
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
341 - 360 / 898
レーザービームを用いて溶接するレーザー溶接システムおよびレーザー溶接方法
本発明は、レーザービームの供給源(1)と、レーザービームを平行にするように適合されたコリメータ(2)と、平行にされたレーザービームを被溶接物(4)上の集中点に集束するように適合された集束手段(3)とを備える、レーザー溶接システムに関する。均質な溶接領域を可能にするため、コリメータ(2)と集束手段(3)との間に光学素子(5)が配置され、光学素子は、平行レーザービームの軸線に対してある角度で延びる第1の方向に沿ってレーザービームの出力分布を拡散させるように適合される。代替の解決策によれば、光学素子(5)はレーザービームの供給源(1)とコリメータ(2)との間に配置される。  (もっと読む)
(もっと読む)
刃付け方法及び刃付け装置
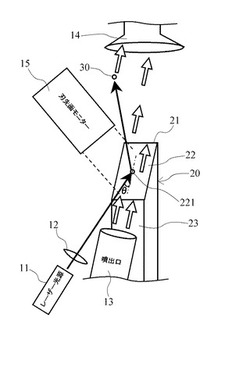
【課題】高硬度の刃物を、高い再現性、高い量産性で製造する。
【解決手段】レーザー光源11は、概ね5ps(5×10−12s)より短い時間幅を持ち、単位パルス出力の面密度が1J/cm2より小さな、超短パルスのパルスレーザー光、いわゆる非熱的レーザー光を発振することができる。このパルスレーザー光を刃先面22上で集光する集光光学系12が設けられている。刃先面22上の凸部をこの照射箇所221としてこのパルスレーザー光を照射することにより、凸部を除去物30として除去することができ、刃先面22の平坦化を行うことができる。また、流体を刃先面22上に噴出する噴出口13が設けられている。この流体は照射箇所221上を刃先面22に沿って通過するため、パルスレーザー光の照射によって発熱があった場合でも、この流体によって速やかに冷却が行われる。
(もっと読む)
車両フレーム部材の溶接方法および車両フレーム部材

【課題】高い接合強度を有し、亜鉛めっきによる強度低下を防止し、さらに熱歪み変形を防止することのできる車両フレーム部材の溶接方法を提供する。
【解決手段】本発明に係る車両フレーム部材の溶接方法は、幅方向の断面が略ハット状のフレーム部材1と、このフレーム部材1のフランジ部11と接合することにより閉断面を形成するパネル部材2とを溶接する車両フレーム部材3の溶接方法であって、前記パネル部材2と接触する前記フランジ部11の接触端部12から前記フランジ部11外側方向をマイナス(−)とし、前記接触端部12から屈曲して立ち上がる壁部13側方向をプラス(+)としたときに、溶接位置Pを、前記接触端部12を中心として±0mm≦P<+1.5mmの範囲内とし、前記壁部13に沿って連続溶接することを特徴とする。
(もっと読む)
レーザー加工方法、円偏光光渦レーザービームを用いたレーザー加工方法、針状体を有する部材の製造方法、および針状体を有する部材
【課題】アブレーション加工により加工表面に昇華しきれず残ったデブリのクリーニングをアブレーション加工と同時に行うことが可能であり、被加工物にHAZを生じることがないレーザー加工方法を提供する。
【解決手段】レーザービームを用いて被加工物に対してアブレーション加工を行うレーザー加工方法において、レーザービームが光渦レーザービームのパルス光であり、該パルス光のパルス幅が10ピコ秒以上100ナノ秒以下であるレーザー加工方法;レーザービームを用いて被加工物に対してアブレーション加工を行うレーザー加工方法において、レーザービームが、円偏光の回転方向と光渦レーザービームの回転方向が同一である円偏光光渦レーザービームのパルス光であり、該パルス光のパルス幅が10ピコ秒以上100ナノ秒以下である円偏光光渦レーザービームを用いたレーザー加工方法。
(もっと読む)
レーザ衝撃硬化処理方法および装置
【課題】レーザビームを移動させる駆動装置に過剰な負荷をかけず十分高速な衝撃硬化処理ができるようにする。
