
Fターム[4E050JA03]の内容
金型の交換、取付け、製造 (1,478) | 金型の材質 (142) | 非金属超硬物質 (24)
Fターム[4E050JA03]に分類される特許
1 - 20 / 24
プレス加工金型用工具の補修方法
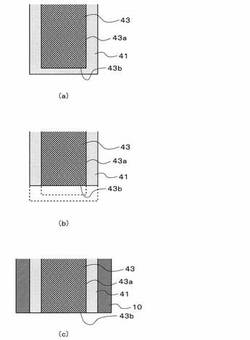
【課題】DLC膜の形成方法を検討することで、研磨実施後もプレス加工金型用工具の加工面にDLC膜が存在することが可能であり、且つ、プレス加工金型用工具の側面と加工面に同等の特性を有するDLC膜を形成することが可能なプレス加工金型用工具の補修方法を提供する。
【解決手段】被加工材をプレスにより成型加工又は打ち抜き加工を行うためのプレス加工金型用工具の補修方法であって、摩耗したプレス加工金型用工具43の加工面43bを研磨する工程と、プレス加工金型用工具43の側面43aをマスキング材10で保護する工程と、研磨した加工面43bにDLC膜41を形成する工程と、を有するものである。
(もっと読む)
炭素膜被覆部材及びその製造方法

【課題】 基材上に高い密着性をもって炭素膜が形成された炭素膜被覆部材及びその製造方法を提供すること。
【解決手段】 炭素膜被覆部材1が、超硬合金の基材2の表面に直径50μm以下の複数の微細穴3が並んで形成され、基材2の表面に微細穴3を埋めて炭素膜4が形成されている。また、この炭素膜被覆部材の製造方法は、超硬合金の基材2の表面に直径50μm以下の複数の微細穴3を並べて形成する穴形成工程と、該穴形成工程後に基材2の表面に微細穴3を埋めて炭素膜4を形成する炭素膜形成工程とを有している。
(もっと読む)
ダイスの製造方法とダイスを備えるホットプレス装置
【課題】ホットプレス装置のダイスであって、高い耐クリープ性を持つダイスの製造方法を提供する。
【解決手段】中心軸に直交する平面による断面の外周縁が円形である中心部材13を用意する。次に、中心部材13の外周に、ドライ状態の炭素繊維19を巻き付けることにより、炭素繊維19でダイスの原形を作る。その後、中心部材13に巻き付けたドライ状態の炭素繊維19を加熱して炭素繊維19を収縮させることにより、中心部材13の外周を炭素繊維19が締め付ける力を増加させる。これにより、張力が増加した状態の炭素繊維19を加熱する。その後、ダイスを形成している炭素繊維19を、中心部材13から抜き取る。
(もっと読む)
硬質皮膜被覆金型及びその製造方法
【課題】物理蒸着法による酸化物の上層と窒酸化物の下層との密着性及び上層の耐焼き付き性及び耐かじり性に優れた硬質被膜被覆金型を提供することである。
【解決手段】金型基体直上に、金属元素としてAlとCrを必須構成元素とする窒酸化物の下層と、金属元素としてAlとCrを必須構成元素とする酸化物の上層とを、物理蒸着法により被覆した硬質被膜被覆金型において、該酸化物の上層はα型結晶構造を有し、X線回折強度比TC(006)が1.3以上であることを特徴とする硬質被膜被覆金型。
(もっと読む)
立方晶窒化硼素焼結体工具
【課題】過酷な条件下に耐え得る立方晶窒化硼素焼結体が強固かつ高剛性に接合されてなる立方晶窒化硼素焼結体工具を提供する。
【解決手段】本発明の立方晶窒化硼素焼結体工具は、立方晶窒化硼素焼結体が接合層を介して工具母材に接合されたものであって、立方晶窒化硼素焼結体は、30体積%以上95体積%以下の立方晶窒化硼素粒子と5体積%以上70体積%以下の結合相とを含有し、立方晶窒化硼素焼結体と接合層との接合面のうちの面積が最大となる接合面に垂直な面で立方晶窒化硼素焼結体工具を切断したときの少なくとも1つの切断面において、点Aと点Bとを結ぶ線分の長さの4分の1の長さだけ離れた点を点Dとすると、点Cと点Dとを結ぶ線分と、第1立方晶窒化硼素粒子と、第2立方晶窒化硼素粒子と、結合相とによって囲まれる領域の面積を、点Aと点Bとを結ぶ線分の長さで除したときの値が、0.14μm以上0.6μm以下であることを特徴とする。
(もっと読む)
せん断用金型及びその製造方法
【課題】長寿命化させたせん断用金型及びその製造方法を提供することにある。
【解決手段】本発明に係るせん断用金型1は、一対の基材の間に配置される板材2を当該基材によりせん断するせん断用金型1であって、前記基材の表面のうち、少なくとも、曲面の領域と、前記板材2の表面に対向するとともに前記曲面から前記基材の面に沿って300μmまでの領域とに、アークイオンプレーティング法により形成された硬質皮膜を備え、前記硬質皮膜は、Alと、TiおよびCrのうちの1種以上と、を含有するとともに、膜厚が1μm以上、5μm以下であり、さらに、前記曲面の領域と、前記曲面から前記基材の面に沿って300μmまでの領域と、に形成された前記硬質皮膜の表面において、長さ10mmの線分上に存在する直径20μm以上の金属粒子の個数が2個以下であることを特徴とする。
