
鋳物と板材の異種金属接合方法及びこれによる異種金属接合構造

【課題】リブを有し、片面側からしか加圧できない鋳造部材と、これとは異なる材料から成る板状部材を共晶溶融を利用して接合するに際して、接合時の加圧力が不足したとしても、共晶溶融反応生成物の接合界面からの排出性を高めることができ、健全な接合部を得ることができる鋳物と板材との異種金属接合方法を提供する。
【解決手段】アルミニウム合金から成りリブRを備えた鋳造部材Cの反リブ側に、板状部材として亜鉛めっき鋼板1を重ね、鋼板1の側から電極Eにより加圧・通電して、これら両部材を抵抗スポット溶接するに際して、鋼板1の亜鉛めっき層1pに含まれる亜鉛とアルミニウムの間に共晶溶融を生じさせ、共晶溶融に伴って接合界面に生じた反応生成物Wを鋳造時の引けに起因して鋳造部材Cのリブ裏面に形成された凹部Rに排出させる。
【解決手段】アルミニウム合金から成りリブRを備えた鋳造部材Cの反リブ側に、板状部材として亜鉛めっき鋼板1を重ね、鋼板1の側から電極Eにより加圧・通電して、これら両部材を抵抗スポット溶接するに際して、鋼板1の亜鉛めっき層1pに含まれる亜鉛とアルミニウムの間に共晶溶融を生じさせ、共晶溶融に伴って接合界面に生じた反応生成物Wを鋳造時の引けに起因して鋳造部材Cのリブ裏面に形成された凹部Rに排出させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、リブを備えた鋳物部材と、当該鋳物部材とは異種の金属から成る板状部材との接合方法と、このような接合方法によって得られる鋳物と板材の異種金属接合構造に関するものである。
【背景技術】
【0002】
近年、自動車の車体構成部材においては、地球環境の汚染防止を視野に入れた燃費向上対策の一環として、従来の鉄製(鋳物)・鋼製部材からアルミニウム合金やマグネシウム合金などの軽合金製部材への置換による車体の軽量化が進んでいる。
したがって、車体組立工程においては、このような軽合金製部材と鋼製部材との接合頻度が増し、さらなる重量増加を避ける観点から、異種金属同士をボルトやナット、リベットなどの締結用部材を用いることなく、直接接合することができる技術の確立が急務となっている。
【0003】
このような異種金属接合において、アルミニウム合金材の表面には、緻密で強固な酸化皮膜が形成されているため、それを除去するためには接合時に大きな熱量を投与することが必要となり、これによって厚い金属間化合物が成長し、接合強度が低下してしまう結果となる。
また、マグネシウム合金材の表面にも強固な酸化皮膜が存在し、さらに接合時の加熱過程で鋼表面の酸化皮膜が成長することから、大気中での接合が困難となる。加えて、Fe−Mg二元状態図は二相分離型を示すことが知られており、互いの固溶限も非常に小さいことから、これら金属を主成分とする上記材料同士を直接接合することは、冶金的に極めて困難である。
【0004】
そこで、このような酸化皮膜を有する材料と鋼との接合に際して、例えばZn(亜鉛)を接合界面に介在させ、接合に際してAlあるいはMgとZnの間に共晶溶融を生じさせ、酸化皮膜を共晶溶融物と共に低温度で接合界面から排出する方法が提案されている(例えば、特許文献1参照)。
【0005】
一方、アルミニウム合金やマグネシウム合金から成る部材は、展伸材のみならず、鋳造品であることも少なくなく、このような鋳造部材の場合には、部材の剛性を確保するためにリブを備えた複雑な三次元形状となっていることが多い。
このようなアルミニウム合金やマグネシウム合金から成る複雑な形状の鋳造部材と鋼板とを抵抗溶接する場合、鋳造部材の側にはリブなどによる凹凸が障害となって電極を差し込むことができないため、両電極を被接合材の一方側に配置する溶接法(インダイレクト法)を採用せざるを得ない。
【特許文献1】WO2006/046608
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、上記特許文献1に記載の方法をインダイレクト法により実施した場合、両側から加圧する通常の溶接法に較べて加圧力が不足することから、酸化皮膜を含む共晶反応生成物を接合界面から十分に排出することができず、これらの残存によって強度低下を来すという問題があった。
【0007】
本発明は、このような鋳造部材と板状部材との異種金属接合における上記課題に鑑みてなされたものである。そして、その目的とするところは、共晶溶融反応生成物の接合界面からの排出性を高めることができ、接合時の加圧力が不足気味であっても健全な接合部を得ることができる鋳物と板材との異種金属接合方法と、これによる高強度な異種金属接合構造を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的の達成に向けて、鋭意検討を重ねた結果、鋳造部材におけるリブの裏面側には鋳造時の引けによって凹部が生じることに着目し、この凹部を積極的に利用することによって上記課題が解決できることを見出し、本発明を完成するに到った。
【0009】
すなわち、本発明は上記知見に基づくものであって、本発明の鋳物と板材の異種金属接合方法は、金属Aを主成分としリブを備えた鋳造部材の反リブ側に、金属Bを主成分とする板状部材を重ね、該板状部材の側から加圧して両部材を接合するに際して、両部材の間に金属Cを含有する第3の材料を介在させた状態で加熱し、金属A及びBの少なくとも一方と金属Cの間に共晶溶融を生じさせ、共晶溶融に伴って生じた反応生成物を鋳造時の引けに起因して鋳造部材のリブ裏面に形成されている凹部に排出することを特徴とする。
【0010】
また、本発明の鋳物と板材の異種金属接合構造は、上記方法によって得られるものであって、鋳造部材と板状部材の新生面同士が直接又は金属間化合物を含む化合物層を介して接合され、共晶溶融に伴って生じた反応生成物が鋳造部材のリブ裏面に形成された凹部に流入していることを特徴としている。
【発明の効果】
【0011】
本発明によれば、引けに起因して鋳造部材のリブ裏面に生ずる凹部を積極的に利用し、接合時に酸化皮膜を含む共晶溶融反応生成物を上記凹部に流入させるようにしたから、接合時の加圧力が低い場合でも、上記反応生成物を接合界面から速やかに排出させることができ、残存による接合強度の低下が防止できる。
【発明を実施するための最良の形態】
【0012】
以下に、本発明の鋳物と板材との異種金属接合方法や、これによって得られる接合構造について、さらに詳細、かつ具体的に説明する。なお、本明細書において、「%」は特記しない限り、質量百分率を表すものとする。
【0013】
図1は、本発明の異種金属接合に用いる加熱・加圧手段の一例として、インダイレクト法による抵抗溶接装置とその要領を示す全体図であって、図1(a)は断続的に点状に接合するためのスポット溶接要領、図1(b)はローラ電極によって線状に接合するシーム溶接の要領を示すものである。
なお、本発明の接合方法に用いる接合手段としては、加熱と加圧を行うことができる限り、抵抗溶接に限定される訳ではなく、例えば、レーザビーム照射ヘッドと加圧ローラを組み合わせた装置を用い、レーザビーム照射位置の直後をローラによって加圧するようになすことも可能である。
【0014】
すなわち、本発明の異種金属接合においては、鋳造部材Cの側には、図1に示すように、部材としての剛性を確保するためにリブR,Rが形成されていることから、これが邪魔となって鋳造部材Cの側に電極を配置することができない。したがって、図に示すように、両電極E,E(シーム溶接の場合には、ローラ電極Er,Er)を全て板状部材Pの側に配置して、板状部材Pの側から両部材を加圧するインダイレクト法が採用される。
【0015】
そして、本発明においては、上記したように金属Aを主成分としリブを備えた鋳造部材(例えば、Alを主成分とするアルミニウム合金製)の反リブ側に、金属Bを主成分とする板状部材(例えば、Feを主成分とする鋼板)を重ね、該板状部材の側から加圧して両部材を接合するに際して、両部材の間に金属C(例えばZn)を含有する第3の材料を介在させた状態で加熱し、金属A及びBの少なくとも一方と金属Cの間(例えば、AlとZnの間)に共晶溶融を生じさせ、共晶溶融に伴って生じた反応生成物を鋳造時の引けに起因して鋳造部材のリブ裏面に形成されている凹部に排出するようにしている。
【0016】
