
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
221 - 240 / 898
レーザ・アーク複合溶接方法、及び突き合わせ溶接用金属板の開先
【課題】金属板の開先同士を突き合せて当該金属板を溶接した際に、溶接部から玉状に溶融金属が垂れ落ちることを防止する。
【解決手段】突き合わせる一方の開先の、1パスで溶接を行う領域に、突出部92a、92bと窪み部91とを、それぞれ当該開先の長手方向に沿って連続的に形成する。そして、突出部92a、92bと窪み部91とが形成されている開先については、突出部92a、92bの先端面のみが、突き合わせの相手となる開先と当接するように金属板15を配置する。そして、窪み部91により形成された開先の間の隙間の中央の領域を含む面95と、突出部92及び窪み部91が形成されている領域の、レーザ光16が照射される側の端部との交線96上の位置を、レーザ光16とワイヤ17の狙い位置としてレーザアークハイブリッド溶接を行う。
(もっと読む)
レーザ・アークろう付け方法

【課題】 ろう材にフラックスが含まれていなくても、表面領域の材料が異なる2種の金属板を良好にろう付けできるようにする。
【解決手段】 2種の異なる金属板105、106の表面領域の材料を洗浄又は蒸発させるのに必要な出力を有するレーザ光107、108を、金属板105、106のそれぞれに個別に照射する。そして、レーザ光107、108よりも、ろう付け進行方向Aの後方側の領域において、フラックスレスのろう材109を、ろう付け進行方向Aに移動させながら、レーザ光107、108が照射された後の接合予定箇所の方向に送給し、ろう材109と、接合予定箇所との間の不活性雰囲気中にアークを発生させ、ろう材109を溶融し、金属板105、106をろう付けする。
(もっと読む)
レーザ加工機および保持装置
【課題】加工精度を向上できるレーザ加工機および保持装置を提供すること。
【解決手段】レーザ加工機1の保持装置10は、薄板Wが載上される受部材32と、受部材32の載上面32aの後端側に立設される壁部32bと、載上面32aと段差状に形成される上段部32cに配設される付勢部材35と、付勢部材35により上向きに付勢されつつ載上面32aと対向する長尺の押圧面33aを有する押え部材33とを備えているので、締付具34を用いて押え部材33と受部材32との間で、薄板Wに歪みが生じることなく挟持でき、薄板Wの弾性変形量にばらつきが生じることを防ぎ加工精度を向上できる。さらに、第1挟持部20及び第2挟持部30の壁部間の距離は、薄板Wの寸法公差の最大値よりも大きく設定されているので、薄板Wが壁部32bに突き当たることを防止でき、薄板Wに十分な張力を付与することができる。よって、加工精度を向上できる。
(もっと読む)
レーザろう付け方法
【課題】 ろう材にレーザ光を照射してろう材を溶融させて金属板をろう付けした際に形成されるろう付け部を良好にする。
【解決手段】 金属板104、105のろう付け予定箇所に対して照射されているレーザ光106の光路上に対して、ろう付け進行方向Aの前方側から、ろう材107を挿入する工程と、ろう材107の先端からろう材107の溶滴107bがろう付け予定箇所に移行した後、ろう材107をレーザ光106の光路外へ引き戻す工程と、を一定の周期で交互に行う。
(もっと読む)
ピアシング方法及びピアシング装置
【課題】 本発明は、ピアシング時に発生するスラグを処理すると共に連続的に切断を開始するための新たな提案を行うものであり、ガス切断法、プラズマ切断法及びレーザ切断法のいずれにも共通して適用し得るピアシング方法及びピアシング装置を提供する。
