
Fターム[4E068AA03]の内容
レーザ加工 (34,456) | レーザ加工 (670) | 他の加工手段を併用するもの (449) | 機械加工 (133)
Fターム[4E068AA03]に分類される特許
1 - 20 / 133
スクライブ装置
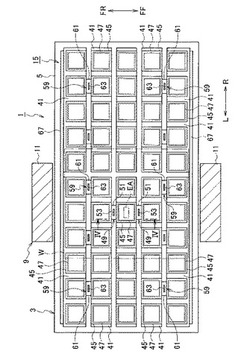
【課題】基板Wの裏面に傷が発生したり、コンタミが付着したりすることを十分に抑えて、基板Wの品質を維持する。
【解決手段】テーブル15の上方位置に基板Wの表面に割断予定線PLに沿ってレーザ光LBを照射するレーザ光照射ユニット25が設けられ、テーブル15の上方位置に基板Wの表面にレーザ光LBを照射した直後に冷媒Mを噴射する冷媒噴射ユニット33が設けられ、テーブル15は、支持フレームに配設されかつエアの圧力を利用して基板を浮上させる複数の浮上ユニット45と、基板Wをテーブル15の長手方向へ搬送する複数の搬送ローラユニット59とを備えたこと。
(もっと読む)
レーザ加工によるピアシング加工方法及び付着用具

【課題】レーザ切断加工開始時のピアシング加工時に、スパッタがワーク表面に溶着することを防止できるピアシング加工方法及び付着治具を提供する。
【解決手段】付着用具23の先端部に備えた接触部材59を、ワークのピアシング加工位置へ接触させて、接触部材59に保持されたスパッタ溶着防止剤を、ピアシング加工位置を含む周囲に付着する。そして、レーザ加工ヘッドを移動位置決めして、レーザ加工によるピアシング加工を開始する。付着用具23は、ワークに対して相対的にX、Y、Z軸方向へ移動自在なレーザ加工ヘッドを備えたレーザ加工機における機体の一部に、レーザ加工ヘッドからワークへレーザ光を照射する方向と同方向へ移動可能に支持される筒状の付着具本体27を備え、付着具本体27の長手方向へ移動可能に備えられた接触部材ホルダ57の先端部に、ワークへ付着するスパッタ溶着防止剤を保持した接触部材59を備えている。
(もっと読む)
亀裂の補修方法
【課題】既設鋼構造物の鋼材に発生した亀裂にレーザ光を照射して亀裂を補修する。
【解決手段】既設鋼構造物1の鋼材3に発生した亀裂5の一端部5aに形成された第一貫通孔20から亀裂5の他端部5bまで、所定のスポット径のレーザ光11を亀裂5に沿って照射し、亀裂5を溶融させて消去することで、既設鋼構造物の鋼材3に発生した亀裂5を容易且つ確実に補修することが出来る。
(もっと読む)
摩擦攪拌接合用工具の製造方法
【課題】本発明の目的は、高融点部材を摩擦攪拌接合できる摩擦攪拌接合用工具の製造方法及び摩擦攪拌接合用工具を提供することである。
【解決手段】本発明に係る摩擦攪拌接合用工具3の製造方法は、円柱状のシャンク部5と、シャンク部の端部に形成されたショルダ部9と、ショルダ部の端部に形成されたピン部4とを含み、イリジウム基合金からなる摩擦攪拌接合用工具において、イリジウム基合金からなるインゴット10を形成する工程1と、インゴットから工具用円柱体20を形成する工程3と、工具用円柱体を加工して、ショルダ部及びピン部を形成する工程4と、を有する。
(もっと読む)
スキーラ付きガスタービン動翼の補修方法
【課題】ニッケル基超合金からなるスキーラ付きガスタービン動翼の損耗部分に対して、溶接法によって同じニッケル基超合金からなる肉盛部を形成して補修する際に、ひずみ時効割れの発生を抑制する。
【解決手段】スキーラの損傷部を切削除去した後、当該部分にニッケル基超合金から肉盛部を溶接によって形成する。次いで、肉盛部を、この肉盛部を構成するニッケル基超合金の融点m℃の1/2以上の温度であって、融点以下の温度範囲に15℃/分以上500℃/分以下の昇温速度で加熱する。次いで、肉盛部に冷却ガスを吹き付け急冷し、その後、肉盛部に対して溶体化処理を行う。