【解決手段】液体に接した被処理部材41の表面の処理領域に、第一方向に照射スポットを移動しながら液体を通してパルス状のレーザビーム51をレーザ照射装置から被処理部材41に断続的に照射し、第一方向に所定の距離を移動したら、第一方向に直交する第二方向に照射スポット45を所定間隔移動し、その後に第一方向と逆の方向に照射スポットを移動しながらレーザビーム51を照射し、第一方向の方向軸上でレーザビームが2回照射される間に照射スポット45が移動する距離をdx、所定間隔をdyとして、dx<dyとなるように被処理部材とレーザビーム51を相対的に移動させることによって被処理部材41の表面を衝撃硬化処理する。
(もっと読む)
レーザ溶接鋼管の製造方法
【課題】レーザ溶接鋼管を製造するにあたってレーザ溶接の状況を精度良く判定し、その判定結果に基づいて溶接条件を変更することによって、レーザ溶接鋼管を歩留り良く安定して製造する方法を提供する。
【解決手段】エッジ部に照射するレーザビームの照射部位をオープンパイプの内面側から監視し、オープンパイプの内面側まで貫通したキーホールが認められる場合はレーザビームによる溶接条件を継続して維持する一方、オープンパイプの内面側まで貫通したキーホールが認められない場合はレーザビームによる溶接条件を変更することによって、オープンパイプの外面側から内面側まで貫通したキーホールをレーザビームの照射部位に設けつつ溶接を行なう。
(もっと読む)
マグネシウム合金部材の表面処理方法及びマグネシウム合金部材
【課題】マグネシウム合金部材の表面の高耐食性皮膜の一部をパルスレーザーで除去することにより、簡単に導通性高耐食性皮膜領域を形成する方法及び該方法により製造されるマグネシウム合金部材を提供する。
【解決手段】マグネシウム合金部材(1)の表面に形成した高耐食性皮膜(10)の所要領域にパルスレーザーを照射して前記高耐食性皮膜(10)の一部を除去することにより、所要の導通性を有する導通性高耐食性皮膜領域(11)を形成する方法及びマグネシウム合金部材。
(もっと読む)
高出力レーザビーム溶接及びそのアセンブリ
【課題】比較的厚い金属部材を接合できる高出力レーザビーム溶接方法を提供する
【解決手段】溶接方法とその溶接方法を行うアセンブリ。溶接する物品はその接合端面が互いに向き合うように配置され、接合領域が物品の接合端面及び並置表面により画成され、シムが、接合端面の間に配置されかつ接合端面と接触しており、シムの端部が並置表面から突出している。接合領域に高出力レーザビームを照射することにより物品同士を溶接する。高出力レーザビームを物品の並置表面にフォーカスし、故意にシムの端部にフォーカスせず、かくしてレーザビームの一部がシム端部から物品の並置表面に回折される。レーザビーム及びその回折された部分がシムと、物品の接合端面及び並置表面とを溶融する。物品を冷却して、溶接アセンブリの厚さを完全に貫通する溶接継手を有する溶接アセンブリを得る。
(もっと読む)
レーザ加工方法とレーザ加工装置
【解決手段】 加工ヘッド2は噴射ノズル12を備えており、その噴射ノズル12から被加工物3に向けて液柱Wを噴射するとともに、該液柱Wにレーザ光Lを導光して被加工物3に照射することにより、被加工物3に切断加工を施すようになっている。
加工ヘッド2の下部には、液柱Wに向けて側部から圧縮空気を吹き付ける気体噴射ノズル26が配置されており、噴射ノズル12から液柱Wを噴射した状態において気体噴射ノズル26から液柱Wに向けて圧縮空気が吹き付けられ、気体の吹き付けを停止してからレーザ光Lを照射して加工を開始する。
【効果】 液柱Wの周囲の霧を除去することができるので、液柱Wを安定した状態に維持して被加工物3に安定した切断加工を施すことができる。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】上下に重ね合わされた状態で対向する面の間に隙間が生じた平板状の二枚の金属板のレーザー溶接において、フィラーワイヤを利用してレーザー溶接を行う場合に、上側の金属板の溶融が不十分になるのを防止し、もって上下の金属板を良好に連結させることができるレーザー溶接方法等を提供する。
【解決手段】上側の金属板W1表面に向けてレーザー光LBを照射しつつ該レーザー光LBを金属板W1,W2に対して相対的に移動させ、溶融穴部WKを形成させると共にその溶接経路R後方に溶融池WYを形成する。フィラーワイヤXを、溶融池WYの熱とで溶融可能なように加熱し、端部が溶融池WYに接触するようにレーザー光被照射部Lよりも後方の位置から供給する。ワイヤXの端部が溶融池WYに接触したときに生成される溶融金属Wy′により、溶融池WYの溶融金属Wyの隙間Zを越えた下方への垂下を促進させる。