ここで、「引け」とは、鋳引け、鋳ちぢみなども称し、溶湯凝固時の収縮によって肉の交差部や肉厚部分など周囲より凝固が遅れる部分に生じる鋳造欠陥の1種であって、本発明においてはリブの裏面側に生じるこのような欠陥による凹部を反応生成物の排出性向上手段として有効に利用するようにしている。
なお、本発明において「主成分」とは、材料中に最も多く含まれる成分を意味するものとする。
【0017】
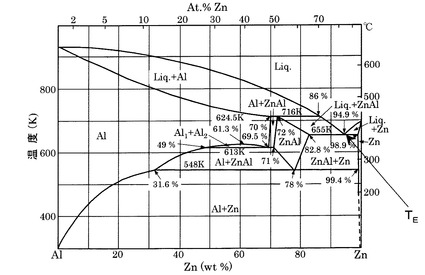
次に、共晶溶融に関し、上記した材料例(金属A=Al、金属B=Fe(鋼)、金属C=Zn)に基づいて、Al−Zn系合金について説明する。
すなわち、図2は、Al−Zn系2元状態図を示すものであって、図に示すようにAl−Zn系における共晶点(TE)は、655Kであり、Alの融点933Kよりもはるかに低い温度で共晶反応が生じる。したがって、図に示した共晶点を利用してAlとZnの共晶溶融を作り出し、アルミニウム材の接合時における酸化皮膜除去や相互拡散などの接合作用に利用することによって、低温接合が実施できるため、接合界面におけるFe−Al系金属間化合物の成長を極めて効果的に抑制することができる。
【0018】
ここで、共晶溶融とは共晶反応を利用した溶融であって、2つの金属(又は合金)が相互拡散して生じた相互拡散域の組成が共晶組成となった場合に、保持温度が共晶温度以上であれば共晶反応により液相が形成される。例えばアルミニウムと亜鉛の場合、アルミニウムの融点は933K、亜鉛の融点は692.5Kであり、この共晶金属はそれぞれの融点より低い655Kにて溶融する。
したがって、両金属の清浄面を接触させ、655K以上に加熱保持すると反応が生じる。これを共晶溶融といい、Al−95%Znが共晶組成となるが、共晶反応自体は合金成分に無関係な一定の変化であり、合金組成は共晶反応の量を増減するに過ぎない。
【0019】
一方、アルミニウム材の表面には強固な酸化皮膜が存在するが、これは抵抗溶接時の通電と加圧によってアルミニウム材に塑性変形が生じることにより物理的に破壊されることになる。
すなわち、加圧によって材料表面の微視的な凸部同士が擦れ合うことから、一部の酸化皮膜の局所的な破壊によってアルミニウムと亜鉛が接触した部分から共晶溶融が生じる。この液相の生成によって近傍の酸化皮膜が破砕、分解されてさらに共晶溶融が全面に拡がる反応の拡大によって、酸化皮膜破壊の促進と液相を介した接合が達成される。
【0020】
共晶組成は相互拡散によって自発的に達成されるため、組成のコントロールは必要ない。必須条件は2種の金属あるいは合金の間に、低融点の共晶反応が存在することであり、アルミニウムと亜鉛の共晶溶融の場合、亜鉛に代えて、例えばZn−Al合金を用いる場合には、少なくとも亜鉛が95%以上の組成でなければならない。
【0021】
ここで、亜鉛を両部材の間に介在させる手段としては、例えば、亜鉛を含むインサート材を挿入したり、少なくとも一方の部材に亜鉛を含む材料をあらかじめめっきしておいたりすることができるが、めっきを採用することが望ましい。これによって、インサート材を間に挟み込む工程を省略でき、作業効率が向上すると共に、共晶反応によって溶融されためっき層が表面の不純物と共に接合部の周囲に排出された後に、めっき層の下から極めて清浄な新生面が現れることになり、より強固な接合が可能となる。
そして、この場合、亜鉛めっき層を備えた亜鉛めっき鋼板を用いることが望ましい。これによって、特別な準備を要することもなく、防錆目的で亜鉛めっきを施した通常の市販鋼材(例えば、JIS G 3302やG 3313に規定)をそのまま、極めて簡便かつ安価に利用することができる。
【0022】
図3(a)〜(e)は、上記したアルミニウム材と鋼材との接合プロセスを示す概略図である。
まず、図3(a)に示すように、その表面に、亜鉛めっき層1pが施された亜鉛めっき鋼板1と、アルミニウム合金材2を用意し、図3(b)に示すように、これら亜鉛めっき鋼板1とアルミニウム合金材2を亜鉛めっき層1pが内側になるように重ねる。このとき、アルミニウム合金材2の表面には酸化皮膜2fが生成している。
【0023】
次に、加圧と加熱、例えば抵抗溶接の場合には、電極による加圧と、電極からの通電による加熱によって、図3(c)に示すように材料表面の微視的な接触部で局部的な酸化皮膜2cの破壊を生じさせる。
【0024】
これによって、亜鉛とアルミニウムの局部的な接触が生じ、そのときの温度状態に応じて、図3(d)に示すように、亜鉛とアルミニウムの共晶溶融が生じ、共晶溶融金属と共に酸化皮膜2fや接合界面の不純物などを含む反応生成物が排出物Wとなって矢印に示すように接合部の外側に排出される。
したがって、所定の接合面積が確保され、その結果、図3(e)に示すように、アルミニウムと鋼の新生面同士が直接接合され、鋼板1とアルミニウム合金材2の強固な金属接合が得られることになる。
【0025】
上記した鋼板とアルミニウム合金材2の組合せにおいては、両材料の間に介在させる金属CとしてZnを用いた例を説明したが、Alと低融点共晶を形成する金属でありさえすれば特にZn限定されることはなく、例えば、上記したZnの他、Cu(銅)、Sn(錫)、Ag(銀)、Ni(ニッケル)などを用いることができる。
すなわち、これら金属とAlとの共晶金属は、母材アルミニウム合金材の融点以下の温度で溶融するため、低温で酸化皮膜を除去することができ、脆弱な金属間化合物が生成し易い鋼材とアルミニウム合金材の接合においても、金属間化合物の生成を抑制して強固な接合を可能にする。
【0026】
図4(a)〜(c)は、本発明方法によるアルミニウム合金製の鋳造部材Cと、板状部材としての亜鉛めっき鋼板1のインダイレクト法(図1(a)参照)による抵抗スポット溶接過程を示す工程図である。
【0027】
図4(a)に示すように、アルミニウム合金から成る鋳造部材Cには、その部材としての剛性を確保するために、接合部位の両側近傍部にリブR,Rを備えており、これらの裏面、接合面側には鋳造時の凝固収縮に基づく引けによって、凹部D,Dがそれぞれ形成されている。なお、当該鋳造部材Cの表面には、強固な酸化皮膜(図示せず)が形成されていることは言うまでもない。
一方、板状部材としての亜鉛めっき鋼板1には、亜鉛めっき層1pが形成されている。
【0028】
次に、図4(b)に示すように、鋳造部材Cの反リブ側、すなわち凹部D,Dが形成されている面に、亜鉛めっき層1pが内側となるように亜鉛めっき鋼板1を重ね、電極Rを亜鉛めっき鋼板1に当接させて、通電及び加圧を行う。このとき、もう一方の電極は、図外の部分で鋳造部材Cに接触しており、亜鉛めっき鋼板1との間の通電状態が確保されるようになっている。
抵抗スポット接合条件としては、特別な条件を適用する必要はなく、亜鉛めっき鋼板1の板厚や、鋳造部材Cの接合部における肉厚に応じて、溶接電流:10000〜40000A、通電時間:50msec〜500msec、加圧力:50〜1200kgf程度の範囲内で選択することができる。
【0029】
電極による加圧と通電加熱によって、酸化皮膜が破壊され、亜鉛とアルミニウムの局部的な接触が生じると、先に説明したように、共晶溶融が生じ、酸化皮膜や接合界面の不純物などが共晶溶融金属と共に排出物Wとなって接合部から排出され、両部材が接合される。
【0030】
このとき、両部材の間には、リブR,Rの裏面に形成された凹部D,Dによって隙間が生じており、図4(c)に示すように、排出物Wがこの凹部D,D内に流入することから、接合界面からの排出が極めて円滑なものとなって、排出物Wの接合部への残存が防止される。
したがって、鋼板1とアルミニウム合金から成る鋳造部材Cの新生面同士が直接接合されることになり、鋳物と板材との強固な異種金属接合が達成される。
【0031】
本発明においては、上記のように、鋳造時の引けによってリブRの裏面側に形成される凹部Dを利用するものであり、リブRが必ずしも接合部位の両側になく、片側だけであってもそれなりの効果が得られるが、できれば両側にあることが望ましいことは言うまでもない。また、リブRの接合部からの距離についても、大きすぎると凹部Dに到達する前に温度低下によって排出物Wが流動性を失ってしまうことになるため、できるだけ近傍部にあることが望ましい。
このような観点から、製品としての本来の機能に支障がない限りにおいて、接合部の位置をリブ位置に応じて調整したり、鋳造部材CのリブRの位置や数を接合位置に合わせて変えたりする設計変更が考えられる。
