
Fターム[4E068DB01]の内容
Fターム[4E068DB01]の下位に属するFターム
Fターム[4E068DB01]に分類される特許
281 - 300 / 898
レーザ溶接によって結合されたニオブ部品を備えるニオブベース超伝導無線周波(SCRF)キャビティおよびその製造方法並びに製造装置
ニオブ又はその合金をベースとする超伝導無線周波(SCRF)キャビティ(DB)は、最小のHAZ、最小の歪み及び収縮と共に厚さの半分を超えて完全な深さまでの溶け込みを達成するためキャビティの壁の内側の面から溶接されたSCRFキャビティの中に少なくとも1つのレーザビーム溶接部品を含む。方法は、改善された溶接品質及び実質的に溶接欠陥のない表面仕上げを保証する。更に、ニオブ又はその合金をベースとする超伝導無線周波(SCRF)キャビティのレーザ溶接を容易にするように適応された溶接ノズルシステム(NA1NB)及び溶接リグ(CF)が開示される。本発明は、生産性を向上し、一貫した品質及び信頼性を保証し、最小のHAZと共に溶接の溶け込みを向上し、可能な低減コストで溶接継ぎ目の仕上げを滑らかにすることに向けられる。 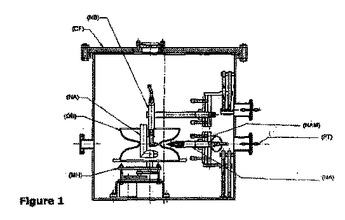 (もっと読む)
(もっと読む)
食器洗浄機の板部接合構造及び食器洗浄機の板組構造の製造方法

【課題】シール材を用いずとも隙間腐食を防止することができると共に、低コストで行うことができ且つ製造効率に優れる食器洗浄機の板部接合構造を提供する。
【解決手段】ケーシング3の一方の側板311等の一方の板部と、ケーシング3の上板32等の他方の板部とを備え、一方の板部における外縁部の端面の一部に、他方の板部における外縁部の内側側面が当接され、レーザー溶接により他方の板部における外縁部を外側側面側から溶かし込んで、他方の板部における外縁部と一方の板部における外縁部とが溶着される食器洗浄機の板部接合構造であり、前記溶着箇所の内側部分には溶着の溶融による溶接ビード35が形成されるようにすると好適である。
(もっと読む)
方向性凝固された材料の単結晶溶接
本発明は、レーザー溶接、供給、レーザー出力、ビーム直径、および粉末質量流量についてのプロセスパラメーターの、的を絞った選択であって、レーザー応用溶接中の単結晶成長の実質的な決め手となる温度勾配を、意図的に設定することができる選択に関する。 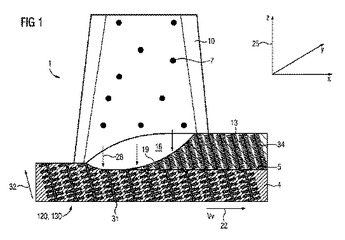 (もっと読む)
(もっと読む)
金属材の溶接方法

【課題】工程を複雑化させることなく熱歪みを抑制することができる金属材の溶接方法を提供する。
【解決手段】この金属材の溶接方法では、外板1と骨部材2との重ね合わせ部分の全長に渡って耐熱性の両面接着テープ部材31を介在させることにより、外板1と骨部材2との仮固定を行っている。したがって、溶接によって仮固定を行う場合とは異なり、仮固定による欠陥の潜在を防止でき、本溶接後に仮溶接部を除去する工程も不要となるので、工程の複雑化を回避できる。また、両面接着テープ部材31による仮固定では、外板1及び骨部材2の熱歪みが生じないことから、本溶接によって形成された接合体の美観が低下するという問題も解消される。
(もっと読む)
ステンレススチール接合方法
本発明は、ステンレススチール接合方法に関し、より詳しくは、溶接ビードが狭くて深く、熱応力疲労強度の低下がなく、製品の変形を防げるステンレススチール接合方法に関する。本発明のステンレススチール接合方法は、二つのステンレススチールの接合面の間に薄い溶加材を挿入して配置する第1ステップと、非接触式レーザ溶接機が前記接合面にレーザビームを照射して、溶接を行う第2ステップと、ブレージング炉で溶融した溶加材が前記接合面の間を充填してブレージングを行う第3ステップと、前記接合面の間に充填された溶加材が冷却される第4ステップとを含めてなることを特徴とする。本発明に係るステンレススチール接合方法によれば、ステンレス材質の母材の間に薄い溶加材を挿入して接合部位に非接触式レーザ溶接をすることで溶接ビードが狭くて深く形成され、熱応力疲労強度の低下がなく、製品の変形を防げる効果がある。
 (もっと読む)
(もっと読む)
レーザ加工装置、レーザ加工方法、板金部材
【課題】 板材から所定の輪郭形状を備える製品を切り出す際、製品の輪郭となる切断面の複数個所を切断せずに残して板材と製品を「ミクロジョイント」で繋いでいる。ミクロジョイントを切断して製品と板材を分離すると、「ジョイントバリ」が残る。