(もっと読む)
レーザクラッドバルブシートの内部検査方法
【課題】レーザクラッドバルブシートの内部検査を非破壊で行える、レーザクラッドバルブシートの内部検査方法を提供する。
【解決手段】レーザ光を照射しながら金属粉末を溝部に供給して、当該溝部に肉盛り部を形成した後に、当該肉盛り部を所定のバルブシート形状に仕上げ加工して形成するレーザクラッドバルブシートの内部検査方法において、肉盛り部19の表層部の全域を、バルブシート形状の仕上げ加工の予定部から少なくとも超音波探傷器の不感帯に対応する領域Rを残して、バルブシート幅方向の断面視で多角形となる形状に鏡面加工し、多角形の各鏡面L2,L3を垂直に各々超音波探傷器51を走査し、超音波探傷器51の検査結果に基づいて肉盛り部19の良否を判定する。
(もっと読む)
パルスレーザ加工装置およびパルスレーザ加工方法
【課題】大型の被加工物表面の安定した微細加工とその高速化が容易にするパルスレーザ加工装置を提供する。
【解決手段】クロック信号を発生する基準クロック発振回路と、クロック信号に同期したパルスレーザビームを出射するレーザ発振器と、クロック信号に同期してパルスレーザビームを1次元方向のみに走査するレーザ・スキャナーと、被加工物を載置可能で1次元方向に直交する方向に移動するステージと、レーザ発振器とレーザ・スキャナーとの間の光路に設けられ、クロック信号に同期してパルスレーザビームの通過と遮断を切り替えるパルスピッカーと、を備えることを特徴とするパルスレーザ加工装置。
(もっと読む)
溶接方法の設計方法、溶接方法及び溶接接合体
【課題】一定の条件を満たす金属ガラス及び結晶金属を選択することにより十分な強度を持つ接合体が得られる溶接方法を提供する。
【解決手段】金属ガラス1と結晶金属2とを接触させた界面又はその界面近傍の前記金属ガラスにエネルギーを加え、前記金属ガラスを加熱して溶融させた溶融層を形成して溶接する溶接方法であって、前記金属ガラスと前記結晶金属とが接合された後の前記溶融層はガラス形成能を有し、前記金属ガラスは、前記金属ガラスの固体を再加熱するときのTTT曲線のノーズ時間が0.2秒以上のガラス形成能を有し、前記金属ガラス及び前記結晶金属は、溶融していない前記結晶金属と溶融した前記金属ガラスとの濡れ率が25%以上となる前記金属ガラスの温度と、前記結晶金属の融点との温度範囲が100K以上である。
(もっと読む)
組立クランクシャフトおよびその製造方法
【課題】強度低下を防止することができ、かつ溶接部位の厳しい品質管理を不要とする組立クランクシャフトおよびその製造方法を提供する。
【解決手段】シャフト本体部110およびカウンタウェイト部102Aを別体で製作する。シャフト本体部110の外周部に一対の突起部121,122を形成する。突起部121,122とカウンタウェイト部102Aとの接合部104は、断面V字形状をなしている。接合部104の底部に空間105を形成することが好適である。カウンタウェイト部102Aとウェブ部102Bとの接合部104にレーザビームBを照射してレーザ溶接を行う。溶接前に接合部104を350〜400℃で予熱することが好適である。溶接では、ファイバレーザを用いることが好適である。
(もっと読む)
長疲労寿命化を達成するレーザー・アークハイブリッド溶接方法
【課題】 溶接速度100cm/min以上でレーザーアークハイブリッド溶接をする場合において、溶接継手の疲労寿命を2倍以上向上させることのできる、レーザーアークハイブリッド溶接方法を提供する。
【解決手段】 6mm〜12mm厚の溶接構造用圧延鋼材のうち、鋼材Si量が質量%で0.25%以上含有し、ソリッドワイヤのSi量が{Si(鋼板)+0.1×Si(ワイヤ)}≧0.32になるようなソリッドワイヤを用いてレーザーアークハイブリッド溶接を行うことを特徴とする。
(もっと読む)
電子ハウジング用の導体グリッドおよび製造方法