【0032】
また、本発明において、板状部材としては、必ずしも圧延や押出しなど、塑性加工による展伸材のみに限定される訳ではなく、反接合面側に電極の障害となるような凹凸のない平面を有する板状の部材である限り、鋳物であっても差し支えない。
【0033】
図5は、同様の鋳造部材Cと亜鉛めっき鋼板1のインダイレクト法(図1(b)参照)による抵抗シーム溶接結果を示すものであって、図4(c)における電極Eをローラ電極Erに変更し、当該電極と両部材とを相対移動させて、線状に接合すること以外、基本的に変わるところはない。
抵抗シーム接合の条件についても、特別な条件を適用する必要はなく、亜鉛めっき鋼板1の板厚や、鋳造部材Cの接合部における肉厚に応じて、溶接電流:10000〜40000A、加圧力:50〜1500kgf、接合速度:1〜9m/分程度の条件範囲内で適宜選択することができる。
【0034】
次に、同様の共晶溶融を利用したマグネシウム合金材と鋼材の接合(金属A=Mg、金属B=Fe(鋼)、金属C=Zn)について説明する。
すなわち、図6は、Mg−Zn系2元状態図を示すものであって、図に示すようにMg−Zn系には、共晶点が2点(Te1及びTe2)あり、それぞれ341℃及び364℃であり、マグネシウムの融点650℃よりも遙かに低い温度で共晶反応を生じる。
【0035】
したがって、図に示した共晶点を利用してMgとZnの共晶溶融を作り出し、接合時の酸化皮膜除去に利用すれば、同様の原理によって、接合を阻害するマグネシウムの酸化皮膜を低温で確実に除去できると共に、接合時の界面温度をより均一に保持できるようになる。
但し、上記のようにFe−Mg二元状態図は二相分離型を示し、互いの固溶限も非常に小さいことから、これら金属を主成分とする材料同士を直接接合することは極めて困難であるため、両金属とそれぞれ金属間化合物を形成するAlを接合界面に予め添加しておくことが必要となる。
【0036】
図7(a)〜(e)は、マグネシウム合金材と鋼材(亜鉛めっき鋼板)との接合過程を示す概略工程図である。
まず、図7(a)に示すように、少なくとも接合界面側の表面に、Mgと共晶を形成する金属として亜鉛を含む亜鉛めっき層(第3の材料)1pが施された亜鉛めっき鋼板1と、マグネシウム合金材2を用意する。
【0037】
そして、図7(b)に示すように、これら亜鉛めっき鋼板1とマグネシウム合金材5を亜鉛めっき層1pが内側になるように重ねる。なお、マグネシウム合金材5には、予め適量のAl(例えば、6%程度)が添加されており、表面には酸化皮膜5fが生成している。なお、Alは第3の材料中に添加することもでき、このために亜鉛めっき鋼板1に替えてZn−Al合金めっき鋼板を用いることも可能である。
【0038】
次に、図7(b)に矢印で示すように、これらに加熱及び加圧、例えば抵抗溶接の場合には、電極による加圧と通電加熱による塑性変形などが加えられると、酸化皮膜5fが局部的に破壊される。
このように酸化皮膜1fが破壊されると、MgとZnの局部的な接触が起こり、所定の温度状態に保持されると、図7(c)に示すように、MgとZnの共晶液相が生じ、マグネシウム合金材5の表面の酸化皮膜5fが接合界面から順次、効果的に除去される。
【0039】
そして、図7(d)に示すように、押圧によって共晶液相と共に酸化皮膜5fや接合界面の不純物が排出物Wとなって、接合部周囲に排出される。この時、接合界面では共晶溶融によりZnと共にMgが優先的に溶融して排出される。その結果、マグネシウム合金中に添加されたAl成分が取り残され、接合界面だけ相対的にAlリッチな相ができ、さらにこのAl原子がFe及びMgと反応し、Al−Mg系やFe−Al系の金属間化合物を含む化合物層6が形成される。
【0040】
さらに、接合時間が経過すると、図7(e)に示すように、界面に形成したMg−Zn共晶溶融反応生成物が完全に排出される。その結果、接合界面にはAl−Mg系及び/又はFe−Al系金属間化合物を含む化合物層6が形成され、冶金的に直接接合が困難なマグネシウム合金と鋼の組合せにおいても相互拡散が可能となり、亜鉛めっき鋼板1とマグネシウム合金材5との強固な接合が完了する。
【0041】
本発明の異種金属接合方法において、マグネシウム合金材と鋼材を接合する場合には、先にも説明したように、接合界面にAlが存在することが必要であり、そのためにはマグネシウム合金材及び第3の材料の少なくとも一方に予めAlを添加しておくことが必要となる。
【0042】
Alを含有するマグネシウム合金材としては、例えばASTM(アメリカ材料試験協会)にAZ31(約3%Al)、AZ61(約6%Al)、AZ81(約8%Al)、AZ91(約9%Al)、AZ101(約10%Al)などのAl−Zn系マグネシウム合金や、AM60(約6%Al)、AM100(約10%Al)などのAl−Mn系マグネシウム合金が規定されている。
したがって、マグネシウム合金材としてこれらの合金を利用することによって、改めて合金調合することなく、Al含有のマグネシウム合金材を安価に入手し、本発明に適用することができる。
【0043】
一方、表面にZn−Al合金から成るめっきを施しためっき鋼板がJIS G 3317(Zn−5%Al)やG 3321(55%Al−Zn)に規定されており、このような市販鋼板を鋼材として使用することもでき、Alを含有しないマグネシウム合金との接合に適用することができる。
【0044】
図8(a)〜(c)は、本発明方法によるマグネシウム合金製の鋳造部材Cと、板状部材としての亜鉛めっき鋼板1のインダイレクト法(図1(a)参照)による抵抗スポット溶接過程を示す工程図である。
【0045】
Al含有のマグネシウム合金から成る鋳造部材Cには、図8(a)に示すように、接合部位の両側近傍部にリブR,Rが同様に形成されており、これらリブR,Rの裏面側には鋳造時の引けによって凹部D,Dがそれぞれ形成され、その表面には、図示しない酸化皮膜を備えている。
【0046】
そして、図8(b)に示すように、鋳造部材Cの反リブ側面に、亜鉛めっき鋼板1を同様に重ね、電極Rを亜鉛めっき鋼板1に当接させて、通電及び加圧を開始する。
なお、鋳造部材CがAlを含有しない合金から成る場合におけるAlの添加手段としては、Zn−Al合金から成るめっきを施しためっき鋼板を用いることが望ましい。
【0047】
共晶溶融を利用して異種金属を抵抗接合する場合、アルミニウム合金と鋼との接合では、接合界面の反応生成物を素早く強制的に排出しないと高強度が得られないため、先端曲率の小さいR型電極(例えば、板厚1.2mmではR50以下)を用いて接合することが望ましい。これに対し、固有抵抗値の大きいマグネシウム合金と鋼との接合においては、接合面内の温度分布や加圧力分布が不均一となり、同じ考え方では高い接合強度が得られ難くなる可能性がある。
一方、マグネシウム合金と鋼との接合では、Mg−Zn合金系の低融点共晶(341℃、364℃)を利用することにより(Al−Zn合金では381℃)、接合界面から反応生成物を容易に排出できるものと考えられる。したがって、マグネシウム合金と鋼の接合の場合には、先端曲率のより大きいR型電極を用いることが望ましく、これによって電流密度、加圧力の分散・均一化による有効ナゲット径拡大を果たすことができ、高強度な異種材接合継手を実現することができる。
【0048】
電極による加圧と通電加熱によって、鋳造部材Cの表面の酸化皮膜が破壊され、亜鉛とマグネシウムの局部的な接触によって共晶溶融が生じ、酸化皮膜や接合界面の不純物などを含む反応生成物が排出物Wとなって接合部から円滑に排出され、図8(c)に示すように凹部D,D内に流入する。
このとき、接合界面には、Al−Mg系金属間化合物(Al3Mg2)やFe−Al系金属間化合物(FeAl3)が生成し、これら金属間化合物を含む化合物層6を介して鋼板1と鋳造部材Cの新生面同士が接合されることになり、鋳物と板材との強固な異種金属接合が可能になる。
【0049】
また、マグネシウム合金から成る鋳造部材Cと亜鉛めっき鋼板1をインダイレクト法(図1(b)参照)によって抵抗シーム溶接することも同様に可能である。
すなわち、図9に示すように、同様のマグネシウム合金から成る鋳造部材Cと亜鉛めっき鋼板1とがAl3Mg2やFeAl3などといった金属間化合物を含む化合物層6を介して線状に接合することができる。
