面溶接装置を提供することを課題とする。
【解決手段】本発明は、被溶接部材E,Eを突き合わせた開先線Mの裏側に配置された裏当装置1であって、開先線Mの長手方向に亘って配設された架台フレーム3と、架台フレーム3の上面に軸支された一群の裏当ローラ4を有する裏当ローラ部5と、裏当ローラ4に支持される底板11を有する裏当部10と、裏当ローラ4上で支持される裏当部10を幅方向に微調整移動させる駆動機構20と、を有することを特徴とする。
(もっと読む)
片面溶接装置

【課題】オペレータの手間を省き、複数の裏当て台車を正確かつ簡便に適正な位置に配置することができる片面溶接装置の提供。
【解決手段】複数の被溶接材を突き合せて各被溶接材の間に並列に形成される複数の溶接線に沿って、被溶接材の裏側に複数の裏当て台車を配置して溶接を行う片面溶接装置であって、前記複数の裏当て台車の間の位置間隔を制御して、各裏当て台車が、各溶接線に沿うようにする位置決め制御手段を有することを特徴とする。
(もっと読む)
片面溶接装置および片面溶接方法
【課題】溶接部の終端部において、溶接トーチの狙いズレをなくして溶接品質を向上させると共に、煩わしい手動操作による狙い調整作業をなくし、溶接の全自動運転を可能にする片面溶接装置および片面溶接方法を提供する。
【解決手段】走行レール11と、溶接トーチ2と、溶接走行台車4と、走行レール移動手段5と、台車移動手段6と、開先倣いセンサ3と、溶接位置制御部9とを備える片面溶接装置1であって、溶接位置制御部9は、溶接トーチ2の位置座標を記憶する記憶手段9Aと、位置座標に基づいて溶接線の傾きを算出する溶接線傾き計算部9Bと、開先倣いセンサ3がシーリングビードSの溶接開始側の端部に到達するまでは、開先のズレに基づいて溶接走行台車4の横断方向YLへの移動を制御し、溶接開始側の端部に到達した後は、溶接線傾き計算部9Bで算出された溶接線の傾きに基づいて横断方向YLへの移動を制御する台車移動処理部9Eとを備える。
(もっと読む)
耐脆性き裂伝播特性に優れた突合せ多パス溶接継手及び溶接構造体
【課題】鋼板を多パスで突合せ溶接する際、溶接継手内部に、脆性き裂が発生しても、脆性き裂が溶接継手の長手方向で伝播し難く、かつ、伝播してもいずれ停止する特性、即ち、耐脆性き裂伝播特性に優れた溶接継手を形成する。
【解決手段】鋼板の突合せ多パス溶接継手において、該溶接継手の表面溶接層と裏面溶接層の破壊抵抗特性が、他の溶接層の破壊抵抗特性より優れていることを特徴とする耐脆性き裂伝播特性に優れた突合せ多パス溶接継手。
(もっと読む)
MIG溶接方法
【課題】 溶け込み促進が図れて深溶け込みが可能で、安定した溶接を迅速に行えるMIG溶接方法を提供すること。
【解決手段】 純度の高い不活性ガスをシールドガスとしたMIG溶接であり、被溶接板1の溶接継手部8の表面2に活性フラックスFを塗布し、この溶接継手部8をMIG溶接する。
(もっと読む)
溶込み形状および加工性に優れたフェライト系ステンレス鋼溶接金属
【課題】
複雑な形状に加工できる溶込み形状および加工性に優れたフェライト系ステンレス鋼溶接金属を提供する。
【解決手段】
フェライト系ステンレス鋼板の端面同士を突き合わせ溶接してなるフェライト系ステンレス鋼溶接金属であって、前記溶接により形成された溶接金属部の断面形状が、溶接表ビード幅が前記フェライト系ステンレス鋼板の厚さの3倍以下、溶接裏ビード幅が1mm以上、溶接裏ビード幅/溶接表ビード幅が0.4以上であることを特徴とする耐割れ性および加工性に優れたフェライト系ステンレス鋼溶接金属。
(もっと読む)
多電極片面サブマージアーク溶接方法
【課題】広範囲な継手板厚に対し、良好なビード形状と健全で良好な継手性能を有する溶接継手を得ることができる多電極片面サブマージアーク溶接方法を提供する。