(もっと読む)
ハイブリッド金型
【課題】金型用鋼材の高強度と非鉄金属体(銅合金体)の高熱伝導の特徴を兼ね備えたハイブリッド金型を提供する。
【解決手段】金型用鋼材から成る成形金型1の少なくとも熱交換範囲を非鉄金属体3(銅合金体3A)にて形成し、該非鉄金属体にキャビティEと製品関連部7を備え、該キャビティの製品形成面の損傷しやすい負荷集中範囲と、該製品関連部のパーテイングラインPLのキャビティ連続部3aを数mm以内の厚さで薄肉化し、その薄肉化した肉欠部13に高エネルギ密度の熱源を用いて該非鉄金属体より溶融温度の高い鉄系材を肉盛溶接し、鉄系肉盛部4で覆い、該鉄系肉盛部表面に仕上げ加工した鉄材層4Aを設け、該鉄材層で該非鉄金属体の損傷しやすい負荷集中範囲を保護していることを特徴とする。該成形金型を、鋼材型と非鉄金属体から成る入れ子型とで構成する場合も同様である。
(もっと読む)
ガラス基板のスクライブ方法
【課題】強化ガラスに対して、容易にかつ安定して所望のスクライブ溝を形成し、自然分断を防止する。
【解決手段】このスクライブ方法は、圧縮応力を持たせた強化層を表面に有する強化ガラスをスクライブする方法であって、第1工程と第2工程とを含む。第1工程では、強化ガラスの表面に、スクライブ予定ラインの終端部にスクライブ予定ラインと交差する方向に所定の幅を有する亀裂停止用の溝を形成する。第2工程では、強化ガラスの表面にレーザ光を照射して加熱するとともに、加熱された領域を冷却し、スクライブ予定ラインに沿って亀裂を進展させてスクライブ溝を形成する。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
発光素子および発光素子の製造方法
【課題】出力を向上可能な発光素子および発光素子の製造方法を提供する。
【解決手段】発光素子100において、成長基板10は、第1レーザー加工面10C1と、第1割断面10C2と、を含む第1側面10Cを有する。第1割断面10C2には、成長基板10を構成する材料の結晶格子面が露出している。垂直方向における第1レーザー加工面10C1の高さαは、垂直方向における成長基板10の厚みβ1と素子本体20の厚みβ2との和の25%以上40%以下である。
(もっと読む)
超精密複合加工装置および超精密複合加工方法
【課題】微細構造部を備えた製品の製造にとって好適な加工装置を提供すること。
【解決手段】被加工材から微細加工物を製造する超精密複合加工装置であって、被加工材を粗削りするための電磁波加工手段;粗削りされた被加工材に対して精密加工を施すための精密機械加工手段であって、プレーナ加工具、シェーパ加工具、フライカット加工具、ダイヤモンドターニング加工具およびマイクロミーリング加工具から成る群から選択される切削加工具が取替え自在となっている精密機械加工手段;ならびに、電磁波加工手段および精密機械加工手段の使用に際して被加工材の形状を測定するための形状測定手段を有して成ることを特徴とする超精密複合加工装置。
(もっと読む)
レーザマーキング方法
【課題】被印字面とされる鋼材端面の状態によらず鮮明な印字を得ることのできる、レーザマーキング方法を提供する。
【解決手段】被印字面とされた鋼材端面1に耐熱塗料を塗布後、レーザを照射して前記塗料を焼付炭化させることにより、複数字の一連からなる記号を印字するにあたり、レーザの照射回数を一記号群ごとに複数回ずつとする。レーザの焦点位置を被印字面からレーザ光軸沿いに鋼材の外側又は内側に5mm〜30mm離間させてもよい。又、耐熱塗料の塗布前に予め被印字面をワイヤブラシで研削することが好ましく、耐熱塗料の色を、白色、薄茶色、青色、黄色のいずれかとすることが好ましい。又、前記鋼材は、350℃〜室温の鋼材であることが好ましい。