(もっと読む)
プレス打抜き成形型装置およびその成形型構成部品
【課題】硬度の異なる2種以上の材料から構成される成形型構成部品を備え、これら成形型構成部品が、被加工材をプレス加工により打抜き成形するプレス打抜き成形型装置において、成形型構成部品であるポンチとダイのクリアランスの調整が容易かつ迅速に行える構造を備えた打抜き成形型構造を提供する。
【解決手段】ダイ6が硬度の異なる2種以上の材料から構成される複合材料構造とされるものにおいて、ダイ6の切刃部25は、その刃先30aを備える刃先プレート25が高硬度材料により形成されるとともに、刃先プレート25の外周が低硬度材料からなる台金26により囲繞形成されてなる。これにより、ポンチ5とダイ6のクリアランスCの調整が容易かつ迅速に行える。
(もっと読む)
プレス金型用打抜きパンチ及びそれを用いた車両用部品の製造方法
【課題】寿命向上を図り得るプレス金型用打抜きパンチを提供する。
【解決手段】プレス金型用打抜きパンチ11の全体、あるいは刃先部11aの一部位である先端部11a1のみを炭窒化チタン焼結体で形成する。このプレス金型用打抜きパンチ11を用いて、ディスクカバー31(車両用部品)における車体に取り付けるための取付穴31a〜31f、及び車軸を挿通するための挿通穴31gを打抜き加工によって形成する。
(もっと読む)
金型及び金型表面の加工方法
【課題】高精度かつ表面粗さの極めて小さいプレス成形品の作製を可能とする。
【解決手段】被加工材料と接触する金型表面に、周期100〜1000nm、深さ10〜100nmのリップル24を形成する。リップル24は金型(ダイス21)と被加工材料との摺動方向(矢印a方向)と略垂直方向に筋状をなすように形成する。リップル24はミクロプールとして機能する。例えば、表面粗さが数10nmオーダ以下を要求されるようなものであっても良好にプレス成形することができる。
(もっと読む)
金属構造コンポーネントの製造方法および製造装置
【課題】金属構造コンポーネントの構造の局部的調節を可能にし、同時に安価かつ簡単に実施できる金属構造コンポーネントの製造方法および製造装置を提供することにある。
【解決手段】金属構造コンポーネント、より詳しくは車両の構造コンポーネントを製造する方法であって、鋼部材(16、104)が熱間成形されかつ工具表面(14)との接触により少なくとも数セクションに亘って硬化され、鋼部材の少なくとも2つの部分領域(152、154、162、164)を、硬化中に、互いに異なる冷却速度で冷却し、これらの部分領域の顕微鏡組織が、硬化後に異なるものとなるようにする方法において、熱伝導率が互いに異なる鋼部材の部分領域に対応する工具表面(14)のセクション(32、34、36、38、66、68、70、72)により、互いに異なる冷却速度が発生されることを特徴とする金属構造コンポーネントの製造方法。また本発明は、このような金属構造部品を製造する他の方法、工具およびバッチ炉に関する。
(もっと読む)
金属高温成型金型及びその製造方法
【課題】本発明は、優れた耐高温性及び耐衝撃性を有する金属高温成型金型及びその製造方法を提供することを目的とする。
【解決手段】本発明に係る金属高温成型金型は、キャビティーを有する金型基体と、前記金型基体のキャビティーの内表面に形成される、三酸化二クロム、二酸化ケイ素及び三酸化二アルミニウムからなるセラミック被覆層と、を備える。
(もっと読む)
プレス加工用金型
【課題】耐チッピング性及び耐磨耗性に優れたプレス加工用金型を提供する。
【解決手段】金型材23のミクロ組織の硬度を従来通り60HRC以下に維持したまま、第2相粒子の化合物をMoV化合物とし、その粒径を5μm以下とし、この金型材23により、コーナーR部28をR=0.2mmに形成されたプレス加工用金型27を作成し、更にコーナーR部28の先端の打抜き部の付近の表面に1.7μm以上、好ましくは2μm以上のTiCN表面被膜処理を施して打抜き寿命100,000回以上の金型を得る。
(もっと読む)
多層皮膜被覆冷間加工用工具
【課題】 高い硬度を持つ窒化物あるいは炭窒化物皮膜を、冷間加工用工具に適用しようとすると、高い内部応力のために、皮膜が剥離する危険性が高かった。このため、大きい衝撃を受ける冷間加工用工具に適用することができなかった。
【解決手段】 本発明は、高い硬度を持つ(TixSi1-x)または(CrxSi1-x)、但しx=0.05〜0.20、の窒化物あるいは炭窒化物皮膜とTiまたは Crの窒化物または炭窒化物皮膜を、両層の組成混合層を介して交互に50周期以上積み重ねることによって、高硬度を維持しながら、大きな衝撃を受けても剥離しがたい皮膜を有する冷間加工用工具を提供するものである。