【解決手段】被溶接材の突き合わせ部の開先形状をV形状とし、その開先角度は30乃至60度とする。開先断面積に対する開先内充填材の充填率は2%以上25%未満である。そして、開先断面積に対する開先内充填材の充填率が2%以上15%以下の場合、第1電極の電流は950乃至1570A、開先断面積に対する開先内充填材の充填率が15%を超え20%以下の場合、第1電極の電流は1000乃至1580A、開先断面積に対する開先内充填材の充填率が20%を超え25%未満の場合、第1電極の電流は1050乃至1590Aである。また、この多電極片面サブマージアーク溶接は、フラックス銅バッキング又はフラックスバッキングを裏当材とする。
(もっと読む)
溶接プロセス
溶接シームによる周継手に沿った第2のパイプの端部への第1のパイプの端部の接続のための溶接プロセスにおいて、該第1のパイプと該第2のパイプとが、該周継手の形成に必要な位置に互いに対して配置され、冷却材の放出を行う冷却本体は、該第1のパイプおよび/または該第2のパイプの中に挿入され、それにより放出された冷却材が、溶接される端部の範囲において該パイプのうちの少なくとも1つを冷却し得、該パイプおよび溶接トーチが、該周継手に沿って互いに対して動かされ得、該溶接トーチによって溶接され得、該冷却材は、所定の間隔で放出される。 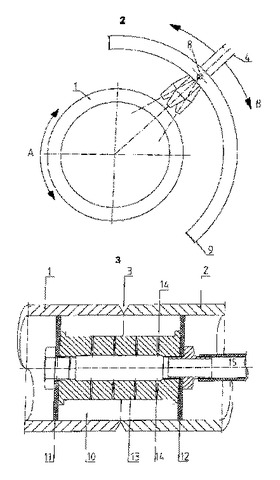 (もっと読む)
(もっと読む)
鉄道車両の構体材溶接接合方法とそれに用いる継手構造
【課題】構造を複雑化することなく、軽量化も特に損なわないで、十分な強度が長期に確保できるようにする。
【解決手段】アルミニウム系の押出し形材よりなりダブルスキン構造を有した構体材対1、2の側縁1a、2a間において、内面板1c、2cどうしの突き合せ部と、外面板1b、2bどうしの突き合わせ部とを、溶接して接合し構体を形成するのに、外面板1b、2bどうしおよび内面板1c、2cどうしの突合せ部が形成する溶接のグルーブ17まわりにおける溶接後の強度弱点域30に対応する部分を通常値よりも増厚しておき、突合せ部を溶接し接合する。
(もっと読む)
低温用鋼の片面サブマージアーク溶接用フラックスおよび溶接方法並びに溶接金属
【課題】 低温用鋼の片面サブマージアーク溶接において、良好で安定した低温靭性を有する溶接金属が得られ、溶接欠陥の無い健全な溶込み形状とビード外観が得られる低温用鋼の片面サブマージアーク溶接用フラックスおよびそれとを組合せた溶接方法を提供する。
【解決手段】 質量%で、SiO2:10〜30%、TiO2:2〜15%、Al2O3:4〜20%、MgO:10〜35%、MnO:0.1〜3.5%、B2O3:0.1〜0.9%、Fe:8〜30%、CaO:3〜15%、CaF2:4〜16%、Si:0.1〜2.5%、Mo:0.1〜3.0%、Al:0.1〜2.5%、Ti:0.1〜2.5%を含有し、その他は脱酸剤、CO2、アルカリ酸化物および不可避不純物であることを特徴とする低温用鋼の片面サブマージアーク溶接用フラックス。
(もっと読む)
建設機械の作業機構成部材と補強部材の接合方法
【課題】作業機構成部材が作業負荷を繰り返し受けても補強部材の補強機能を十分に維持することができ、かつ、両部材が溶接後に凹状に変形するのを抑制できる建設機械の作業機構成部材と補強部材の接合方法を提供する。
【解決手段】作業機構成部材4の一方の面4aに補強部材5の一方の面5aを接合する建設機械の作業機構成部材と補強部材の接合方法において、作業機構成部材4の一方の面4aと補強部材5の周縁部5bとを隅肉溶接するほか、補強部材5の他方の面から熱を加えて作業機構成部材4まで溶け込ませた深溶け込み溶接部8を形成し、作業機構成部材5の他方の面から熱を加えて補強部材5まで溶け込ませた深溶け込み溶接部9を形成する。
(もっと読む)
デッキプレートの補強方法、および補強構造
【課題】大電流パルスMAG溶接方法を用いて、Uリブ等の閉断面構造の補強材とデッキプレートとの溶接を完全溶け込み溶接とする技術を提案し、溶接部分における疲労強度の向上を図ること。
