
Fターム[4E065EA00]の内容
スポット溶接 (796) | 溶接方法 (337)
Fターム[4E065EA00]の下位に属するFターム
Fターム[4E065EA00]に分類される特許
41 - 60 / 71
高強度薄鋼板の抵抗スポット溶接方法
【課題】継手引張特性に優れた高強度薄鋼板の抵抗スポット溶接方法を提供する。
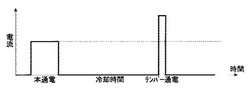
【解決手段】2枚以上の高強度の薄鋼板を重ね合わせた板組を一対の電極によって挟み加圧力を加えながら電流を流して溶接する抵抗スポット溶接方法であって、本通電にてナゲットを形成する第1ステップと、前記第1ステップの終了後、電極で狭持したまま保持することにより溶接部を冷却する第2ステップと、前記第2ステップの終了後、極短時間で散りの出ない範囲内で本通電よりも高い電流を流す第3ステップとを備えた工程により抵抗スポット溶接を行なう。
(もっと読む)
高強度薄鋼板の抵抗スポット溶接方法

【課題】継手引張特性に優れた高強度薄鋼板の抵抗スポット溶接方法を提供する。
【解決手段】重ね合わせた高強度薄鋼板13、14を一対の電極11、12によって挟み加圧力を加えながら抵抗スポット溶接をするにあたり、1点目を溶接後、電極11、12の位置を移動し、1点目の溶接部13がMf点以下の温度まで冷却された後に、1点目の溶接部13に2点目の溶接部17の一部が重なるように2点目の溶接を行なうことを特徴とする高強度薄鋼板の抵抗スポット溶接方法。
(もっと読む)
抵抗スポット溶接方法
【課題】高強度鋼板を含む板組の抵抗スポット溶接において、より短時間の溶接時間でより高い継手強度を達成することの出来る抵抗スポット溶接方法を提供する。
【解決手段】二枚以上の鋼板を重ね合せた板組を、一対の溶接電極で挟持し、加圧しながら電流を流して溶接する抵抗スポット溶接方法であって、少なくとも二つの工程からなり、通電により所定の径のナゲットを形成する本通電工程と、加圧力を本通電工程より増加させて、1サイクル以上20サイクル以下の休止と、短時間の通電からなる後熱通電工程を有することを特徴とする抵抗スポット溶接方法。
(もっと読む)
鋳物と板材の異種金属接合方法及びこれによる異種金属接合構造
【課題】リブを有し、片面側からしか加圧できない鋳造部材と、これとは異なる材料から成る板状部材を共晶溶融を利用して接合するに際して、接合時の加圧力が不足したとしても、共晶溶融反応生成物の接合界面からの排出性を高めることができ、健全な接合部を得ることができる鋳物と板材との異種金属接合方法を提供する。
【解決手段】アルミニウム合金から成りリブRを備えた鋳造部材Cの反リブ側に、板状部材として亜鉛めっき鋼板1を重ね、鋼板1の側から電極Eにより加圧・通電して、これら両部材を抵抗スポット溶接するに際して、鋼板1の亜鉛めっき層1pに含まれる亜鉛とアルミニウムの間に共晶溶融を生じさせ、共晶溶融に伴って接合界面に生じた反応生成物Wを鋳造時の引けに起因して鋳造部材Cのリブ裏面に形成された凹部Rに排出させる。
(もっと読む)
片側スポット溶接性に優れた高強度鋼材および片側スポット溶接方法
【課題】高い接合強度を有し、かつ「焼け」の発生や激しい電極損耗を抑制できる、高強度鋼材を用いた重ね合わせ片側スポット溶接方法を提供する。
【解決手段】高強度鋼材と軟鋼材とを、または高強度鋼材同士を重ね合わせて、それぞれが50mm以上離間した少なくとも2個の電極を用いる片側スポット溶接により溶接接合するに際し、高強度鋼材を、質量%で、Si:0.7〜2.5%、Mn:0.8〜3%を含有する組成の鋼材とする。これにより、重ね合わせた鋼板の界面にナゲットが形成され、高い接合強度を有する片側スポット溶接接合部材が得られる。なお、インダイレクト方式の片側スポット溶接では、重ね合わせた被溶接材の一方(軟鋼材)の側に、溶接側電極となる一方の電極を1個配設し、アース側電極となる他方の電極を少なくとも2個、被溶接材の他方(高強度鋼材)側に配設することにより、高い接合強度を確保できることに加え、アース側電極を配置した鋼材(高強度鋼材)に発生する「焼け」や激しい電極損耗等を抑制することができる。