【実施例】
【0050】
以下、実施例として、本発明による鋳物と板材の具体的な異種金属接合例を示す。なお、本発明はこれら実施例に限定されるものではない。
【0051】
(実施例1)
図4に示したように、接合部の肉厚が3mm、接合部の両側に8mm間隔の隔てて厚さ3mmのリブRを2箇所に備えたアルミニウム合金鋳物C(AC2A)の上に、板厚0.8mmの亜鉛めっき鋼板1を載置した。そして、図1(a)に示したような交流タイプの抵抗スポット溶接装置を用いて、溶接電流30000A、通電時間0.24S(240ms)、加圧力600kgfにて、抵抗スポット溶接を実施した。
接合完了後、接合部を切断して、その周辺を観察した結果、酸化皮膜や接合界面の不純物などを含む共晶反応生成物が接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、両部材の新生面同士が直接接合された健全な接合部の形成が確認された。
【0052】
(実施例2)
上記実施例1と同様の形状、寸法を有し、ADC12材から成るアルミニウム合金鋳物Cの上に、上記亜鉛めっき鋼板1を載置し、同様の条件により抵抗スポット溶接を実施した。
そして、同様に、接合部の周辺を観察した結果、反応生成物がリブ裏面の凹部内に流れ込んでおり、同様の健全な接合部が形成されていることが確認された。
【0053】
(実施例3)
図8に示したように、接合部の肉厚が3mm、接合部の両側に8mm間隔の隔てて厚さ3mmのリブRを2箇所に備えたマグネシウム合金鋳物C(AZ31:3%Al含有)の上に、板厚0.8mmの亜鉛めっき鋼板1を載置した。そして、図1(a)に示したような交流タイプの抵抗スポット溶接装置を用いて、溶接電流28000A、通電時間0.24S(240ms)、加圧力600kgfにて、抵抗スポット溶接を実施した。
接合完了後、接合部を切断して、その周辺を観察した結果、酸化皮膜や接合界面の不純物などを含む共晶反応生成物が接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、両部材がAlの金属間化合物を含む化合物層を介して、良好に接合されていることが確認された。
【0054】
(実施例4)
上記実施例1と同様の形状、寸法を有し、AZ61材(6%Al含有)から成るマグネシウム合金鋳物Cの上に、上記亜鉛めっき鋼板1を載置し、同様の条件により抵抗スポット溶接を実施した。
そして、同様に、接合部の周辺を観察した結果、反応生成物がリブ裏面の凹部内に流れ込んでおり、接合界面に残存することなく、同様の化合物層を介して健全な接合部が形成されていることが確認された。
【0055】
(実施例5)
実施例1と同様のアルミニウム合金鋳物C(AC2A)の上に、同様の亜鉛めっき鋼板1を載置し、図1(b)に示したような交流タイプの抵抗シーム溶接装置を用いて、溶接電流32000A、接合速度5m/min、加圧力800kgfの条件により、図5に示したような抵抗シーム溶接を行った。
接合完了後、接合部を切断して、その周辺を観察した結果、同様に反応生成物が接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、両部材の新生面同士が直接接合された健全な接合部が形成されていることが確認された。
【0056】
(実施例6)
実施例2と同様のアルミニウム合金鋳物C(ADC12)の上に、上記亜鉛めっき鋼板1を載置し、実施例5と同様の条件により、図5に示したような抵抗シーム溶接を実施した。
そして、同様に、接合部の周辺を観察した結果、反応生成物がリブ裏面の凹部内に流れ込んでおり、健全な接合部が同様に形成されていることが確認された。
【0057】
(実施例7)
実施例3と同様のマグネシウム合金鋳物C(AZ31)の上に、同様の亜鉛めっき鋼板1を載置し、図1(b)に示したような交流タイプの抵抗シーム溶接装置を用いて、溶接電流30000A、接合速度5m/min、加圧力800kgfの条件により、図5に示したような抵抗シーム溶接を行った。
接合完了後、接合部を切断して、その周辺を観察した結果、反応生成物が接合界面に残存することなく、リブ裏面の凹部内に流れ込んでおり、両部材がAlの金属間化合物を含む化合物層を介して、良好に接合されていることが確認された。
【0058】
(実施例8)
実施例4と同様のマグネシウム合金鋳物C(AZ61)の上に、上記亜鉛めっき鋼板1を載置し、実施例7と同様の条件により、図5に示したような抵抗シーム溶接を実施した。
そして、接合部の周辺を同様に観察した結果、反応生成物は、接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、同様の化合物層を介して健全な接合部が形成されていることが確認された。
【図面の簡単な説明】
【0059】
【図1】インダイレクト法による抵抗スポット溶接(a)及び抵抗シーム溶接(b)の要領を示す概略図である。
【図2】Al−Zn系2元状態図における共晶点を示すグラフである。
【図3】(a)〜(e)は共晶溶融を利用したアルミニウム合金と鋼との異種金属接合過程を概略的に示す工程図である。
【図4】(a)〜(c)は本発明によるアルミニウム合金製鋳造部材と鋼板の抵抗スポット溶接過程を示す工程図である。
【図5】本発明により得られたアルミニウム合金製鋳造部材と鋼板の抵抗シーム溶接結果を示す概略図である。
【図6】Mg−Zn系2元状態図における共晶点を示すグラフである。
【図7】(a)〜(e)は共晶溶融を利用したマグネシウム合金と鋼との異種金属接合過程を概略的に示す工程図である。
【図8】(a)〜(c)は本発明によるマグネシウム合金製鋳造部材と鋼板の抵抗スポット溶接過程を示す工程図である。
【図9】本発明により得られたマグネシウム合金製鋳造部材と鋼板の抵抗シーム溶接結果を示す概略図である。
【符号の説明】
【0060】
1 亜鉛めっき鋼板(板状部材)
1p 亜鉛めっき層(第3の材料)
C 鋳造部材(アルミニウム合金、マグネシウム合金)
R リブ
D 凹部
W 排出物(反応生成物)
6 化合物層
【技術分野】
【0001】
本発明は、リブを備えた鋳物部材と、当該鋳物部材とは異種の金属から成る板状部材との接合方法と、このような接合方法によって得られる鋳物と板材の異種金属接合構造に関するものである。
【背景技術】
【0002】
近年、自動車の車体構成部材においては、地球環境の汚染防止を視野に入れた燃費向上対策の一環として、従来の鉄製(鋳物)・鋼製部材からアルミニウム合金やマグネシウム合金などの軽合金製部材への置換による車体の軽量化が進んでいる。
したがって、車体組立工程においては、このような軽合金製部材と鋼製部材との接合頻度が増し、さらなる重量増加を避ける観点から、異種金属同士をボルトやナット、リベットなどの締結用部材を用いることなく、直接接合することができる技術の確立が急務となっている。
【0003】
このような異種金属接合において、アルミニウム合金材の表面には、緻密で強固な酸化皮膜が形成されているため、それを除去するためには接合時に大きな熱量を投与することが必要となり、これによって厚い金属間化合物が成長し、接合強度が低下してしまう結果となる。
また、マグネシウム合金材の表面にも強固な酸化皮膜が存在し、さらに接合時の加熱過程で鋼表面の酸化皮膜が成長することから、大気中での接合が困難となる。加えて、Fe−Mg二元状態図は二相分離型を示すことが知られており、互いの固溶限も非常に小さいことから、これら金属を主成分とする上記材料同士を直接接合することは、冶金的に極めて困難である。
【0004】
そこで、このような酸化皮膜を有する材料と鋼との接合に際して、例えばZn(亜鉛)を接合界面に介在させ、接合に際してAlあるいはMgとZnの間に共晶溶融を生じさせ、酸化皮膜を共晶溶融物と共に低温度で接合界面から排出する方法が提案されている(例えば、特許文献1参照)。
【0005】
一方、アルミニウム合金やマグネシウム合金から成る部材は、展伸材のみならず、鋳造品であることも少なくなく、このような鋳造部材の場合には、部材の剛性を確保するためにリブを備えた複雑な三次元形状となっていることが多い。
このようなアルミニウム合金やマグネシウム合金から成る複雑な形状の鋳造部材と鋼板とを抵抗溶接する場合、鋳造部材の側にはリブなどによる凹凸が障害となって電極を差し込むことができないため、両電極を被接合材の一方側に配置する溶接法(インダイレクト法)を採用せざるを得ない。
