
Fターム[4E001EA01]の内容
Fターム[4E001EA01]に分類される特許
41 - 60 / 145
高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属
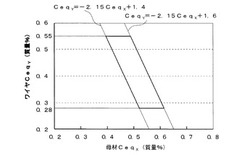
【課題】引張強度が780乃至980MPa級の中厚の高張力鋼板をレーザ・アークハイブリッド溶接する際に、鋼板の組成により最適な溶接材料を選択して溶接し、高い引張強度及び高い靱性を有する溶接金属が得られる高張力鋼板のレーザ・アークハイブリッド溶接方法及びこれにより得られる高張力鋼板溶接金属を提供する。
【解決手段】高張力鋼板のレーザ・アークハイブリッド溶接において、Tiの含有量が0.03質量%以下の高張力鋼板をTiの含有量が0.06質量%以下の溶接材料を使用してレーザ・アークハイブリッド溶接する。溶接材料は、その組成から算出される炭素当量CeqYが、高張力鋼板の炭素当量CeqXに対して所定の範囲を満足するものを選択することにより、高い引張強度及び靱性を両立させた溶接金属が得られる。
(もっと読む)
クリープ特性に優れた溶接金属
【課題】優れたクリープ特性を発揮すると共に、靭性、耐SR割れ性、強度等の特性において優れた溶接金属、およびこのような溶接金属を備えた溶接構造体を提供する。
【解決手段】所定の化学成分組成を有し、下記(1)式によって規定されるA値が200以上であり、且つ円相当直径で0.40μm以上の炭化物の平均円相当直径が0.85μm未満であると共に、溶接金属中に存在する粒界のうち炭化物が存在する長さの割合が25%以上である。
A値=([V]/51+[Nb]/93)/{[V]×([Cr]/5+[Mo]/2)}×104 …(1)
但し、[V],[Nb],[Cr]および[Mo]は、夫々溶接金属中のV,Nb,CrおよびMoの含有量(質量%)を示す。
(もっと読む)
多電極ガスシールドアーク自動溶接装置

【課題】湯だまりの不安定化による溶接欠陥の発生を防止するとともに、ガスシールドアーク溶接の自動化に適合する多電極ガスシールドアーク自動溶接装置を提供することにある。
【解決手段】中間電極5と被溶接材料1との間の電圧を検知する電圧検知手段18と、前記電圧検知手段18により検知した電圧が入力され、短絡か否かを判定する短絡判定手段19と、電流値信号が外部より入力されるとともに、前記短絡判定手段19が短絡と判定した場合は、第1電流値I1を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力し、前記短絡判定手段19が短絡でないと判定した場合は、前記第1電流値I1より小さい第2電流値I2を示す電流値信号を電流値設定信号として前記中間電極用直流電源Mに出力する中間電極用電流設定手段20と、速度制御手段32と、電極送給手段27と、を備えることを特徴とする。
(もっと読む)
溶接鋼管の製造方法
【課題】溶接部の品質性に優れていると共に生産効率性を向上し得る溶接鋼管の製造方法を提供する。
【解決手段】鋼帯1を連続的に管状に曲成して直線シーム素管2を成形し、素管のシーム部を溶接して溶接鋼管を製造する製造方法において、素管のシーム部の内面側における素管の肉厚の1/2〜1/8の部位だけを高周波溶接3し、その溶接直後に溶接部の内面溶接ビード30及び外面溶接ビード31を切削して除去する。次いで、シーム部の外側面をサブマージアーク溶接で溶接4する。
(もっと読む)
エレクトロガスアーク溶接用水冷摺動銅当金
【課題】 溶接時に溶融プール上に生成する溶融スラグを効率的に溶融プールから排出する。
【解決手段】 エレクトロガスアーク溶接の開先部の被溶接材表面に当接して溶接進行方向に摺動するエレクトロガスアーク溶接用摺動銅当金において、該水冷摺動銅当金の被溶接材開先部に対する面に、上方から下方に順に、溶接ビード形成のための、被溶接材表面に平行な第1の溝16と、溶融スラグを排出するための、第1の溝の下部に連続し被溶接材表面に対して傾斜した第2の溝17とを設け、第2の溝17は、溝幅が上方から下方に順に広く(θ1)、かつ溝深さが上方から下方に順に深い(θ2)ことを特徴とする。
(もっと読む)
2ワイヤ溶接制御方法
【課題】アーク長を周期的に変化させて溶接する2ワイヤ溶接方法において、高速溶接性を向上させる。