(もっと読む)
抵抗溶接方法及び溶接構造体
【課題】板材と薄板材間の抵抗溶接を確実に行うことが可能な抵抗溶接方法及び溶接構造体を提供する。
【解決手段】重ね合わせた厚板材12、14よりも板厚が薄い薄板材16を載置し、一対の電極24、30で抵抗溶接方法及び溶接構造体であって、薄板材16は、ヘミング加工されており、電極24を薄板材16の折り返し部20に当接し、電極30を厚板材14の下面28に当接し、電極24、30で、厚板材12、14、薄板材16を抵抗溶接する。折り返し部20から薄板材16への通電を接触部18を介して行うことにより、厚板材14と薄板材16との抵抗溶接を確実にすることができ、また、厚板材14と薄板材16とが確実に抵抗溶接された溶接構造体を得ることができる。
(もっと読む)
抵抗溶接方法及び溶接構造体
【課題】板材と薄板材間の抵抗溶接を確実に行うことが可能な抵抗溶接方法及び溶接構造体を提供する。
【解決手段】重ね合わせた厚板材12、14よりも板厚が小さい薄板材16を載置し、一対の電極22、28で抵抗溶接を行う方法及びその構造体であって、薄板材16上に溶接補助材18を載置し、電極22を溶接補助材18に当接し、電極28を厚板材14の下面26に当接し、電極22、28で、厚板材12、14、薄板材16を抵抗溶接する。電極22から薄板材16への通電を溶接補助材18を介して行うことにより、厚板材14と薄板材16との抵抗溶接を確実にすることができ、また、厚板材14と薄板材16とが確実に抵抗溶接された溶接構造体を得ることができる。
(もっと読む)
溶接継手およびその製造方法
【課題】引張強度が440MPa以上の複数の高張力鋼板を重ね合わせてスポット溶接を行った場合のスポット溶接部の剥離方向強度の低下を防止する。
【解決手段】引張強度が440MPa以上の複数の高張力鋼板を重ね合わせて形成される重ね合わせ部材にスポット溶接を行って溶接継手を製造する際、スポット溶接部に、400≦T・(log10(t)+1)≦750(ただし、Tは熱処理温度(100℃≦T≦400℃)、tは熱処理時間(熱処理温度の保持時間;分))を充足する熱処理を施す。これによりスポット溶接部の剥離方向強度が上昇し、引張試験を行うと母材破断する。
(もっと読む)
抵抗溶接方法および抵抗溶接接合体
【課題】鋼板間にスポット溶接部や部分的に強く接触する部分が存在する状況下においても、抵抗スポット溶接の溶接条件を殆ど変更せずにく、無効電流を十分に低減しながら、スポット溶接部や部分的に強く接触する部分の近傍で、良好な抵抗スポット溶接を行う。
【解決手段】重ね合わされて配置される鋼板1、2における、鋼板1、2を接合するとともに通電性を有する接合部3の近傍に、重ね合わされて配置される鋼板1、2を挟んで対向して配置される溶接電極4およびバック電極5を当設して、鋼板1、2を抵抗溶接する。溶接電極4またはバック電極5が当接する鋼板1、2が、接合部3と、溶接電極4またはバック電極5が当設する部分とを結ぶ領域25の少なくとも一部を分断するように形成されるスリット1a、2aを備える。
(もっと読む)
高強度鋼板のスポット溶接方法
【目的】本発明は、高強度鋼板のスポット溶接において、良好な作業性を確保しつつ溶接継手の十字引張強さを向上させることが可能な溶接方法の提供を目的とする。
【解決手段】本発明は、高強度鋼板をスポット溶接して形成させた溶接継手の十字引張強さを向上させる方法において、溶接通電時において一定の条件下で2段通電、冷却を挟んだ2段通電、3段通電するスポット溶接方法に関する。