【解決手段】 切断トーチ16の加工中心線と一致した軸線3を有し、該軸線3を中心として設定された円周上で且つ該軸線3を通る複数の直線4上にピアシング時に発生するスラグ25を吹き飛ばすためのスラグ排除ガスを噴射する噴射口2を形成し、該切断トーチ16に装着したノズルAによって被切断材Dに対するピアシングを実施する際に噴射口2からピアシング部の周囲にスラグ排除ガスを噴射し、ピアシング後で切断を開始する前にスラグ排除ガスを停止するか、或いはピアシング時のスラグ排除ガスの流量或いは圧力よりも該スラグ排除ガスの流量或いは圧力を低減して発生したスラグ25を排除することを特徴とする。
(もっと読む)
肉盛溶接方法およびレーザ肉盛溶接装置
【課題】単結晶および一方向凝固結晶の母材に積層部を形成する溶接方法において、肉盛溶接部の結晶方位を母材と同一方向になるように積層させる。
【解決手段】単結晶又は一方向凝固結晶の母材に積層部を形成する溶接方法において、前記母材の施工面より幾らか下部を強制的に冷却し、最大温度勾配が母材結晶の優先成長方向に沿った方向になるようにあらかじめ前記母材に温度勾配を付与しながら、母材結晶の優先成長方向の延長線上から肉盛する。
(もっと読む)
レーザ切断方法、レーザ切断用ノズル及びレーザ切断装置
【課題】被加工材をレーザ切断する場合に、切断面への切断傷の発生を抑制することで、切断後の表面粗度を小さくすることが可能なレーザ切断方法、レーザ切断用ノズル及びレーザ切断装置を提供すること。
【解決手段】ノズル本体11に形成されたノズル孔12を通じて、前記ノズル孔12の開口部からレーザ光を照射するとともに前記レーザ光を囲繞するアシストガスを噴出するように構成されたレーザ切断用ノズル10であって、前記ノズル孔12には、それぞれ同軸円筒状とされた第1の制御流路12A、第2の制御流路12B、第3の制御流路12Cが前記アシストガスの流通方向上流から下流に向かって順に形成され、それぞれの直径を、第1の制御流路:φA、第2の制御流路:φB、第3の制御流路:φCとした場合に、
φA < φC < φB であることを特徴とする。
(もっと読む)
溶接金属部の靭性に優れた鋼材のレーザ溶接継手およびレーザ溶接方法。
【課題】ラインパイプ等の溶接構造物に用いて好適な、引張強度が780MPa以上の鋼材で、溶接金属部靭性に優れるレーザ溶接継手およびレーザ溶接方法を提供する。
【解決手段】溶接金属は、mass%で、C:0.14%以下、O:0.02%以下を含み、かつCeqが0.35〜0.65%を満足する成分組成と、アスペクト比で4以上の針状のM−A組織(島状マルテンサイト)が面積率で5%以下である、ベイナイトあるいはベイナイトとマルテンサイトの混合組織からなるミクロ組織を有するレーザ溶接継手。Ceq=C+Mn/6+Si/24+Ni/40+Cr/5+Mo/4+V/14、ここで、Ceq:炭素当量(mass%)、C、Mn、Si、Ni、Cr、Mo、V:各合金元素の含有量(mass%)。シールドガスとして酸素供給ガスが体積比率で10%以下の不活性ガスを用いる。
(もっと読む)
バンプ形成方法およびその装置
【解決手段】 レーザ光Lを対象物に照射して、該対象物の一部を溶融させてバンプ4を形成するバンプ形成方法に関し、上記対象物が銅である場合には、上記レーザ光Lを、0.1〜10msecのパルス幅でパルス照射して、1パルスあたりのエネルギー密度を20〜50J/mm2とする。
1回目のレーザ光Lの照射によって形成された溶融部分に、さらにレーザ光Lが照射されると、衝撃により溶融部分の中央がへこんで表面波振動が誘起され、その後溶融部分の外縁で反転した表面波が中央で衝突して上方に向けて隆起し、バンプ4として凝固する。
【効果】 バンプ4を高く形成することが可能である。
(もっと読む)
レーザ穿孔方法
【課題】レーザ光によって溶融した溶融金属による形成しようとする細長い微細径の貫通孔の閉塞を解消できるレーザ穿孔方法を提供する。