【解決手段】ピーク期間中のピーク電流及びベース期間中のベース電流を1パルス周期として繰り返して溶接ワイヤ1に通電し、切換信号Stcに同期してアーク長Laを第1アーク長HLaとそれよりも短い第2アーク長LLaとに周期的に切り替えて溶融池2を形成し、フィラーワイヤ6を溶融池2に送給して溶接する2ワイヤ溶接制御方法において、フィラーワイヤ6の送給速度Wsを、第1アーク長HLaのときは第1フィラーワイヤ送給速度LWsに設定し、第2アーク長LLaのときは第1フィラーワイヤ送給速度LWsよりも高速の第2フィラーワイヤ送給速度HWsに設定する。アーク長が短いときのフィラーワイヤの送給速度が高速になるので、溶融池の冷却効果が増大し、高速溶接性が向上する。
(もっと読む)
サブマージアーク溶接方法
【課題】 高速度の溶接条件においても溶接作業性が良好で、優れた機械性能の溶接金属が得られるサブマージアーク溶接方法を提供する。
【解決手段】 質量%で、SiO2:8〜25%、Al2O3:30〜50%、MgO:0.5〜8.0%、MnO:5.5〜11.0%、CaO:5〜20%、CaF2:25〜48%、K2O:0.10〜3.0%を含有し、その他は酸化鉄および不可避不純物からなる溶融型フラックスとC:0.03〜0.25%、Si:0.004〜1.20%、Mn:0.25〜2.80%を含有し、残部がFeおよび不可避不純物からなるソリッドワイヤとを組合せて溶接することを特徴とするサブマージアーク溶接方法。
(もっと読む)
鋼製部材の化成処理方法、電着塗装を施した鋼製塗装部材の製造方法、および鋼製塗装部材
【課題】溶接部の耐食性に優れた鋼製塗装部材を提供する。
【解決手段】鋼板同士を溶接接合してなる鋼製部材を化成処理と電着塗装を施して鋼製塗装部材とするに際し、前記化成処理を、リン酸亜鉛コロイドを含有する表面調整剤を用いた表面調整処理を施したのち、フッ素濃度が100質量ppm以上であるリン酸亜鉛処理剤を用いたリン酸亜鉛処理を施す処理とする。
(もっと読む)
パルスTIG溶接ロボットの制御方法及び制御システム
【課題】パルスTIG溶接において、ベース電圧を利用した倣いができない。
【解決手段】
外部パルス信号受信判別器52はパルス信号のピーク電圧区間及びベース電圧区間を判定する。電圧抽出器53は設定された指定電圧区間における実溶接電圧V1をサンプリング周期毎に抽出する。差電圧算出器56は抽出した実溶接電圧V1の平均電圧値とアーク基準電圧との差を算出し、トーチ動作方向判定器57及びトーチ動作方向判定器57により、溶接トーチ11の動作方向とトーチ動作量を得る。ロボット制御装置20は溶接トーチ11とワークW間の距離を制御して倣い制御する。ピーク電圧区間だけでなく、ベース電圧区間を利用して倣い制御ができ、溶接環境に適応した倣いを行うことができる。
(もっと読む)
プラズマミグ溶接のアークスタート制御方法
【課題】アークスタート時のビード表面の黒い煤(スマット)の発生を抑制する。
【解決手段】溶接ワイヤを母材と一旦接触させた後に後退送給して引き離すことによって初期アーク電流が通電する初期ミグアークを発生させ、後退送給を継続してアーク長を長くすることによってプラズマアークを発生させ、それ以降は前進送給に切り換えると共にミグ溶接電流を通電して定常ミグアークへと移行させる。アーク長Laが第1基準距離Lt1に達するまでの期間(t3〜t31)中は電極マイナス極性の第1初期アーク電流Ii1を通電し、それ以降の期間(t31〜t4)中は電極プラス極性の第2初期アーク電流Ii2を通電する。|Ii1|>Ii2である。Ii1が通電するアークによって溶接ワイヤが溶融してアーク長Laは急速に長くなる。このために、ミグアークが単独で発生している期間を短縮することができるので、スマットの発生を抑制できる。
(もっと読む)
アーク溶接方法およびアーク溶接システム
【課題】 幅の均一なビードを形成できるアーク溶接方法およびアーク溶接システムを提供すること。
【解決手段】 消耗電極15と母材Wとの間にアークa1を発生させつつ消耗電極15から母材Wへ溶滴151を移行させる溶滴移行期間T1と、母材Wに形成された溶融池を冷却する冷却期間T2とを繰り返すアーク溶接方法であって、各溶滴移行期間T1中に、ピーク値ipで電流を流すピーク期間Tpとピーク値ipよりも小さいベース値ibで電流を流すベース期間Tbとを含む単位パルス波形の電流を、消耗電極15から母材Wへ繰り返し流す工程と、各冷却期間T2中に、溶接進行方向に、消耗電極15を母材Wに対し母材Wに沿って移動させる工程と、各溶滴移行期間T1におけるピーク期間Tpの回数が設定数に達したとき、当該溶滴移行期間T1を終了する工程と、を備える。このような構成によれば、各溶滴移行期間T1に母材Wに形成される各溶接痕の大きさを均一にすることができる。したがって、幅の均一なきれいなビードを形成することができる。