【特許文献1】WO2006/046608
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかし、上記特許文献1に記載の方法をインダイレクト法により実施した場合、両側から加圧する通常の溶接法に較べて加圧力が不足することから、酸化皮膜を含む共晶反応生成物を接合界面から十分に排出することができず、これらの残存によって強度低下を来すという問題があった。
【0007】
本発明は、このような鋳造部材と板状部材との異種金属接合における上記課題に鑑みてなされたものである。そして、その目的とするところは、共晶溶融反応生成物の接合界面からの排出性を高めることができ、接合時の加圧力が不足気味であっても健全な接合部を得ることができる鋳物と板材との異種金属接合方法と、これによる高強度な異種金属接合構造を提供することにある。
【課題を解決するための手段】
【0008】
本発明者らは、上記目的の達成に向けて、鋭意検討を重ねた結果、鋳造部材におけるリブの裏面側には鋳造時の引けによって凹部が生じることに着目し、この凹部を積極的に利用することによって上記課題が解決できることを見出し、本発明を完成するに到った。
【0009】
すなわち、本発明は上記知見に基づくものであって、本発明の鋳物と板材の異種金属接合方法は、金属Aを主成分としリブを備えた鋳造部材の反リブ側に、金属Bを主成分とする板状部材を重ね、該板状部材の側から加圧して両部材を接合するに際して、両部材の間に金属Cを含有する第3の材料を介在させた状態で加熱し、金属A及びBの少なくとも一方と金属Cの間に共晶溶融を生じさせ、共晶溶融に伴って生じた反応生成物を鋳造時の引けに起因して鋳造部材のリブ裏面に形成されている凹部に排出することを特徴とする。
【0010】
また、本発明の鋳物と板材の異種金属接合構造は、上記方法によって得られるものであって、鋳造部材と板状部材の新生面同士が直接又は金属間化合物を含む化合物層を介して接合され、共晶溶融に伴って生じた反応生成物が鋳造部材のリブ裏面に形成された凹部に流入していることを特徴としている。
【発明の効果】
【0011】
本発明によれば、引けに起因して鋳造部材のリブ裏面に生ずる凹部を積極的に利用し、接合時に酸化皮膜を含む共晶溶融反応生成物を上記凹部に流入させるようにしたから、接合時の加圧力が低い場合でも、上記反応生成物を接合界面から速やかに排出させることができ、残存による接合強度の低下が防止できる。
【発明を実施するための最良の形態】
【0012】
以下に、本発明の鋳物と板材との異種金属接合方法や、これによって得られる接合構造について、さらに詳細、かつ具体的に説明する。なお、本明細書において、「%」は特記しない限り、質量百分率を表すものとする。
【0013】
図1は、本発明の異種金属接合に用いる加熱・加圧手段の一例として、インダイレクト法による抵抗溶接装置とその要領を示す全体図であって、図1(a)は断続的に点状に接合するためのスポット溶接要領、図1(b)はローラ電極によって線状に接合するシーム溶接の要領を示すものである。
なお、本発明の接合方法に用いる接合手段としては、加熱と加圧を行うことができる限り、抵抗溶接に限定される訳ではなく、例えば、レーザビーム照射ヘッドと加圧ローラを組み合わせた装置を用い、レーザビーム照射位置の直後をローラによって加圧するようになすことも可能である。
【0014】
すなわち、本発明の異種金属接合においては、鋳造部材Cの側には、図1に示すように、部材としての剛性を確保するためにリブR,Rが形成されていることから、これが邪魔となって鋳造部材Cの側に電極を配置することができない。したがって、図に示すように、両電極E,E(シーム溶接の場合には、ローラ電極Er,Er)を全て板状部材Pの側に配置して、板状部材Pの側から両部材を加圧するインダイレクト法が採用される。
【0015】
そして、本発明においては、上記したように金属Aを主成分としリブを備えた鋳造部材(例えば、Alを主成分とするアルミニウム合金製)の反リブ側に、金属Bを主成分とする板状部材(例えば、Feを主成分とする鋼板)を重ね、該板状部材の側から加圧して両部材を接合するに際して、両部材の間に金属C(例えばZn)を含有する第3の材料を介在させた状態で加熱し、金属A及びBの少なくとも一方と金属Cの間(例えば、AlとZnの間)に共晶溶融を生じさせ、共晶溶融に伴って生じた反応生成物を鋳造時の引けに起因して鋳造部材のリブ裏面に形成されている凹部に排出するようにしている。
【0016】
ここで、「引け」とは、鋳引け、鋳ちぢみなども称し、溶湯凝固時の収縮によって肉の交差部や肉厚部分など周囲より凝固が遅れる部分に生じる鋳造欠陥の1種であって、本発明においてはリブの裏面側に生じるこのような欠陥による凹部を反応生成物の排出性向上手段として有効に利用するようにしている。
なお、本発明において「主成分」とは、材料中に最も多く含まれる成分を意味するものとする。
【0017】
次に、共晶溶融に関し、上記した材料例(金属A=Al、金属B=Fe(鋼)、金属C=Zn)に基づいて、Al−Zn系合金について説明する。
すなわち、図2は、Al−Zn系2元状態図を示すものであって、図に示すようにAl−Zn系における共晶点(TE)は、655Kであり、Alの融点933Kよりもはるかに低い温度で共晶反応が生じる。したがって、図に示した共晶点を利用してAlとZnの共晶溶融を作り出し、アルミニウム材の接合時における酸化皮膜除去や相互拡散などの接合作用に利用することによって、低温接合が実施できるため、接合界面におけるFe−Al系金属間化合物の成長を極めて効果的に抑制することができる。
【0018】
ここで、共晶溶融とは共晶反応を利用した溶融であって、2つの金属(又は合金)が相互拡散して生じた相互拡散域の組成が共晶組成となった場合に、保持温度が共晶温度以上であれば共晶反応により液相が形成される。例えばアルミニウムと亜鉛の場合、アルミニウムの融点は933K、亜鉛の融点は692.5Kであり、この共晶金属はそれぞれの融点より低い655Kにて溶融する。
したがって、両金属の清浄面を接触させ、655K以上に加熱保持すると反応が生じる。これを共晶溶融といい、Al−95%Znが共晶組成となるが、共晶反応自体は合金成分に無関係な一定の変化であり、合金組成は共晶反応の量を増減するに過ぎない。
【0019】
一方、アルミニウム材の表面には強固な酸化皮膜が存在するが、これは抵抗溶接時の通電と加圧によってアルミニウム材に塑性変形が生じることにより物理的に破壊されることになる。
すなわち、加圧によって材料表面の微視的な凸部同士が擦れ合うことから、一部の酸化皮膜の局所的な破壊によってアルミニウムと亜鉛が接触した部分から共晶溶融が生じる。この液相の生成によって近傍の酸化皮膜が破砕、分解されてさらに共晶溶融が全面に拡がる反応の拡大によって、酸化皮膜破壊の促進と液相を介した接合が達成される。
【0020】
共晶組成は相互拡散によって自発的に達成されるため、組成のコントロールは必要ない。必須条件は2種の金属あるいは合金の間に、低融点の共晶反応が存在することであり、アルミニウムと亜鉛の共晶溶融の場合、亜鉛に代えて、例えばZn−Al合金を用いる場合には、少なくとも亜鉛が95%以上の組成でなければならない。
【0021】
ここで、亜鉛を両部材の間に介在させる手段としては、例えば、亜鉛を含むインサート材を挿入したり、少なくとも一方の部材に亜鉛を含む材料をあらかじめめっきしておいたりすることができるが、めっきを採用することが望ましい。これによって、インサート材を間に挟み込む工程を省略でき、作業効率が向上すると共に、共晶反応によって溶融されためっき層が表面の不純物と共に接合部の周囲に排出された後に、めっき層の下から極めて清浄な新生面が現れることになり、より強固な接合が可能となる。
そして、この場合、亜鉛めっき層を備えた亜鉛めっき鋼板を用いることが望ましい。これによって、特別な準備を要することもなく、防錆目的で亜鉛めっきを施した通常の市販鋼材(例えば、JIS G 3302やG 3313に規定)をそのまま、極めて簡便かつ安価に利用することができる。
【0022】
図3(a)〜(e)は、上記したアルミニウム材と鋼材との接合プロセスを示す概略図である。