【解決手段】金属部材(鋳造用金型30)の上方からレーザ光Sを照射して貫通孔(ガス抜き孔47)を形成するレーザ穿孔方法であって、予め、レーザ光Sが金属部材を通過して射出されるレーザ射出側(キャビティ面38)を隔房99によって密閉し該隔房内にガスGを供給し、その圧力を金属部材のレーザ入射側の圧力より高くするレーザ射出側加圧工程と、レーザ入射側にレーザ光Sを照射するレーザ光照射工程と、照射されたレーザ光が貫通孔を形成して金属部材から射出されるときレーザ射出側に形成されるレーザ射出側開口部(キャビティ面開口部77)を通って貫通孔にガスを吹き込むガス流生成工程と、を含み、照射されたレーザ光によって溶融された金属部材の溶融金属Mがレーザ射出側開口部を閉塞することを防止する。
(もっと読む)
方向性電磁鋼板の切断装置および切断方法
【課題】磁区細分化処理が施されていない方向性電磁鋼板を変圧器等の鉄心材に切断する際に、効率的に磁区細分化処理を施すことができる切断装置とその切断方法を提案する。
【解決手段】方向性電磁鋼板を所定の形状・寸法に切断する切断装置において、切断前あるいは切断後の方向性電磁鋼板に対して圧延方向と45〜90°をなす方向に線状の歪を前記方向性電磁鋼板の全面に付与する磁区細分化処理機構を付設してなることを特徴とする方向性電磁鋼板の切断装置。
(もっと読む)
溶接ユニットおよび少なくとも2つの別個の溶接プロセスを組合せた溶接方法
【課題】熱またはエネルギの入力が、できる限り互いに独立して調整可能であるようにした、溶接ユニットおよび溶接方法を提供する。
【解決手段】溶接装置1には、少なくとも1つの制御装置と、溶接電源2と、任意であるワイヤ供給ユニットとが配置される。溶接トーチユニット29は、少なくとも2つの独立した別々の溶接プロセスを実行するように、少なくとも2つの別個の溶接バーナー10,35を備える。こうした溶接ユニット27および溶接方法は、ワークピース16への追加の材料および、熱またはエネルギ供給の導入量が可能な限り互いに独立に調整可能であり、第1溶接バーナー10は、ある溶接プロセスを実行するように構成され、少なくとも第2溶接バーナーは、溶接ロッド32の前後移動を伴う冷間金属トランスファー溶接プロセスを実行するように構成され、少なくとも2つの溶接バーナー10,35を用いて実行される溶接プロセスは同期している。
(もっと読む)
積層基板の溝加工方法
【課題】薄膜太陽電池等の積層基板の金属膜に溝を形成する際に、容易にかつ精度よく溝加工が行えるようにする。
【解決手段】この溝加工方法は、集積型薄膜太陽電池等の積層基板に形成された金属薄膜の一部を除去して溝を形成するための溝加工方法であって、以下の工程を含んでいる。
(a)金属薄膜の溝予定ラインに沿ってレーザ光を照射し、金属薄膜を溶融させることなく溝加工予定ラインに沿って熱応力を与えるレーザ光照射工程。
(b)レーザ光が照射された溝予定ラインに沿ってメカニカル工具によって金属薄膜を除去し、溝を形成するメカニカルスクライブ工程。
(もっと読む)
電池極片に対してレーザー切断を行う制御方法およびシステム
レーザ加工装置およびレーザ加工方法
【課題】 アシストガスや液体を用いずにレーザ加工に対する加工除去物の影響を抑制し、加工効率を向上させることができるレーザ加工装置およびレーザ加工方法を提供すること。
【解決手段】 加工対象物Wにレーザ光を照射して加工する装置であって、第1のレーザ光L1を加工対象物Wが加工可能なレーザ光強度に集光して加工対象物Wの加工面に照射する第1のレーザ光照射機構2と、第2のレーザ光L2を加工対象物Wが加工されないレーザ光強度に集光して第1のレーザ光L1と同時に該第1のレーザ光L1による加工点の周囲に照射する第2のレーザ光照射機構3と、を備えている。
(もっと読む)
欠陥修正装置および方法
【課題】樹脂基板の面上に形成されたパターンの欠陥を樹脂基板にダメージを与えることなく、レーザ光照射により高品位に修正する。
【解決手段】欠陥修正装置201は、フェトム秒単位のパルス幅を有したレーザ光を出射するレーザ32と、レーザ光の光軸(Z軸)が直交する面を有するフィルム基板26の面の上に形成されたパターンの欠陥部を修正する修正部と、を備える。修正部は、欠陥部の表面と光軸とが直交するようにレーザ光を欠陥部に照射する。このとき、レーザ光の照射位置を、表面において光軸と直交するY軸が延びる方向と当該光軸およびY軸のそれぞれと直交するX軸が延びる方向とに可変としながら、且つ当該照射位置を光軸に沿って欠陥部の表面からフィルム基板26の面に至るまで複数回に分けて可変としながら、レーザ光を照射する。