【解決手段】閉断面構造のリブをデッキプレートに溶接することによって前記デッキプレートを補強するデッキプレートの補強方法において、前記リブの止端部と前記デッキプレートとは裏波完全溶け込み溶接方法によって溶接する。リブの止端部は大電流パルスMAGによるガウジングレス完全溶込み溶接方法で溶接する。
(もっと読む)
片面サブマージアーク溶接用裏当材
【課題】溶接熱から裏当治具を十分に保護することができると共に、裏当材のガス抜け性を向上させることができ、断熱性及び可撓性が優れていると共に、被溶接板に対する密着性が優れ、更には緩衝材としての性能も優れた片面ガスシールドアーク溶接用裏当材を提供する。
【解決手段】断熱材3の上に固形フラックス1が積層された裏当材本体と、この裏当材本体の断熱材3側の表面と裏当材本体の両側面の一部とを覆う粘着シート5とを有する。固形フラックス1の平均厚さは4mm以上8mm以下、断熱材3の厚さは2mm以上13mm以下である。粘着シート5は裏当材本体の両側面については、断熱材3側の表面から断熱材3の厚さtの1/2(=1/2t)以上の領域を覆い、固形フラックス1の断熱材3の反対側の表面から2mm以上の領域は粘着シート5で覆わない。
(もっと読む)
サブマージアーク溶接装置
【課題】溶接装置の重心が走行台車の中心から大幅にずれる場合、バランサが容易に移動されて、バランスを調整することができ、作業効率を向上させることができるサブマージアーク溶接装置を提供する。
【解決手段】走行台車と、走行台車に取り付けられ溶接ヘッドの走行方向の前方に設けられたフラックス散布機構と、フラックス中に溶接ワイヤを送給してアークを発生させる溶接ヘッドと、走行台車と溶接ヘッドとの間に取り付けられ溶接ヘッドを走行台車から離れた位置に設けるための長いアームと、溶接ヘッドへ供給する溶接ワイヤが巻かれ走行台車上で溶接ヘッドと反対側に設けられたワイヤリールと、走行台車上で溶接ヘッドと反対側に設けられて溶接ヘッドとのバランスを取るためのバランサが重心位置の変動に対応して水平方向にスライドされて固定されるバランサスライド機構とを備えたサブマージアーク溶接装置。
(もっと読む)
残留応力改善溶接施工法及び溶接構造物
【課題】
開先継手の管部材又は板部材の片面溶接で生じる裏面側の裏ビード部分及びその近傍の残留応力を圧縮応力に改善して応力腐食割れなどを防止するのに有効な残留応力改善溶接施工法及びその溶接構造物を提供する。
【解決手段】
管部材又は板部材を突き合せて形成した開先の継手部材1,2の片面溶接で生じる裏面側の裏ビード部分及びその近傍の残留応力を圧縮応力に改善する残留応力改善溶接施工法であって、初層溶接で開先底部の裏面側に裏ビード15を形成させた後に、特定の積層ビード高さHbまで4kJ/cm以上12kJ/cm以下の入熱量範囲Q1で積層溶接41し、その後に、残りの開先部分から開先上部の最終層まで2kJ/cm以上6kJ/cm以下の入熱量範囲Q2で積層溶接42して、前記裏ビード部分及びその近傍の熱影響部分に圧縮残留応力を形成させ又は前記裏ビードの一部に僅かな引張応力が混在する圧縮残留応力を前記熱影響部分に形成させる。
(もっと読む)
鋼板の板継溶接方法
【課題】 スパイラル鋼管の製造等において用いられるコイル継ぎ溶接などのように、鋼板どうしを突合せ、鋼板の突合せ部を一方の面側からのみサブマージアーク溶接して板継ぎを行う板継溶接方法において、鋼板の裏面側まで溶接ビード(裏波ビード)の生成を可能とし、鋼管成形などの後に溶接ビード裏面の手直し溶接(補修溶接)が不要となる鋼板の板継溶接方法を提供する。
【解決手段】 鋼板1,1どうしを突合せ、鋼板1,1の突合せ部2を一方の面側からのみサブマージアーク溶接する場合に、溶接トーチと反対側の裏面に裏当て金4を当接させた状態で、溶接トーチ3a,3bの進行方向前方に高周波誘導加熱用のコイル5を配置して、突合せ部2を予め加熱し、かつサブマージアーク溶接を2電極(溶接トーチ3a,3b)で行う。