本発明により、電子ハウジング用の導体グリッドおよびかかる導体グリッドの製造方法が提供される。本発明によれば、導体グリッドは結合縁部(150)に沿って溶接された2つの金属ストリップ(130、110、140)から作製されるが、2つの金属ストリップのうちいずれか一方のみがワイヤ・ボンディングに適した表面を有すればよい。このようにして、従来から用いられてきためっきされた出発原料の使用量を大幅に低減することができる。  (もっと読む)
(もっと読む)
硬質材料をコーティングされた固体表面をレーザにより構造化する方法と装置
ta‐Cコーティングが施された固体表面9,10の少なくとも1区域を構造化する方法において、光学システムの均一スポットでマスク18を使用して、マスク投影技術によりビームが付形され、次いで画像化レンズの前方でダイアフラム6が使用される。ナノ秒範囲のパルス持続時間を有するエキシマレーザ1によって構造が作製され、多くのマスクとダイアフラムの組み合わせ18,6が交換装置28内に配置され、該交換装置が、マスク18の1つとダイアフラム6の1つを互いに独立的にレーザの光路内へ配置するようにされており、マスク18とダイアフラム6とは、ホールダ内に保持される一方、直線転位または回転転位が可能であり、それら自体を中心として回転可能である。本方法により、極めて複雑かつ極めて不正防止性の高い認証形状特徴の製作および/または見た目に魅力的な光回折効果を有する色彩パターンの製作が合理的に可能になる。このような特徴を有する装置が定義される。  (もっと読む)
(もっと読む)
硬質材料をコーティングした物体の表面をレーザーによって構造化する方法及び装置
第1のレーザー(1)、好ましくはパルス幅がナノ秒範囲のエキシマレーザーによって、ta−Cコーティングを設けた物体表面(9,10)の少なくとも1つの領域を構造化する方法において、第1の構造が生成され、その上に、パルス幅がピコ秒又はフェムト秒の範囲の第2のレーザー(15)によって第2の波紋状の構造が重畳される。好ましくは、エキシマレーザーによる構造化は、マスク投影技術、及び集束技術によるピコ秒又はフェムト秒レーザー(15)による構造化によって実行される。この方法によって、極めて複雑で、偽造耐性が極めて高い認証機能、及び/又は美観上魅力的で、光回折効果があるカラーパターンを合理的に製造することが可能になる。 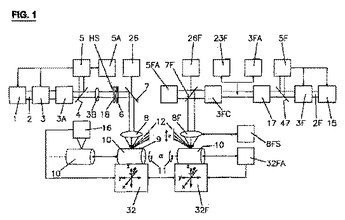 (もっと読む)
(もっと読む)
レーザー使用による材料除去中の熱効果の最小化方法
レーザーを使用するシート材料を切断する方法であって、レーザーの第1の工具経路を用いる第1の複数のルーティングを実行し、第1の工具経路を用いる第1の複数のルーティングが実行された後に、レーザーの第2の工具経路を用いる少なくとも1つの第2のルーティングを実行する。ここで、第2の工具経路は、第1の複数のルーティングを実行した結果としてレーザーにより形成された切り溝から横切る。z軸高さシフトは、横シフトと同時に組み込める。工具経路をシフトすることで、レーザー処理中に発生するプラズマの影響は、レーザーと材料の結合を最適化することにより最小化され、結果は、材料のより少ない変色および/又は燃焼となる。 (もっと読む)
短レーザパルスのテイラードバーストによるレーザマイクロマシニング
ターゲット構造のマイクロマシニングのために、一連のレーザパルスバンドル又はバーストを使用する。各バーストは、時間的パルス幅が約1ナノ秒未満である短レーザパルスを含む。レーザマイクロマシニング方法は、レーザパルスのバーストを生成するステップと、ターゲット箇所を加工するためにレーザパルスのバーストのエンベロープを調整するステップとを有する。この方法は、ターゲット箇所における第1の特徴形状の加工特性に基づいて、バースト内の1つ以上の第1のレーザパルスを第1の振幅に選択的に調整すること、及びターゲット箇所における第2の特徴形状の加工特性に基づいて、バースト内の1つ以上の第2のレーザパルスを第2の振幅に選択的に調整することによって、バーストのエンベロープを調整するステップを含む。この方法は、更に、レーザパルスの振幅が調整されたバーストをターゲット箇所に方向付けるステップを有する。 (もっと読む)
341 - 360 / 898
[ Back to top ]