(もっと読む)
基材切断用材料搬送システム、及び材料搬送システムにおいて基材を切断する方法
【課題】レーザー放射線による損傷に対して抵抗性のある搬送ベルトを含む材料搬送システムを提供することである。
【解決手段】材料搬送システムは、少なくとも第1のロールと第2のロールとに張架された搬送ベルト102と、少なくとも1つのレーザー切断システム400とを含む。搬送ベルト102は、少なくとも第1の層と第2の層とを含み、第1の層は内側表面を有し、第2の層は外側表面108を有し、第2の層は、銅、銅ベースの合金、アルミニウム、アルミニウムベースの合金及びニッケルからなる群から選択される材料を含む。レーザー切断システム400は、搬送ベルト102の外側表面に指向させて、レーザー放射線を放出して、外側表面108に支持された少なくとも1つの基材414を切断するように動作可能なレーザーを含む。基材414の切断中、搬送ベルト102の第2の層が溶解に対して抵抗性がある。
(もっと読む)
レーザー・アーク複合溶接方法及び該溶接方法による溶接部材の製造方法
【課題】溶接速度を20m/分程度まで向上しつつ、良好なビード形状が得られ、且つブローホールなどの溶接欠陥を抑制できる溶接方法、および該溶接方法を用いた溶接部材を製造する方法を提供する。
【解決手段】ステンレス鋼、チタン、又はチタン合金の平板または管状に成形された帯状板の両端部を突合せ溶接する溶接方法であって、突合せ部の溶接では、レーザー溶接を先行させ、TIGアーク溶接を後行させてレーザー光照射とアーク放電を同一溶接線上に配置させながら溶接することを特徴とするレーザー・アーク複合溶接方法である。
(もっと読む)
鋼板等の切断方法および切断装置
【課題】鋼板等を切断加工する場合、切断加工時の熱ひずみや残留応力等により被切断材が移動し、寸法形状が指示と異なる場合が発生するという問題があった。
【解決手段】問題点を解決するため、
被切断材の切断進行に伴い、上部から被切断材を拘束することにより被切断材の移動を抑制することを特徴とする切断加工方法、
被切断材の切断進行に伴い、上部から被切断材を拘束することにより被切断材の移動を抑制することを特徴とする切断加工装置、
前述の切断加工において、マグネットまたは吸盤を用い被切断材を拘束することを特徴とする切断加工方法、
前述の切断加工において、マグネットまたは吸盤を用い被切断材を拘束することを特徴とする切断加工装置、
前述の切断加工において、移動可能な押さえジグを用い上部から圧力を付与することにより被切断材を拘束することを特徴とする切断加工方法、
前述の切断加工において、移動可能な押さえジグを用い上部から圧力を付与することにより被切断材を拘束することを特徴とする切断加工装置、
を 提供することを手段とする。
(もっと読む)
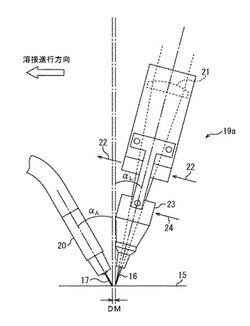
レーザ切断装置およびレーザ切断方法
【課題】厚い被加工物の切断に適したレーザ切断装置を提供する。
【解決手段】レーザビームを通す切断用ノズル20を備え、切断用ノズル20は、レーザビームによって溶融した溶融物を吹き飛ばすためのアシストガスを噴射するアシストガスノズル21、22と、アシストガスを保護するためのシールドガスを噴射するシールドガスノズル23とを有し、アシストガスノズル21、22は、内側ノズル21と外側ノズル22とからなる二重ノズル構造を有し、内側ノズル21は、レーザビームを通すとともに酸素含有ガスを噴射し、外側ノズル22は、内側ノズル21と同軸的に配置され、酸素含有ガスよりも流量が高く且つ酸素濃度が低い高流量ガスを噴射し、酸素含有ガスと高流量ガスとによってアシストガスが形成される。
(もっと読む)
221 - 240 / 898
[ Back to top ]