(もっと読む)
溶接を用いた塗装金属部品の製造方法
【課題】安価にして製造容易で、溶接箇所の錆防止効果に優れた溶接を用いた塗装金属部品の製造方法を提供する。
【解決手段】金属製の箱2と金属製のヒンジ5とを抵抗溶接する。箱2及び蓋4の溶接箇所と対応するヒンジ5の溶接箇所に導電性塗料を塗布した後、それらの溶接箇所を合わせ、それら箱2及び蓋4とヒンジ5の未塗装部分に抵抗溶接の電極を当てて通電し、導電性塗料を介して両溶接箇所を溶接する。この後、それら箱2及び蓋4とヒンジ5の未塗装部分を塗装する。箱2とヒンジ5との溶接箇所に、雨水や潮風などが浸入しても、溶接前に塗布した導電性塗料により耐錆性能が得られるため、錆による耐久性の低下と外観劣化とを防止でき、また、溶接後、未塗装部分の塗装を行うため、溶接作業時に他の塗装部分を損傷する虞がなく、さらに、その未塗装部分の塗装を簡便に行うことができる。
(もっと読む)
高張力鋼板のスポット溶接方法と高張力鋼板の溶接継手
【課題】板厚が厚い高張力鋼板を、高加圧力ではなく、量産実用上可能な低加圧力でスポット溶接することで、ナゲット径を拡大させ、必要な継ぎ手強度や耐衝撃性を得ることができる高張力鋼板のスポット溶接方法と、高張力鋼板の溶接継手を提供することを課題とする。
【解決手段】板厚が1.8mm以上で、引張強度が580MPa以上の高張力鋼板をスポット溶接する高張力鋼板のスポット溶接方法であって、スポット溶接を行う際の加圧力、溶接電流値を以下の式を満足させる条件で行うと共に、そのスポット溶接はチリを発生させた状態で行う。
ここで、2000N<P<5000N、Imin<I<17.0kA
上式で、Imin=(1/500)P+4t−8
(もっと読む)
錫系めっき鋼板のスポット溶接方法
【課題】めっき層中のSnが溶けて地鉄の粒界に入り込んで割れが発生する、いわゆる低融点金属侵入割れを防止することができる錫系めっき鋼板のスポット溶接方法を提供する。
【解決手段】錫系めっき鋼板をスポット溶接する前の溶接電極接触部に、100cal/g以上の気化潜熱を有する液体を塗布することを特徴とする錫系めっき鋼板のスポット溶接方法。好ましくは、気化潜熱を有する液体の塗布量を、めっき鋼板の溶接電極接触部1点当たり0.05ml以上の油もしくは水、もしくは、油と水の混合液とする。
(もっと読む)
重ね抵抗スポット溶接方法
【課題】3枚以上の鋼板を重ね抵抗スポット溶接する際に、溶接時の加圧力を一定にしても、散りを発生させることなく薄鋼板側にも必要な溶け込みを形成でき、更に電極の消耗も防止できる重ね抵抗スポット溶接方法を提供する。
【解決手段】板厚が最も薄い鋼板3がプラス側電極6に接触するように板組みし、更に、このプラス側電極6にW、Mo又はこれらの合金からなるチップが埋め込まれたインサート電極を使用して溶接する。その際、プラス側電極6と鋼板3との接触面積(S+)をマイナス側電極5と鋼板1との接触面積(S−)の1/2以上、3/4以下を満たすようにすることが望ましい。
(もっと読む)
抵抗スポット溶接方法
【課題】板厚比の大きい板組みに対しても十分な大きさのナゲットを適正な位置に形成することができ、かつこのナゲットの形成を伴う溶接作業を非常に簡易な設備および制御で行い得る抵抗スポット溶接方法を提供する。
【解決手段】重ね合わせた複数の金属板4、5のうち、最も薄い薄板4を一方の最外層に配してなる板組み3を一対の電極1、2で挟み、加圧しながら通電することで抵抗スポット溶接を行うに際し、一対の電極1、2のうち、一方の電極1にその先端を凸曲面状としたものを、他方の電極2にその先端に窪み6を設けたものをそれぞれ用い、かつ、窪み6を設けた電極2を板組み3の他方の最外層を構成する厚板5と接触させた状態で加圧通電する。
(もっと読む)
シリーズスポット溶接方法及び被溶接材構造
