
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
261 - 280 / 898
バンドを互いにそれらの縦縁に沿って接合するように案内するための装置及び方法

本発明は、バンド(5、6)を互いにそれらの縦縁(7、8)に沿って接合するように案内するための装置及び方法に関する。互いに間隔を空けて実質的に平行に進むバンドを偏向ローラ(1、2、3、4)を介して接合位置に案内する。比較的厚いバンド及び/又は高強度品質のバンドを接合するときにもプロセス中に1つのバンドが塑性変形することなく、くさび形接合角(開口角)を作り出すために、本発明の装置は、接合位置のより近くにある偏向ローラ(3、4)が、バンドの接合すべき縦縁(7、8)の方向に先細である円錐ローラとして構成され、この円錐ローラ(3、4)のバンドの進行方向の上流に配置された偏向ローラ(1、2)が、同様に円錐ローラとして又は円柱状の外側面を有する偏向ローラとして構成され、かつ最後に述べた偏向ローラ(1、2)が、バンド(5、6)の他方の縦縁(10、11)の方向に先細であるか、又は円柱状の外側面を有する偏向ローラの回転軸が、バンドの接合すべき縦縁(7、8)の反対の縁側で、バンドの進行方向の下流に配置された円錐ローラ(3、4)の回転軸に空間的に接近していることを条件とする。 (もっと読む)
アルミニウム合金板と樹脂部材とのレーザー接合方法
【課題】アルミニウム合金部材としてその表面形状を複雑化したものを用いてレーザー接合することにより、樹脂部材との接合強度を高めた複合体を得る。
【解決手段】被接合アルミニウム合金板にエッチング処理を施して表面に凹凸を形成した後、当該アルミニウム合金板の一方の面と樹脂部材とを重ね合わせ、その後に、前記アルミニウム合金板の他方の面にレーザー光を照射させてアルミニウム合金板に接している樹脂部材を軟化させて当該樹脂で前記凹凸を充填する。
エッチング処理の前にブラスト処理を施してもよい。
(もっと読む)
部分透明化金属薄膜を有する加飾された物品

【課題】加飾層として、絵柄部分と絵柄背景部分の間に明確な段差が形成されていない金属薄膜を有する加飾された物品を提供すること、及びそのような加飾された物品を簡便な操作によって製造する方法を提供すること。
【解決手段】被加飾物に固定された加飾層を有してなる加飾された物品であって、該加飾層は金属薄膜を有し、該金属薄膜は絵柄背景又は絵柄として透明化部分を有している、加飾された物品。
(もっと読む)
薄板の溶接部及び薄板のレーザー溶接方法
【課題】特殊鋼からなる薄板の連続冷間圧延において、冷間圧延による破断が発生しない溶接部、並びにそれを実現するためのレーザー溶接方法を提供する。
【解決手段】溶接部11の冷間圧延によって母材10の上面側に延び出た溶接金属からなる上側延出部12の下側に存在する母材10の最小厚みをL1とし、溶接部11の冷間圧延によって母材10の下面側に延び出た溶接金属からなる下側延出部13と上側延出部12に挟まれた母材10の最小厚みをL2とすると、L1及びL2の少なくともいずれかがゼロより大きくなるような溶接部11とする。
(もっと読む)
亜鉛めっき鋼板のレーザ重ね溶接方法
【課題】亜鉛蒸気による溶接欠陥を回避するための付加的工程を必要とせず、亜鉛めっき鋼板を密着させた状態での高速かつ高品質の溶接接合を可能にする亜鉛めっき鋼板のレーザ重ね溶接方法を提供する。