(もっと読む)
プラズマミグ溶接のアークスタート制御方法
【課題】アークスタートにおいて、ビード表面の黒い煤(スマット)の発生を抑制する。
【解決手段】溶接ワイヤを母材と一旦接触させた後に後退送給して引き離すことによって初期アーク電流が通電する初期ミグアークを発生させ、後退送給を継続してアーク長を長くすることによってプラズマアークを発生させ、それ以降は前進送給に切り換えると共にミグ溶接電流を通電して定常ミグアークへと移行させる。初期アーク電流の値を、初期ミグアークの発生時点からアーク長Laが第1基準距離Lt1に達するまでの期間t3〜t31中は第1初期アーク電流値Ii1に設定し、それ以降の期間t31〜t4は第2初期アーク電流値Ii2に設定する。Ii1>Ii2である。Ii1が通電するアークによって溶接ワイヤが溶融してアーク長Laは急速に長くなる。このために、ミグアークが単独で発生している期間を短縮することができるので、スマットの発生を抑制できる。
(もっと読む)
溶接継手
【課題】特別な設計および施工を行うことなく溶接部の疲労き裂発生特性を改善できかつ疲労き裂が母材部に進入したときには母材部で疲労き裂進展抵抗特性を発揮する溶接継手を提供する。
【解決手段】質量%で、C:0.01〜0.10%、Si:0.04〜0.60%、Mn:0.50〜2.00%、P:0.025%以下、S:0.020%以下、Al:0.003〜0.060%、Ti:0.001〜0.100%、N:0.0020〜0.0120%、Mo:0.04〜0.50%を含有し、残部はFeと不純物からなる化学組成を有し、硬質部の素地とこの素地中に分散した軟質部からなる複合組織を有し、硬質部と軟質部の硬度差がビッカース硬度で150以上である母材を溶接してなる溶接継手であって、
溶接熱影響部の硬度が、母材、溶接金属の各々の硬度と下記の不等式(1)の関係を満たすと共に、溶接熱影響部における[回転曲げ疲労強度/引張強度]の比が0.45以上であることを特徴とする溶接継手。
{Min(母材硬度、溶接金属硬度)}×1.5≧(HAZ硬度の最大値) ・・・式(1)ただし、Min(母材硬度、溶接金属硬度)とは、母材の硬度および溶接金属の硬度のうちの低い方の値を意味する。HAZ硬度の最大値とは、溶接熱影響部における硬度の最大値を意味する。
(もっと読む)
プラズマミグ溶接のアークスタート制御方法
【課題】プラズマミグ溶接のアークスタートにおいて、タクトタイムを短縮し、ミグアークのアーク長が長くなり過ぎるのを抑制する。
【解決手段】溶接ワイヤを前進送給して母材と一旦接触させた後に後退送給して引き離すことによって初期ミグアークを発生させ、後退送給を継続し初期ミグアークのアーク長を次第に長くしてプラズマ電極と母材との間の空間にプラズマ雰囲気を形成することによってプラズマアークを発生させる。後退送給の送給速度を、初期ミグアークのアーク長Laが第1基準距離Lt1に達するまでは高速の第1後退送給速度Fb1に設定し、それ以降は低速の第2後退送給速度Fb2に設定する。これにより、後退送給速度が、アーク長Laが短いときは高速になるのでタクトタイムが短縮し、長くなると低速になるのでアーク長が長くなり過ぎることがない。
(もっと読む)
突き合わせ溶接方法及び突き合わせ溶接装置
【課題】開先幅が変化したとしても、開先内に高さがほぼ一様な溶接ビードを形成したり、溶接金属を肉痩せなく盛ったりすることができる突き合わせ溶接方法及び突き合わせ溶接装置を提供する。
【解決手段】一対の鋼板W,Wの端面Wa,Wa間に形成される開先Wb内に溶接ワイヤ2を突出させる溶接トーチ3と、溶接トーチ3を開先Wbに沿って移動させる走行台車5と、溶接電源6と、制御部10を備え、溶接ワイヤ2に電源を供給して溶融させつつ走行台車5とともに溶接トーチ3を移動させて、開先Wb内に溶接ビードBを形成する突き合わせ溶接装置1において、制御部10に、溶接を行っている際の実行溶接電流値を計測する電流計測手段11を設けて、この電流値計測手段11で得られる実行溶接電流値と目標値の厚みの溶接ビードBが得られる設定電流値とを比較して、溶接ビードBの厚みを一定に保つべく、走行台車5の走行速度を決定する。