(もっと読む)
基板に通路孔を形成するために基板を修正する方法および関連する物品
【課題】タービンエンジン構成要素などの高温基板内に冷却孔を組み込むための方法を提供すること。
【解決手段】高温基板64に少なくとも1つの通路孔100を形成するための方法が説明されている。所望の各通路孔または一群の通路孔のために、基板64の外側面62上に節点60がレーザ固結工程によって最初に形成される。節点が、各通路孔100用の事前に選択した入口領域として機能する。次いで、通路孔100が、節点60を貫通して基板64内に形成されることができる。タービンエンジン構成要素など、関連する物品もまた説明されている。
(もっと読む)
レーザー切断装置で切断される加工物及びその加工物から切断される製品部材の面取り方法
【課題】加工物からレーザーによって切断される製品部材の外周表面に発生するエッジで指等を傷つけずに、且つ、製品部材の生産性を向上させるレーザー切断装置で切断される加工物及びその加工物から切断される製品部材の面取り方法を提供する。
【解決手段】加工物10の製品部材領域14aから製品部材14となる形状の殆どをレーザーで切断し、製品部材領域14aの一部と除去部材領域16aとを短い長さの連結部22で連結した状態にする。その後、加工物10におけるレーザー切断部20の上下の位置に金型28a,28bを押圧して溝30を形成し製品部材領域14aに形成したレーザー切断部20の外周における面取りを行なう。その後、製品部材領域14aと除去部材領域16aとの連結部22を分離して加工物10から製品部材14を分離する。その後、製品部材14の連結部22の箇所に面取り等の加工作業を行って、製品部材14の面取り作業を完了する。
(もっと読む)
レーザダイシング装置及び方法、割断装置及び方法、並びに、ウェーハ処理方法
【課題】ウェーハの表面に触れることなく加工処理することができるレーザダイシング装置及び方法、割断装置及び方法、並びにウェーハ処理方法を提供する。
【解決手段】ウェーハWは、裏面に透明なダイシング用テープTが貼着されて、ダイシング用フレームFにマウントされる。ダイシング用フレームFにマウントされたウェーハWは、裏面を吸引されて、透明なウェーハテーブル20に保持される。レーザ光は、透明なウェーハテーブル20及び透明なダイシング用テープTを通してウェーハWの裏面に入射される。これにより、ウェーハWの表面に触れることなくウェーハWを保持して、ウェーハWの裏面にレーザ光を入射することができ、ウェーハWの表面に形成された素子等を破壊することなく、レーザダイシングすることができる。
(もっと読む)
構造物の溶接方法
【課題】原子炉圧力容器等の構造物の補修や保全のための肉盛溶接を短時間でかつ高効率で行うことができ、しかも水中でも安定して施工することが可能な構造物の溶接方法を提供する。
【解決手段】低合金鋼からなる母材11の表面にクラッド層14が形成されてなる構造物の欠陥を含む部分Xをクラッド層14側から機械的に削り取って除去した後、クラッド層14の残存厚さTcが2.3mm未満の場合に、レーザ溶接を用いたテンパービード工法による肉盛り溶接を行い、クラッド層14の残存厚さTcが2.3mm以上の場合に、通常のレーザ溶接による肉盛り溶接を行う。
(もっと読む)
半導体ウエハの分割方法
【課題】高い品質の半導体素子(チップ)を歩留り良く生産すること。