【解決手段】亜鉛めっき鋼板のレーザ重ね溶接方法において、レーザのパワーPが7(kW)以上、照射スポット径φが0.4(mm)以上にて、亜鉛めっき鋼板の板厚t(mm)とした場合のレーザの単位時間・体積当たりのパワーP/φtvが、0.07〜0.11(kW・sec/mm3)となるような走行速度v(mm/sec)でレーザを走行させつつ照射することにより、レーザ照射位置から後方に延びる溶融池内で、少なくとも前記表面側の鋼板に細長い穴を生じさせ、レーザ照射で発生した金属蒸気を前記細長い穴から排出させつつ溶接する。
(もっと読む)
超合金製品を処理する方法及び関連する補修プロセス
【課題】超合金製品を処理する方法及び関連する補修プロセスを提供すること。
【解決手段】接着金属酸化物材料を表面31上に含有する少なくとも1つのキャビティ33を含む超合金基材32を処理する方法が記載される。接着金属酸化物材料の実質的に全てを除去するのに十分な時間期間の間、キャビティ表面に短パルス高繰り返し率のレーザビーム46が配向される。レーザビーム46は、約10メガワット/cm2〜約10ギガワット/cm2の範囲のピークパワー密度により特徴付けられる。別の実施形態において、超合金材料に切り込むことができるレーザ動作条件下で、キャビティを含む基材上の領域に高パワー短パルス高繰り返し率のレーザビームを配向し、基材内にキャビティを囲む境界領域が形成されるようにする。キャビティは、タービンブレード内の亀裂とすることができ、該亀裂は、処理後に溶接又は別の好適な技術によって補修することができる。
(もっと読む)
蒸気配管、蒸気配管を使用した蒸気ボイラ
【課題】蒸気の送気に対して酸化が防止され、低価格で延性の高い蒸気配管、蒸気配管を使用した蒸気ボイラを提供する。
【解決手段】水蒸気を送気する蒸気配管Pであって、18クロムステンレスからなる鋼管の内周面PIには、内面肉盛り溶接法又は金属粉末レーザークラッド法によりインコロイまたはインコネルが溶着されてコーティング層MIが形成される。
(もっと読む)
周期構造の形成方法及び周期構造を有する燃料噴射装置
【課題】撥液性及び生産性に優れた周期構造の形成方法及び当該周期構造を有する燃料噴射装置を提供することにある。
【解決手段】周期構造の形成方法では、金属材料からなる噴孔プレート20の外表面にパルスレーザーを照射及び走査して、微細な複数列の溝からなる周期溝250が外表面において放射状に延びるように形成するものである。
(もっと読む)
レーザ加工方法及び装置
【課題】被加工物に照射するレーザ光と同軸でアシストガスを被加工物に吹き付けることができなくても、レーザ切断によって生じる溶融ガス、ドロス等を除去し、該ドロス等起因のレーザ切断面の品質低下を防止することができるレーザ加工装置及び方法を提供する。
【解決手段】レーザ発振器からのレーザ光をリモートヘッド20で偏向して走査し被加工部材2に照射して加工する際に、前記被加工部材のレーザ光照射面に、前記レーザ光を透過する材料で形成されたレーザ光照射範囲全体を覆う第1の箱体3を配置し、前記被加工部材のレーザ光照射面の裏面に、前記レーザ光照射範囲の裏面に当たる部分全体を覆う第2の箱体4を配置し、前記第1の箱体内が正圧を維持するようにガスを供給するとともに、前記第2の箱体内が前記第1の箱体内より圧力が低い状態を維持するように減圧しながら、レーザ光を被加工部材に照射して加工する。
(もっと読む)
金属箔と金属板との接合方法
【課題】集電体がさらに薄くなっても、集電体になる金属箔と集電板になる金属板との溶接において、溶接不良が少なく安定した溶接結果が得られる接合方法を提供する。