(もっと読む)
裏当て支持装置およびアーク溶接装置
【課題】 y方向に延びる開先の全長に及ぶ裏当材21の、開先幅方向xの位置調整を容易にする。
【解決手段】 水平y方向に延びる裏当材21;該裏当材を下支持し、それぞれが裏当材昇降機構および裏当材水平x駆動機構を有する、水平y方向に分布する3以上の裏当て支持装置12〜15;および、前記裏当て支持装置群の中の、y方向の一端部の支持装置12のx駆動機構12Mは駆動せず他端部の支持装置15のx駆動機構15Mを駆動するとき、両端部の支持装置12,15の間にある支持装置13,14のx駆動機構13M,14Mは、両端部の支持装置12,15間のy方向距離L1+L2+L3に対する前記一端部の支持装置12からの距離L1,L1+L2の比L1/(L1+L2+L3),(L1+L2)/(L1+L2+L3)と他端部の支持装置15の駆動速度との積の速度で同時駆動する、裏当材のx駆動装置100;を備える裏当装置。
(もっと読む)
片面溶接装置
【課題】 複数個の溶接機を使用して、相互間隔が短い複数個の溶接線を、同時に溶接することができる片面溶接装置を提供することを目的とする。本発明の他の目的は、3台以上の複数個の溶接機を使用して、相互間隔が短い3個以上の溶接線を、同時に溶接することができ、同時溶接可能な溶接対象物の制約を解消した片面溶接装置を提供する。
【解決手段】 2対の平行に延び内側から順次外側に配置された第1対、第2対のガーダ12a等の上を、夫々2対の第1対〜第4対のサドル13a等が走行する。第1〜第4溶接機ビーム17等がサドル間に相互に平行になるように掛け渡され、第1〜第4溶接機21が夫々第1〜第4溶接機ビーム上を走行する。溶接機ビームは、最も長いものがその配設中心寄りになり、最も短いものが端部寄りになるようにして配設され、いずれの溶接機ビームも、サドルにその中央位置よりも配設中心寄りの位置に固定されている。
(もっと読む)
ティグ溶接用フェライト系ステンレス鋼溶加棒
【課題】本発明は高耐食性構造用フェライト系ステンレス鋼のティグ溶接用フェライト系ステンレス溶加棒および該溶接棒を用いた溶接法を提供する。
【解決手段】質量%で,C:0.009%以下,N:0.01%以下,Si:0.25〜0.40%,Mn:0.10〜0.20%,P:0.020%以下, S:0.002%以下,Cr:18.5〜19.5%, T.Al:0.050〜0.060%,O:0.0070%以下,Mo:1.85〜1.95%,Nb:0.01〜0.30%,Ti:0.20〜0.50%, Ca:0.0005%以下、Ni,Cu,B、Vの1種または2種以上を含有し,Ti/Al<5および(Ti+Nb)/(C+N)>30の条件を満たし,残部がFeおよび不可避不純物からなることを特徴とするティグ溶接用フェライト系ステンレス鋼溶加棒。上記溶接棒を用いて、板厚0.7〜1.2mmの鋼材を重ねすみ肉の片側溶接で完全溶け込みにより安定的に裏波ビードを形成する溶接方法。
(もっと読む)
消耗電極式ガスシールドアーク溶接方法
【課題】 水平固定管のルートパスの溶接速度を大幅に向上することが可能な消耗電極式ガスシールドアーク溶接方法を提供する。
【解決手段】 固定管1,2の突き合わせ部に開先を形成して固定管1,2の開先突き合わせ部3aの初層溶接を行なう際に、開先突き合わせ部3aの裏面側に裏当金属材4を当接させるとともに、電極ワイヤの送給速度をWFS(m3/分)とし、溶接速度をVs(m/分)としたときに下記(1)式が成立する条件で溶接を行なうことを特徴とする消耗電極式ガスシールドアーク溶接方法を採用する。
WFS=3.2×10−6Vs+b(b=5.6×10−6〜8.6×10−6) (1)
(もっと読む)
41 - 60 / 63
[ Back to top ]