【解決手段】先ず、アブレーション作用を有するレーザにより、ダイシング領域に沿って積層膜2の部分のみに溝GVを形成する。次いで、溝GVが形成されている側の面に保護シート3を貼り付け、該保護シートが貼り付けられた当該ウエハの裏面を研削した後、ウエハW1の裏面側から半導体基板1Aに対して透過性を有する波長のレーザ光を上記ダイシング領域に沿って照射し、該基板の内部に改質層MLを形成する。さらに、ウエハW1の裏面にシート部材4を貼り付け、保護シート3を除去後、シート部材4を拡張することによって当該ウエハを個々のチップ10Cに分割する。
(もっと読む)
半導体材料の切断方法と切断装置
【解決手段】 先ず、シリコンインゴット2の外周面2Bにスクライバ4Aによって円周方向溝2Dを形成する。次に、第1のレーザ光L1と第2のレーザ光L2を重畳させて端面2A側から円周方向溝2Dに照射し、その後、両レーザ光L1、L2を割断予定面2Eに沿って渦巻状の移動軌跡で相対移動させる。これにより、第1のレーザ光L1によって割断予定面2Eとその隣接箇所は結晶方位のない改質領域2Fに改質され、そこに第2のレーザ光L2が照射される。そのため、円周方向溝2Dに生じたクラック20が半径方向に進展してシリコンウェハ2Sが切り出される。
【効果】 内部の結晶方位の影響を受けることなく、シリコンインゴット2から所定厚さtのシリコンウェハ2Sを切り出すことができる。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って改質領域を形成し(ステップS10)、ウェハWの表面から略50μmの基準面までウェハWを裏面から研削する(ステップS12)。このとき、改質領域内のクラックが、基準面とウェハW表面との間に進展される。その後、研削によりウェハWの裏面に形成された加工変質層が除去され、ウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
半導体基板の切断方法及び半導体基板の切断装置
【課題】安定した品質のチップを効率よく得ることができる。
【解決手段】レーザー光をウェハW内部に照射して、ウェハWの表面から略60μm〜略80μmの深さに切断ラインLに沿って予備改質領域P1を形成し、その後予備改質領域から略20μm〜略40μmだけウェハW裏面側の位置にレーザー光を照射して本改質領域P2を形成する(ステップS10)。これにより予備改質領域P1内のクラックK1が基準面とウェハW表面との間に進展される。基準面までウェハWを裏面から研削され(ステップS12)、加工変質層が除去されてウェハW裏面が鏡面加工され(ステップS14)、ウェハW裏面にエキスパンドテープが貼付され(ステップS16)、エキスパンドテープが外側へ拡張されると、ウェハWが切断ラインで破断されてチップTに分割される(ステップS18)。
(もっと読む)
ガスタービン動翼の補修方法およびガスタービン動翼
【課題】ガスタービン動翼の翼先端の減肉部を補修する際、肉盛溶接におけるき裂等の欠陥の発生を防止し、信頼性の高い補修を行うことができるガスタービン動翼の補修方法、およびその補修方法により補修されたガスタービン動翼を提供する。
【解決手段】ガスタービン動翼の補修方法は、翼先端10aの減肉部12を除去し、翼先端10aを平面13に加工する減肉部除去工程S101と、平面13に加工された翼先端10aに、ガスタービン動翼10を構成する基材よりも延性が大きい肉盛材料の粉末をレーザ光によって溶融して多層に肉盛し、所定の厚さの肉盛部14を形成する肉盛溶接工程S102と、肉盛部14の形状を減肉する前の当初の翼先端10aの形状と同一の形状に加工する成形工程S103と、肉盛溶接工程S102におけるレーザ溶接によって生じた残留ひずみを除去する熱処理工程S104とを備える。
(もっと読む)
1 - 20 / 133
[ Back to top ]