【課題】溶接電流の密度を高めて溶接する態様において、品質の安定性、作業性等の向上、及び設計上、構造上の制約の低減、コスト低減を為し得るシリーズスポット溶接方法及び被溶接材構造を提供する。
【解決手段】重ね合わせた2枚の被溶接材21,22の一方の表面に、離間する一対の電極15,16を加圧接触させ、両電極15,16間に電流を流して2枚の被溶接材21,22を溶接するシリーズスポット溶接方法において、被溶接材21,22の少なくとも1枚に突起23を材間側へ設けて2枚の被溶接材21,22の間に隙間24を形成し、一対の電極15,16を加圧接触させる際には、一対の電極15,16を被溶接材21,22の面部から押し当てて隙間24を押し潰すように被溶接材21,22を変形させて溶接する。
(もっと読む)
車体の故障診断装置
【課題】 特に接着剤の剥離に起因する故障を精度よく検出することができる車体の故障診断装置を提供する。
【解決手段】 車体10上の検出部位に作用する加速度を各加速度センサ21L〜24Rで検出するとともに、路面から左前輪11Lを通じて車体10に入力される力を力検出センサ25で検出する。FFTアナライザ6は、これらに基づいて車体10への力の入力に対する加速度応答の各周波数伝達関数を演算する。制御ユニット5は、FFTアナライザ6で演算した各周波数伝達関数を、接着剤の剥離がない状態で同様に予め求めた各基準周波数伝達関数と比較し、その結果、特定の周波数伝達関数の特定の周波数領域に設定以上の相違が発生しているとき、接着剤の剥離を判定する。
(もっと読む)
抵抗スポット溶接のスパッタ発生予測方法、溶接方法、及び溶接部材
【課題】抵抗スポット溶接において実際の溶接作業を行うことなく、予めスパッタの発生有無を予測可能とするとともに、質の高い溶接が可能である抵抗スポット溶接方法及び高品質な溶接部材を提供する。
【解決手段】2つの電極間に重ねた二つ以上の被溶接材を挟み、該電極で該被溶接材を押圧しつつ通電することにより二つ以上の被溶接材を接合する抵抗スポット溶接において、該二つ以上の被溶接材のうち互いに接触する任意の二つの被溶接材の接触界面に関してスパッタ発生の有無を予測する方法であって、電極の被溶接材を押圧する力である電極加圧力FSと、抵抗スポット溶接時の互いに接触する任意の二つの被溶接材が溶融せずに互いに接触する界面である非溶融部に作用する力FCとに基づきスパッタ発生の有無を予測する。
(もっと読む)
スポット溶接構造体の疲労寿命予測方法
【課題】 有限要素解析モデルを作成する時間を短くできると共に、精度良く疲労寿命を予測することができるスポット溶接構造体の疲労寿命予測方法を提供する。
【解決手段】 複数枚の金属板が複数箇所でスポット溶接(スポット溶接部2)されているスポット溶接構造体の疲労寿命予測方法において、金属板をシェル要素3でモデル化すると共に、1つの溶接ナゲット部4を1本のビーム要素5でモデル化し、そのモデルに有限要素法を適用して、シェル要素3とビーム要素5が接続する共有節点6に繋がっている複数のシェル要素31 ,32 ,33 ,34 から共有節点6 に加わる力とモーメントを算出し、算出された力とモーメントとから評価応力を算出し、算出された評価応力と予め準備された疲労寿命線図とに基づいて疲労寿命を予測する。
(もっと読む)
スポット溶接用の溶接ヘッドとそれを用いたシリーズスポット溶接方法および装置
【課題】自動溶接装置のみで2つの方向に並ぶ溶接箇所をシリーズスポット溶接できるようにする。
【解決手段】進退手段1により進退されるようにした可動電極2、3、4を交差する2つの方向X、Yに2つが並ぶように装備し、1つの方向Xに並ぶ可動電極2、3の間隔XL、今1つの方向Yに並ぶ可動電極2、4の間隔YLを個別に調整する間隔調整手段を備えたものとして、上記の目的を達成する。
(もっと読む)
41 - 60 / 71
[ Back to top ]