まず、図3(a)に示すように、その表面に、亜鉛めっき層1pが施された亜鉛めっき鋼板1と、アルミニウム合金材2を用意し、図3(b)に示すように、これら亜鉛めっき鋼板1とアルミニウム合金材2を亜鉛めっき層1pが内側になるように重ねる。このとき、アルミニウム合金材2の表面には酸化皮膜2fが生成している。
【0023】
次に、加圧と加熱、例えば抵抗溶接の場合には、電極による加圧と、電極からの通電による加熱によって、図3(c)に示すように材料表面の微視的な接触部で局部的な酸化皮膜2cの破壊を生じさせる。
【0024】
これによって、亜鉛とアルミニウムの局部的な接触が生じ、そのときの温度状態に応じて、図3(d)に示すように、亜鉛とアルミニウムの共晶溶融が生じ、共晶溶融金属と共に酸化皮膜2fや接合界面の不純物などを含む反応生成物が排出物Wとなって矢印に示すように接合部の外側に排出される。
したがって、所定の接合面積が確保され、その結果、図3(e)に示すように、アルミニウムと鋼の新生面同士が直接接合され、鋼板1とアルミニウム合金材2の強固な金属接合が得られることになる。
【0025】
上記した鋼板とアルミニウム合金材2の組合せにおいては、両材料の間に介在させる金属CとしてZnを用いた例を説明したが、Alと低融点共晶を形成する金属でありさえすれば特にZn限定されることはなく、例えば、上記したZnの他、Cu(銅)、Sn(錫)、Ag(銀)、Ni(ニッケル)などを用いることができる。
すなわち、これら金属とAlとの共晶金属は、母材アルミニウム合金材の融点以下の温度で溶融するため、低温で酸化皮膜を除去することができ、脆弱な金属間化合物が生成し易い鋼材とアルミニウム合金材の接合においても、金属間化合物の生成を抑制して強固な接合を可能にする。
【0026】
図4(a)〜(c)は、本発明方法によるアルミニウム合金製の鋳造部材Cと、板状部材としての亜鉛めっき鋼板1のインダイレクト法(図1(a)参照)による抵抗スポット溶接過程を示す工程図である。
【0027】
図4(a)に示すように、アルミニウム合金から成る鋳造部材Cには、その部材としての剛性を確保するために、接合部位の両側近傍部にリブR,Rを備えており、これらの裏面、接合面側には鋳造時の凝固収縮に基づく引けによって、凹部D,Dがそれぞれ形成されている。なお、当該鋳造部材Cの表面には、強固な酸化皮膜(図示せず)が形成されていることは言うまでもない。
一方、板状部材としての亜鉛めっき鋼板1には、亜鉛めっき層1pが形成されている。
【0028】
次に、図4(b)に示すように、鋳造部材Cの反リブ側、すなわち凹部D,Dが形成されている面に、亜鉛めっき層1pが内側となるように亜鉛めっき鋼板1を重ね、電極Rを亜鉛めっき鋼板1に当接させて、通電及び加圧を行う。このとき、もう一方の電極は、図外の部分で鋳造部材Cに接触しており、亜鉛めっき鋼板1との間の通電状態が確保されるようになっている。
抵抗スポット接合条件としては、特別な条件を適用する必要はなく、亜鉛めっき鋼板1の板厚や、鋳造部材Cの接合部における肉厚に応じて、溶接電流:10000〜40000A、通電時間:50msec〜500msec、加圧力:50〜1200kgf程度の範囲内で選択することができる。
【0029】
電極による加圧と通電加熱によって、酸化皮膜が破壊され、亜鉛とアルミニウムの局部的な接触が生じると、先に説明したように、共晶溶融が生じ、酸化皮膜や接合界面の不純物などが共晶溶融金属と共に排出物Wとなって接合部から排出され、両部材が接合される。
【0030】
このとき、両部材の間には、リブR,Rの裏面に形成された凹部D,Dによって隙間が生じており、図4(c)に示すように、排出物Wがこの凹部D,D内に流入することから、接合界面からの排出が極めて円滑なものとなって、排出物Wの接合部への残存が防止される。
したがって、鋼板1とアルミニウム合金から成る鋳造部材Cの新生面同士が直接接合されることになり、鋳物と板材との強固な異種金属接合が達成される。
【0031】
本発明においては、上記のように、鋳造時の引けによってリブRの裏面側に形成される凹部Dを利用するものであり、リブRが必ずしも接合部位の両側になく、片側だけであってもそれなりの効果が得られるが、できれば両側にあることが望ましいことは言うまでもない。また、リブRの接合部からの距離についても、大きすぎると凹部Dに到達する前に温度低下によって排出物Wが流動性を失ってしまうことになるため、できるだけ近傍部にあることが望ましい。
このような観点から、製品としての本来の機能に支障がない限りにおいて、接合部の位置をリブ位置に応じて調整したり、鋳造部材CのリブRの位置や数を接合位置に合わせて変えたりする設計変更が考えられる。
【0032】
また、本発明において、板状部材としては、必ずしも圧延や押出しなど、塑性加工による展伸材のみに限定される訳ではなく、反接合面側に電極の障害となるような凹凸のない平面を有する板状の部材である限り、鋳物であっても差し支えない。
【0033】
図5は、同様の鋳造部材Cと亜鉛めっき鋼板1のインダイレクト法(図1(b)参照)による抵抗シーム溶接結果を示すものであって、図4(c)における電極Eをローラ電極Erに変更し、当該電極と両部材とを相対移動させて、線状に接合すること以外、基本的に変わるところはない。
抵抗シーム接合の条件についても、特別な条件を適用する必要はなく、亜鉛めっき鋼板1の板厚や、鋳造部材Cの接合部における肉厚に応じて、溶接電流:10000〜40000A、加圧力:50〜1500kgf、接合速度:1〜9m/分程度の条件範囲内で適宜選択することができる。
【0034】
次に、同様の共晶溶融を利用したマグネシウム合金材と鋼材の接合(金属A=Mg、金属B=Fe(鋼)、金属C=Zn)について説明する。
すなわち、図6は、Mg−Zn系2元状態図を示すものであって、図に示すようにMg−Zn系には、共晶点が2点(Te1及びTe2)あり、それぞれ341℃及び364℃であり、マグネシウムの融点650℃よりも遙かに低い温度で共晶反応を生じる。
【0035】
したがって、図に示した共晶点を利用してMgとZnの共晶溶融を作り出し、接合時の酸化皮膜除去に利用すれば、同様の原理によって、接合を阻害するマグネシウムの酸化皮膜を低温で確実に除去できると共に、接合時の界面温度をより均一に保持できるようになる。
但し、上記のようにFe−Mg二元状態図は二相分離型を示し、互いの固溶限も非常に小さいことから、これら金属を主成分とする材料同士を直接接合することは極めて困難であるため、両金属とそれぞれ金属間化合物を形成するAlを接合界面に予め添加しておくことが必要となる。
【0036】
図7(a)〜(e)は、マグネシウム合金材と鋼材(亜鉛めっき鋼板)との接合過程を示す概略工程図である。
まず、図7(a)に示すように、少なくとも接合界面側の表面に、Mgと共晶を形成する金属として亜鉛を含む亜鉛めっき層(第3の材料)1pが施された亜鉛めっき鋼板1と、マグネシウム合金材2を用意する。
【0037】
そして、図7(b)に示すように、これら亜鉛めっき鋼板1とマグネシウム合金材5を亜鉛めっき層1pが内側になるように重ねる。なお、マグネシウム合金材5には、予め適量のAl(例えば、6%程度)が添加されており、表面には酸化皮膜5fが生成している。なお、Alは第3の材料中に添加することもでき、このために亜鉛めっき鋼板1に替えてZn−Al合金めっき鋼板を用いることも可能である。
【0038】
次に、図7(b)に矢印で示すように、これらに加熱及び加圧、例えば抵抗溶接の場合には、電極による加圧と通電加熱による塑性変形などが加えられると、酸化皮膜5fが局部的に破壊される。
このように酸化皮膜1fが破壊されると、MgとZnの局部的な接触が起こり、所定の温度状態に保持されると、図7(c)に示すように、MgとZnの共晶液相が生じ、マグネシウム合金材5の表面の酸化皮膜5fが接合界面から順次、効果的に除去される。
【0039】
そして、図7(d)に示すように、押圧によって共晶液相と共に酸化皮膜5fや接合界面の不純物が排出物Wとなって、接合部周囲に排出される。この時、接合界面では共晶溶融によりZnと共にMgが優先的に溶融して排出される。その結果、マグネシウム合金中に添加されたAl成分が取り残され、接合界面だけ相対的にAlリッチな相ができ、さらにこのAl原子がFe及びMgと反応し、Al−Mg系やFe−Al系の金属間化合物を含む化合物層6が形成される。