(もっと読む)
ガスシールドアーク溶接に用いる溶接用鋼ワイヤおよびそれを用いたガスシールドアーク溶接方法
【課題】REMを含有する溶接用鋼ワイヤを安定して製造することによって、溶接用鋼ワイヤの歩留りを向上し、その製造コストを低減する。
【解決手段】ガスシールドアーク溶接に用いる溶接用鋼ワイヤ1であって、REMを2〜60質量%含有し残部がFeおよび不可避的不純物からなる合金鋼粉を鋼製外皮2に内包させ、合金鋼粉3の質量をMPW(g),鋼製外皮の質量をmSH(g)として、溶接用鋼ワイヤ中の合金鋼粉の内包率100×MPW/(MPW+mSH)が0.01〜25.0質量%の範囲内を満足し、かつ合金鋼粉に含有されるREMの質量をMRE(g)として、溶接用鋼ワイヤ中のREMの含有率100×MRE/(MPW+mSH)が0.01〜0.5質量%の範囲内を満足する溶接用鋼ワイヤ。
(もっと読む)
異材接合構造体
【課題】ミグ溶接時に、冷却後の接合界面に生成する脆弱なAl−Fe二元合金層の生成を適性範囲に抑制し、高い接合強度及び剥離強度を有する鋼/アルミニウムの接合構造体を提供する。
【解決手段】異材接合構造体は、溶融亜鉛めっきされた鋼材1にアルミニウム又はアルミニウム合金材2をミグ溶接にて少なくとも前記溶融亜鉛めっきの層を接合界面に配置して重ね隅肉溶接したものである。亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との間に生成する金属間化合物は、平均厚さHが3乃至5μmであり、亜鉛めっき鋼材1とアルミニウム又はアルミニウム合金材2との溶接部3は、ビッカース硬さHvが40乃至60である。
(もっと読む)
溶接金属及びサブマージアーク溶接方法
【課題】靱性が安定して優れているとともに、耐SR性が優れている高強度Cr−Mo鋼の溶接金属及びその溶接金属を得るサブマージアーク溶接方法を提供する。
【解決手段】サブマージアーク溶接によって溶接された溶接金属は、C:0.05乃至0.15質量%、Si:0.10乃至0.25質量%、Mn:0.50乃至1.30質量%、Cr:2.00乃至3.25質量%、Mo:0.90乃至1.20質量%、V:0.20乃至0.40質量%、Nb:0.010乃至0.040質量%、O:250乃至450ppm、を含有し、Al:0.040質量%以下、P:0.010質量%以下、S、Sn、Sb、As:総量で0.010質量%以下、Bi、Pb:総量で1.0ppm以下、であり、残部がFe及び不可避不純物である組成を有し、ミクロ組織において、粒面積が400μm2以下の結晶粒が結晶粒全体の70%以上を占める。
(もっと読む)
溶接部材、及びその製造方法
【課題】生産性が高く、導電率、軟化温度、表面品質に優れた溶接部材及びその製造方法を提供でき、また、銅合金中にOFCよりも多い量の酸素を含有していても、溶融接合時に水蒸気によるブローホールが発生しない、TIG溶接性に優れた溶接部材及びその製造方法を提供する。
【解決手段】本発明に係る溶接部材は、金属材料同士を溶接して形成される溶接部材であって、前記金属材料の少なくとも一方が、不可避的不純物を含む純銅に、2mass ppmを超える酸素と、Mg、Zr、Nb、Fe、Si、Al、Ca、V、Ni、Mn、Ti、及びCrからなる群から選択される添加元素とを含む金属材料である。
(もっと読む)
溶接ガス及びプラズマ溶接方法
【課題】本発明は、板厚が3mm以下のフェライト系ステンレス鋼を非キーホール溶接した場合において、溶接ビードの蛇行の発生及びアンダーカットの発生を抑制可能で、かつ溶接ビードの裏波を良好な形状にすることの可能な溶接ガス及びプラズマ溶接方法を提供することを課題とする。
【解決手段】プラズマ溶接トーチ10を用いて、板厚が3mm以下のフェライト系ステンレス鋼に対して非キーホール溶接を行なう際に使用する溶接ガス22(パイロットガス23及びシールドガス24により構成されたガス)であって、タングステン電極11とインサートチップ12との間隙に流すパイロットガス23が、流速2.1m/sec以下の不活性ガスであり、シールドガス24が、不活性ガスに0.5容量%以上4容量%以下の酸素ガスを加えた混合ガスである。
(もっと読む)
41 - 60 / 145
[ Back to top ]