【解決手段】(工程1)金属箔111の端部111aが絶縁膜112の端部112aよりも外側に位置するように、金属箔111と絶縁膜112とを交互に積層して、各金属箔111の端部111aが全ての絶縁膜112の端部112aのいずれよりも外側に位置する積層構造物110を作製し、(工程2)金属板120が積層構造物110の端部に接触するまで、金属板120を垂直方向に移動させ、金属板120が積層構造物110の端部に接触した状態で、金属板120を積層方向にずらしながら、金属板120を積層構造物110に押し付け、(工程3)金属箔111の端部111aが積層方向に揃って曲がった状態で、金属箔111の端部111aと金属板120とを溶接する。
(もっと読む)
鋼板のレーザ溶接方法
【課題】鋼板間の自生溶接によって溶接品質を高め、溶接部の接合強度もさらに向上させることのできる鋼板のレーザ溶接方法を提供する。
【解決手段】複数の鋼板を相互レーザ溶接する際に、溶接部に対して低入熱のレーザビームを一定ピッチのジグザグ状の溶接パターンに重畳させ、一定速度で溶接する。
(もっと読む)
板金加工方法
【課題】金属板に波形部と位置決め用の複数の孔とを高い精度で加工成形できるとともに、後工程の加工も精度良く実行することができる板金加工方法を供する。
【解決手段】共通のプレス金型により金属板2にプレス曲げ加工による波形状の波形部wを成形すると同時に、プレス打ち抜き加工による位置決め用の複数の孔p,qを穿孔し、波形部wに対して所定距離離れて平行に複数の孔p,qを配列した成形金属板2を加工形成する板金加工方法。
(もっと読む)
溶接方法および溶接装置
二つのエッジ部分(54a,54b)間に溶接シーム(52)を形成する溶接装置及び溶接法であり、前記エッジ部分(54a,54b)は、根本部分(58)及び傾斜部分(60)を有するY接合部を形成し、前記根本部分(58)は、ハイブリッドレーザー・アーク溶接ヘッド(2)によってプラズマ及び溶融金属の単一の相互作用域(24)にレーザービーム(10)及びアーク(22)をあてることを含むハイブリッドレーザー・アーク溶接法で溶接される。ハイブリッドレーザー・アーク溶接ヘッド(2)及びサブマージアーク溶接ヘッド(4)は、Y接合部を溶接するために、共通のキャリア機構(46,50)に配置される。 (もっと読む)
レーザ切断装置
【課題】固体レーザやファイバレーザによる被切断材の切断可能厚さを向上させることができ且つ該被切断材を二次元的に切断することができるレーザ切断装置を提供する。
【解決手段】レール31に沿って走行可能に構成された走行台車32と、走行台車の走行方向とは直交する方向に横行可能に構成された横行台車33と、前記横行台車に搭載されたレーザ発振器11とノズル3を有するレーザトーチ12と、レーザ発振器からレーザトーチのノズルの間に構成された光学系と、レーザトーチ12に接続された酸素ガス供給系、を有し、レーザ発振器から出射されたレーザビームを光学系を介してリング状のビームに形成してレーザトーチのノズルから被切断材4に向けて照射すると共に酸素ガス2をノズルから被切断材に向けて噴射することで被切断材を切断する。レーザトーチ12に反射光の漏洩を防ぐカバー36を設ける。
(もっと読む)
突合せ接合された閉断面中空構造体
車両の構造部材は、従来の二枚貝様構成を用いるが先行技術である重畳接合部が除去された閉断面中空体から提供される。これは、自動車産業からの要請による高容量への適用に実績がある。板金プレス成形は、構造部品を製造する最も費用対効果の高い方法である。本開示は、二枚貝様閉断面中空体における重畳又はフランジ型接続部に関する不必要な材料を廃止することで重量とコストを低下させる。 (もっと読む)
金属メッキ板のレーザー溶接方法