【0040】
さらに、接合時間が経過すると、図7(e)に示すように、界面に形成したMg−Zn共晶溶融反応生成物が完全に排出される。その結果、接合界面にはAl−Mg系及び/又はFe−Al系金属間化合物を含む化合物層6が形成され、冶金的に直接接合が困難なマグネシウム合金と鋼の組合せにおいても相互拡散が可能となり、亜鉛めっき鋼板1とマグネシウム合金材5との強固な接合が完了する。
【0041】
本発明の異種金属接合方法において、マグネシウム合金材と鋼材を接合する場合には、先にも説明したように、接合界面にAlが存在することが必要であり、そのためにはマグネシウム合金材及び第3の材料の少なくとも一方に予めAlを添加しておくことが必要となる。
【0042】
Alを含有するマグネシウム合金材としては、例えばASTM(アメリカ材料試験協会)にAZ31(約3%Al)、AZ61(約6%Al)、AZ81(約8%Al)、AZ91(約9%Al)、AZ101(約10%Al)などのAl−Zn系マグネシウム合金や、AM60(約6%Al)、AM100(約10%Al)などのAl−Mn系マグネシウム合金が規定されている。
したがって、マグネシウム合金材としてこれらの合金を利用することによって、改めて合金調合することなく、Al含有のマグネシウム合金材を安価に入手し、本発明に適用することができる。
【0043】
一方、表面にZn−Al合金から成るめっきを施しためっき鋼板がJIS G 3317(Zn−5%Al)やG 3321(55%Al−Zn)に規定されており、このような市販鋼板を鋼材として使用することもでき、Alを含有しないマグネシウム合金との接合に適用することができる。
【0044】
図8(a)〜(c)は、本発明方法によるマグネシウム合金製の鋳造部材Cと、板状部材としての亜鉛めっき鋼板1のインダイレクト法(図1(a)参照)による抵抗スポット溶接過程を示す工程図である。
【0045】
Al含有のマグネシウム合金から成る鋳造部材Cには、図8(a)に示すように、接合部位の両側近傍部にリブR,Rが同様に形成されており、これらリブR,Rの裏面側には鋳造時の引けによって凹部D,Dがそれぞれ形成され、その表面には、図示しない酸化皮膜を備えている。
【0046】
そして、図8(b)に示すように、鋳造部材Cの反リブ側面に、亜鉛めっき鋼板1を同様に重ね、電極Rを亜鉛めっき鋼板1に当接させて、通電及び加圧を開始する。
なお、鋳造部材CがAlを含有しない合金から成る場合におけるAlの添加手段としては、Zn−Al合金から成るめっきを施しためっき鋼板を用いることが望ましい。
【0047】
共晶溶融を利用して異種金属を抵抗接合する場合、アルミニウム合金と鋼との接合では、接合界面の反応生成物を素早く強制的に排出しないと高強度が得られないため、先端曲率の小さいR型電極(例えば、板厚1.2mmではR50以下)を用いて接合することが望ましい。これに対し、固有抵抗値の大きいマグネシウム合金と鋼との接合においては、接合面内の温度分布や加圧力分布が不均一となり、同じ考え方では高い接合強度が得られ難くなる可能性がある。
一方、マグネシウム合金と鋼との接合では、Mg−Zn合金系の低融点共晶(341℃、364℃)を利用することにより(Al−Zn合金では381℃)、接合界面から反応生成物を容易に排出できるものと考えられる。したがって、マグネシウム合金と鋼の接合の場合には、先端曲率のより大きいR型電極を用いることが望ましく、これによって電流密度、加圧力の分散・均一化による有効ナゲット径拡大を果たすことができ、高強度な異種材接合継手を実現することができる。
【0048】
電極による加圧と通電加熱によって、鋳造部材Cの表面の酸化皮膜が破壊され、亜鉛とマグネシウムの局部的な接触によって共晶溶融が生じ、酸化皮膜や接合界面の不純物などを含む反応生成物が排出物Wとなって接合部から円滑に排出され、図8(c)に示すように凹部D,D内に流入する。
このとき、接合界面には、Al−Mg系金属間化合物(Al3Mg2)やFe−Al系金属間化合物(FeAl3)が生成し、これら金属間化合物を含む化合物層6を介して鋼板1と鋳造部材Cの新生面同士が接合されることになり、鋳物と板材との強固な異種金属接合が可能になる。
【0049】
また、マグネシウム合金から成る鋳造部材Cと亜鉛めっき鋼板1をインダイレクト法(図1(b)参照)によって抵抗シーム溶接することも同様に可能である。
すなわち、図9に示すように、同様のマグネシウム合金から成る鋳造部材Cと亜鉛めっき鋼板1とがAl3Mg2やFeAl3などといった金属間化合物を含む化合物層6を介して線状に接合することができる。
【実施例】
【0050】
以下、実施例として、本発明による鋳物と板材の具体的な異種金属接合例を示す。なお、本発明はこれら実施例に限定されるものではない。
【0051】
(実施例1)
図4に示したように、接合部の肉厚が3mm、接合部の両側に8mm間隔の隔てて厚さ3mmのリブRを2箇所に備えたアルミニウム合金鋳物C(AC2A)の上に、板厚0.8mmの亜鉛めっき鋼板1を載置した。そして、図1(a)に示したような交流タイプの抵抗スポット溶接装置を用いて、溶接電流30000A、通電時間0.24S(240ms)、加圧力600kgfにて、抵抗スポット溶接を実施した。
接合完了後、接合部を切断して、その周辺を観察した結果、酸化皮膜や接合界面の不純物などを含む共晶反応生成物が接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、両部材の新生面同士が直接接合された健全な接合部の形成が確認された。
【0052】
(実施例2)
上記実施例1と同様の形状、寸法を有し、ADC12材から成るアルミニウム合金鋳物Cの上に、上記亜鉛めっき鋼板1を載置し、同様の条件により抵抗スポット溶接を実施した。
そして、同様に、接合部の周辺を観察した結果、反応生成物がリブ裏面の凹部内に流れ込んでおり、同様の健全な接合部が形成されていることが確認された。
【0053】
(実施例3)
図8に示したように、接合部の肉厚が3mm、接合部の両側に8mm間隔の隔てて厚さ3mmのリブRを2箇所に備えたマグネシウム合金鋳物C(AZ31:3%Al含有)の上に、板厚0.8mmの亜鉛めっき鋼板1を載置した。そして、図1(a)に示したような交流タイプの抵抗スポット溶接装置を用いて、溶接電流28000A、通電時間0.24S(240ms)、加圧力600kgfにて、抵抗スポット溶接を実施した。
接合完了後、接合部を切断して、その周辺を観察した結果、酸化皮膜や接合界面の不純物などを含む共晶反応生成物が接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、両部材がAlの金属間化合物を含む化合物層を介して、良好に接合されていることが確認された。
【0054】
(実施例4)
上記実施例1と同様の形状、寸法を有し、AZ61材(6%Al含有)から成るマグネシウム合金鋳物Cの上に、上記亜鉛めっき鋼板1を載置し、同様の条件により抵抗スポット溶接を実施した。
そして、同様に、接合部の周辺を観察した結果、反応生成物がリブ裏面の凹部内に流れ込んでおり、接合界面に残存することなく、同様の化合物層を介して健全な接合部が形成されていることが確認された。
【0055】
(実施例5)
実施例1と同様のアルミニウム合金鋳物C(AC2A)の上に、同様の亜鉛めっき鋼板1を載置し、図1(b)に示したような交流タイプの抵抗シーム溶接装置を用いて、溶接電流32000A、接合速度5m/min、加圧力800kgfの条件により、図5に示したような抵抗シーム溶接を行った。
接合完了後、接合部を切断して、その周辺を観察した結果、同様に反応生成物が接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、両部材の新生面同士が直接接合された健全な接合部が形成されていることが確認された。
【0056】
(実施例6)
実施例2と同様のアルミニウム合金鋳物C(ADC12)の上に、上記亜鉛めっき鋼板1を載置し、実施例5と同様の条件により、図5に示したような抵抗シーム溶接を実施した。
そして、同様に、接合部の周辺を観察した結果、反応生成物がリブ裏面の凹部内に流れ込んでおり、健全な接合部が同様に形成されていることが確認された。
【0057】
(実施例7)