(もっと読む)
超硬合金体及び方法
本発明は、(1)結晶粒成長抑制剤及び炭素及び/又は窒素を含む結晶粒成長抑制剤化合物、及び、(2)結晶粒成長促進剤を、1種以上の硬質相成分及びバインダーを含むWC−ベースの出発材料の成形体の表面の少なくとも一部の上に提供すること、及び、その後、前記成形体を焼結することを含む、超硬合金体の製造方法に関する。本発明は、また、WC−ベースの硬質相及びバインダー相を含む超硬合金体であって、中間表面ゾーンの少なくとも一部は平均バインダー含有分が前記超硬合金体のより内側の部分よりも低く、上部表面ゾーンの少なくとも一部は平均WC粒度が中間表面ゾーンよりも平均で大きい、超硬合金体にも関する。超硬合金体は、金属機械加工のための切削工具インサート、採掘工具用インサート又は冷間加工工具として使用されうる。  (もっと読む)
(もっと読む)
マグネシウム合金部材の成形方法およびその成形用金型
【課題】潤滑剤やテフロンシート等のシート状部材を用いなくても金型との溶着を起こすことなく、簡易にしかも低コストで成形品を製造でき、耐久性に優れたマグネシウム合金部材の成形方法および成形用金型を提供する。
【解決手段】金型を用いてマグネシウム合金部材を成形する際に、金型におけるマグネシウム合金部材と接する部分の少なくとも一部分にダイヤモンド膜をコーティングし、ダイヤモンド膜の表面を最大表面粗さが0.1μm以上1.0μm以下になるまで研磨し、その研磨後の金型におけるダイヤモンド膜がマグネシウム合金部材と直に接触するようにしてプレス加工を行う。
(もっと読む)
打ち抜き金型
【課題】金属薄板を剪断応力にて打ち抜き加工するためのパンチ、およびダイの材質を改善することにより、良好かつ長寿命な打ち抜き金型を得ることである。
【解決手段】金型固定部に取り付けられるパンチとダイのいずれか一方を超硬合金、もう一方をZrO2系セラミックスにて形成することにより、前記課題を解決した。金型のチッピングが無く、先端稜面をシャープエッジとして長時間維持することができる。2,000rpm以上の高速で稼動も可能である。
(もっと読む)
金型およびその製造方法
【課題】加飾部を有する金型の製造に要する時間や費用を低減できる金型の製造方法を提供することを目的とする。
【解決手段】成形材料にレーザ光15を照射して成形材料を焼結させた焼結体30を金型本体13の表面に部分的に形成して、高さと表面粗さが金型本体13の表面とは異なる加飾部を形成する。
(もっと読む)
プレス抜き加工のかす上がり防止装置
【課題】抜きかす通過面に複数の抜きかすが介在する場合についても、プレス抜き加工のかす上がりを確実に防止する装置を提供する。
【解決手段】被加工材のプレス打ち抜きダイ3において、被加工材設置面8に形成した溝10Aと切刃部11の切欠き10Bと抜きかす通過面12に形成した溝10Cが連通するように凹溝10を形成して、凹溝10がダイ3の抜きかす通過面に係止された抜きかすと、ポンチに密着してダイ3に嵌入する新たな抜きかす4との間に介在する空気の逃がし溝となり、凹溝10の深さが被加工材設置面8から徐々に増加し切刃部11の切欠き10Bにおいて最大となるとともに抜きかす通過面12に向かって徐々に減少することにより、抜きかす4がポンチ1に押されて凹溝10を通過する過程で圧縮され変形する結果、ダイ3への抜きかす保持力を増加させる。
(もっと読む)
半導体装置のリード切断装置および半導体装置のリード切断方法
【課題】外部リード切断時の半田の再付着によるリード間の短絡不良を防止する。
【解決手段】リード切断装置5はパンチ12およびダイ10を有し、これらを外部リード3の厚さ方向に交差するように相対的に移動させて、外部リード3の先端を切断する。パンチ12およびダイ10の側面(切刃面)には、外部リード3の切断面の摺動方向とほぼ平行に研削加工が施され、これらの部分には、ダイヤモンド膜11b、11aがコーティングされている。このような構造とすることにより、外部リード3を切断する際に、半田が剥離することを抑制し、再付着することを防止することができる。
(もっと読む)
絞り金型
【課題】 ボタン電池等に用いる外装ステンレスケース用の絞り金型は、絞り加工時の高熱劣化とステンレス中に多く含まれるニッケル金属の凝着磨耗の克服が課題であった。
【解決手段】
アルミナおよびカーボンを用いたセリア・ディスプロ安定化剤を含むジルコニア部材を用いて絞り金型を形成する。被加工物のステンレス鋼との粒間置換反応が防止でき、さらに高摺動性を有することから、著しく耐摩耗性に優れた絞り金型が得られる。
(もっと読む)
1 - 20 / 24
[ Back to top ]