【課題】金属メッキ板の間に微小な隙間を形成するための特別な機構を不要とし、溶接品質を確保したレーザー溶接方法を提供する。
【解決手段】集光レンズ16を通してレーザー光18を射出し、集光レンズ16の焦点位置Pにレーザー光18を集光させるレーザーヘッド13を準備する。亜鉛メッキ鋼板11,12を隙間なく密着して重ね合わせる。そして、レーザーヘッド13により、重ね合わせ部分の亜鉛メッキ鋼板12の表面にレーザー光18を照射することによりレーザー照射領域19の鋼板部分を溶融して溶接接合を形成する。この時、レーザー光18の照射領域19が、溶接接合部に亜鉛ガスの噴出による溶接欠陥が発生しない大きさになるように、レーザー光18の焦点位置Pを亜鉛メッキ鋼板12の表面から上方にずらす。
(もっと読む)
低鉄損高磁束密度の方向性電気鋼板
本発明は、表面に線状溝が多数形成されて磁区微細化処理された方向性電気鋼板において、鋼板の表面から底部に至る溝深さをHとし、鋼板の表面からの深さが溝深さの4/5以上である底面の水平長さをWとするとき、前記溝深さと前記底面の水平長さは0.1≦2H/W≦2の関係を満足する、低鉄損高磁束密度の方向性電気鋼板を提供する。これにより、方向性電気鋼板の鉄損を磁区微細化によって10〜20%改善するとともに、応力除去焼鈍の後にも磁束密度が劣化しなくなり、極めて優れた磁気的特性を有する方向性電気鋼板の製造が可能である 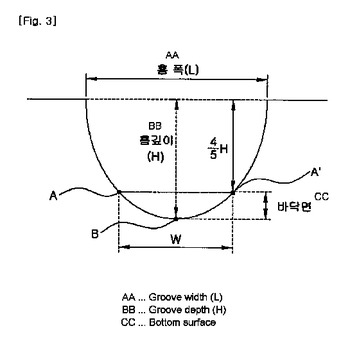 (もっと読む)
(もっと読む)
レーザフォーミング加工方法およびレーザフォーミング加工装置
【課題】ワークに対するレーザ光の一度の走査による曲げ角度をより大きくできるようにする。
【解決手段】レーザ光発振器5から発振されたレーザ光3をミラー7で反射させた後、シリンドリカルレンズ9を通してワークWに照射する。レーザ光3は、シリンドリカルレンズ9を通過することで一方向に長いラインレーザ光3aとなり、このラインレーザ光3aをワークWの曲げ線11に沿って移動(走査)させることで、ワークWに対して曲げ加工を施す。
(もっと読む)
ガスタービン動翼の補修方法およびガスタービン動翼
【課題】き裂を除去した除去部を肉盛により補修する際の、熱ひずみによる影響を抑制して、補修部における欠陥の発生を防止することができるガスタービン動翼の補修方法およびガスタービン動翼を提供する。
【解決手段】ガスタービン動翼の補修方法は、ガスタービン動翼10のプラットフォーム11の側面11aに発生したき裂12を、プラットフォーム11の厚さ方向に断面形状が円弧状の溝13を形成することで除去するき裂除去工程S100と、プラットフォーム11の厚さ方向に走査しながら、肉盛材料14を多層に肉盛して溝13を埋める肉盛工程S101と、肉盛材料14によって肉盛された肉盛部15の寸法を当初の寸法に戻す成形工程S102と、当初の寸法に戻されたプラットフォーム11を熱処理する熱処理工程S103とを具備する。
(もっと読む)
レーザ・アークハイブリッド溶接方法
【課題】ステンレス鋼の溶接継手において、従来よりも高強度、高靱性を備えた継手を得ることができるレーザ・アークハイブリッド溶接方法の提供。
【解決手段】ステンレス鋼の溶接部位において、レーザヘッド2から照射されるレーザLとアーク溶接トーチ3から放電されるアークAとを重畳してレーザLによるプルームとアークAとを相互作用させると共に、上記溶接部位を含む溶接ガス雰囲気を、上記プルーム以外のガス体積比でN2を30体積%より多く含有する雰囲気に調節する。
(もっと読む)
261 - 280 / 898
[ Back to top ]