実施例3と同様のマグネシウム合金鋳物C(AZ31)の上に、同様の亜鉛めっき鋼板1を載置し、図1(b)に示したような交流タイプの抵抗シーム溶接装置を用いて、溶接電流30000A、接合速度5m/min、加圧力800kgfの条件により、図5に示したような抵抗シーム溶接を行った。
接合完了後、接合部を切断して、その周辺を観察した結果、反応生成物が接合界面に残存することなく、リブ裏面の凹部内に流れ込んでおり、両部材がAlの金属間化合物を含む化合物層を介して、良好に接合されていることが確認された。
【0058】
(実施例8)
実施例4と同様のマグネシウム合金鋳物C(AZ61)の上に、上記亜鉛めっき鋼板1を載置し、実施例7と同様の条件により、図5に示したような抵抗シーム溶接を実施した。
そして、接合部の周辺を同様に観察した結果、反応生成物は、接合界面に残存することなくリブ裏面の凹部内に流れ込んでおり、同様の化合物層を介して健全な接合部が形成されていることが確認された。
【図面の簡単な説明】
【0059】
【図1】インダイレクト法による抵抗スポット溶接(a)及び抵抗シーム溶接(b)の要領を示す概略図である。
【図2】Al−Zn系2元状態図における共晶点を示すグラフである。
【図3】(a)〜(e)は共晶溶融を利用したアルミニウム合金と鋼との異種金属接合過程を概略的に示す工程図である。
【図4】(a)〜(c)は本発明によるアルミニウム合金製鋳造部材と鋼板の抵抗スポット溶接過程を示す工程図である。
【図5】本発明により得られたアルミニウム合金製鋳造部材と鋼板の抵抗シーム溶接結果を示す概略図である。
【図6】Mg−Zn系2元状態図における共晶点を示すグラフである。
【図7】(a)〜(e)は共晶溶融を利用したマグネシウム合金と鋼との異種金属接合過程を概略的に示す工程図である。
【図8】(a)〜(c)は本発明によるマグネシウム合金製鋳造部材と鋼板の抵抗スポット溶接過程を示す工程図である。
【図9】本発明により得られたマグネシウム合金製鋳造部材と鋼板の抵抗シーム溶接結果を示す概略図である。
【符号の説明】
【0060】
1 亜鉛めっき鋼板(板状部材)
1p 亜鉛めっき層(第3の材料)
C 鋳造部材(アルミニウム合金、マグネシウム合金)
R リブ
D 凹部
W 排出物(反応生成物)
6 化合物層
【特許請求の範囲】
【請求項1】
金属Aを主成分としリブを備えた鋳造部材の反リブ側に、金属Bを主成分とする板状部材を重ね、該板状部材の側から加圧して両部材を接合するに際し、両部材の間に金属Cを含有する第3の材料を介在させた状態で加熱し、上記金属A及びBの少なくとも一方と金属Cの間に共晶溶融を生じさせ、共晶溶融に伴って生じた反応生成物を鋳造時の引けに起因して鋳造部材のリブ裏面に形成されている凹部に排出することを特徴とする鋳物と板材の異種金属接合方法。
【請求項2】
鋳造部材がアルミニウム合金から成り、板状部材が鋼板、金属Cが亜鉛であって、アルミニウムと亜鉛の間に共晶溶融を生じさせることを特徴とする請求項1に記載の異種金属接合方法。
【請求項3】
板状部材が金属Cとして亜鉛を含むめっき層を備えた亜鉛めっき鋼板であることを特徴とする請求項2に記載の異種金属接合方法。
【請求項4】
鋳造部材がマグネシウム合金から成り、板状部材が鋼板、金属Cが亜鉛であって、マグネシウムと亜鉛の間に共晶溶融を生じさせると共に、両部材の主成分であるMg及びFeの一方又はそれぞれと、鋳造部材及び/又は第3の材料中に予め添加しておいたAlとの間に金属間化合物を生じさせ、当該金属間化合物を含む化合物層を介して両部材を接合することを特徴とする請求項1に記載の異種金属接合方法。
【請求項5】
板状部材が金属Cとして亜鉛を含むめっき層を備えた亜鉛めっき鋼板であることを特徴とする請求項4に記載の異種金属接合方法。
【請求項6】
抵抗スポット溶接によって断続的に接合することを特徴とする請求項1〜5のいずれか1つの項に記載の異種金属接合方法。
【請求項7】
抵抗シーム溶接によって連続的に接合することを特徴とする請求項1〜5のいずれか1つの項に記載の異種金属接合方法。
【請求項8】
請求項1〜7のいずれか1つの項に記載の方法によって得られる接合構造であって、上記両部材の新生面同士が直接又は金属間化合物を含む化合物層を介して接合され、共晶溶融に伴って生じた反応生成物が鋳造部材のリブ裏面に形成された凹部に流入していることを特徴とする鋳物と板材の異種金属接合構造。
【請求項9】
鋳造部材がアルミニウム合金から成り、板状部材が鋼板であって、上記両部材の新生面同士が直接接合されていることを特徴とする請求項8に記載の異種金属接合構造。
【請求項10】
鋳造部材がマグネシウム合金から成り、板状部材が鋼板であって、上記両部材の新生面同士がAl−Mg系及び/又はFe−Al系金属間化合物を含む化合物層を介して接合されていることを特徴とする請求項8に記載の異種金属接合構造。
【請求項1】
金属Aを主成分としリブを備えた鋳造部材の反リブ側に、金属Bを主成分とする板状部材を重ね、該板状部材の側から加圧して両部材を接合するに際し、両部材の間に金属Cを含有する第3の材料を介在させた状態で加熱し、上記金属A及びBの少なくとも一方と金属Cの間に共晶溶融を生じさせ、共晶溶融に伴って生じた反応生成物を鋳造時の引けに起因して鋳造部材のリブ裏面に形成されている凹部に排出することを特徴とする鋳物と板材の異種金属接合方法。
【請求項2】
鋳造部材がアルミニウム合金から成り、板状部材が鋼板、金属Cが亜鉛であって、アルミニウムと亜鉛の間に共晶溶融を生じさせることを特徴とする請求項1に記載の異種金属接合方法。
【請求項3】
板状部材が金属Cとして亜鉛を含むめっき層を備えた亜鉛めっき鋼板であることを特徴とする請求項2に記載の異種金属接合方法。
【請求項4】
鋳造部材がマグネシウム合金から成り、板状部材が鋼板、金属Cが亜鉛であって、マグネシウムと亜鉛の間に共晶溶融を生じさせると共に、両部材の主成分であるMg及びFeの一方又はそれぞれと、鋳造部材及び/又は第3の材料中に予め添加しておいたAlとの間に金属間化合物を生じさせ、当該金属間化合物を含む化合物層を介して両部材を接合することを特徴とする請求項1に記載の異種金属接合方法。
【請求項5】
板状部材が金属Cとして亜鉛を含むめっき層を備えた亜鉛めっき鋼板であることを特徴とする請求項4に記載の異種金属接合方法。
【請求項6】
抵抗スポット溶接によって断続的に接合することを特徴とする請求項1〜5のいずれか1つの項に記載の異種金属接合方法。
【請求項7】
抵抗シーム溶接によって連続的に接合することを特徴とする請求項1〜5のいずれか1つの項に記載の異種金属接合方法。
【請求項8】
請求項1〜7のいずれか1つの項に記載の方法によって得られる接合構造であって、上記両部材の新生面同士が直接又は金属間化合物を含む化合物層を介して接合され、共晶溶融に伴って生じた反応生成物が鋳造部材のリブ裏面に形成された凹部に流入していることを特徴とする鋳物と板材の異種金属接合構造。
【請求項9】
鋳造部材がアルミニウム合金から成り、板状部材が鋼板であって、上記両部材の新生面同士が直接接合されていることを特徴とする請求項8に記載の異種金属接合構造。
【請求項10】
鋳造部材がマグネシウム合金から成り、板状部材が鋼板であって、上記両部材の新生面同士がAl−Mg系及び/又はFe−Al系金属間化合物を含む化合物層を介して接合されていることを特徴とする請求項8に記載の異種金属接合構造。
【図1】



【図2】
【図3】

【図4】

【図5】

【図6】

【図7】

【図8】

【図9】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2010−99672(P2010−99672A)
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願番号】特願2008−271199(P2008−271199)
【出願日】平成20年10月21日(2008.10.21)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
【公開日】平成22年5月6日(2010.5.6)
【国際特許分類】
【出願日】平成20年10月21日(2008.10.21)
【出願人】(000003997)日産自動車株式会社 (16,386)
【Fターム(参考)】
[ Back to top ]