【解決手段】 板状部材3である被加工物に対して、レーザ照射により形成されたレーザ加工軌跡4aにより板状部材3と区分された製品2を、輪郭形状の一部においてレーザ照射を停止することにより形成したジョイントによって板状部材3に保持した板金部材において、レーザ加工軌跡4aを介して板材3に対向する製品2の端面に対して製品2の内側方向に食い込んだ形状の食い込み部にジョイントを形成し、製品2の端面から食い込み部にかけてカーブを形成することとした。
(もっと読む)
レーザ溶接によるH形鋼の製造方法
【課題】2箇所のT字状溶接継手部を形成して溶接H形鋼を製造するに際に、1パスのレーザ溶接により形状精度に優れたH形鋼を生産性よく製造する。
【解決手段】ウェブ材の両端部にフランジ材を押し当てた2箇所のT字状継手部をレーザ溶接して溶接H形鋼を製造する際、2つのレーザヘッドをウェブ材の片面側に配置し、前記溶接H形鋼を形作るウェブ材及びフランジ材の垂直な面に位置する2箇所のT字継手部を互いの支点として、一方のレーザヘッドを溶接方向の上流側に傾斜させ、他方のレーザヘッドを溶接方向の下流側に傾斜させて、さらにフランジ材面に対して互いにウェブ材側に傾斜させて配置し、2つのレーザヘッドで前記2箇所の交差部位を同一線L上で同時にレーザ溶接する。
(もっと読む)
レーザによる回転式切削工具刃の3次元表面成形
レーザ(50)を使用して、点単位の所定の幾何形状を形成するように回転式切削工具(10)の切削端(18)から材料を除去して、回転式切削工具(10)の切刃(20、22)およびこれに隣接する曲面(S)領域を形成する方法が開示される。切削端(18)の表面(S)に垂直な方向の成分(CN)を有する角度(θ)で回転式切削工具(10)の切削端(18)に向かってレーザビーム(L)を出すことにより、比較的複雑な表面および刃形状を形成することができる。レーザビーム(L)は、切削端(18)の表面(S)を複数のパスで横断して出されて材料を除去し、所望の切刃(20、22)およびこれに隣接する3次元曲面形状(S)を形成する。 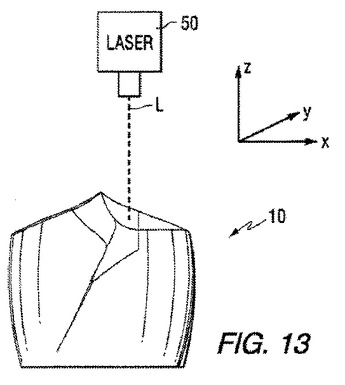 (もっと読む)
(もっと読む)
部品の背面又は周辺部の修正による薄物部品の前面のマイクロ変形方法
薄物部品(2、14)の第1面(16)のマイクロ変形方法であって、前記薄物部品は、前記第1面、前記第1面の反対側の第2面(4、18)、及び前記第1面に接続する周辺部(20)によって区切られており、前記第1面の上の最大測定可能距離(D)が前記第1及び前記第2面の間の距離(E)の約5倍を超え、好ましくは8倍を超え、前記第2面(4、18)又は前記周辺部(20)に局所的な加工が適用され、当該薄物部品に機械的な力を加えることなく、前記第1面(16)に固定される静的マイクロ変形を生じさせることを特徴とする。 (もっと読む)
電子部品のリードの製造方法及び電子部品のリードの製造装置
【課題】溶融したはんだがリード上を行き渡ることが抑制された電子部品のリードを、製造可能な電子部品のリードの製造方法、及び電子部品のリードの製造装置を提供する。
【解決手段】電子部品のリードの製造方法は、第1レーザを電子部品に用いられるリードのNi層23bよりも外側に積層され、Ni層23bよりもはんだ濡れ性の高いAu層23cに照射することにより、第2層から第1層を露出させ、第2レーザを露出した第1層に照射することにより、第2レーザが照射された領域の周辺に凸部を形成する。
(もっと読む)
レーザ加工方法およびレーザ加工装置
【課題】レーザ加工による被加工物の加工形状をより良好にする。
【解決手段】レーザ光を被加工物に照射して、前記被加工物を加工するレーザ加工方法であって、前記被加工物に前記レーザ光を照射しつつ、前記レーザ光が照射されている前記被加工物に、アシストガスをパルス状に噴射してレーザ加工をすること特徴とするレーザ加工方法が提供される。
(もっと読む)
鉄道車両用構体
【課題】側構体の外板に、車両長手方向に配置される複数の補強部材がレーザ溶接により接合される鉄道車両用構体において、外板に設けられた開口部の端部の補強を容易に可能とする。
【解決手段】側構体の外板6と、車両長手方向に配置されてレーザ溶接により前記外板6に接合され、前記外板6に対して離間する頭部を有する、複数の第1の補強部材7と、前記外板6に設けられた開口部S1と、前記開口部の端部に配置され、前記複数の第1の補強部材のうち、前記開口部側に向かって延在する第1の補強部材7の前記頭部に接合される内板フレーム14,15,16とを備える。
(もっと読む)
金属材及びこれを用いた鉄道車両構体
【課題】接合部分の密着性を容易に確保できる金属材、及びこれを用いた鉄道車両構体を提供する。
【解決手段】骨部材30では、フランジ部33を骨部材30の断面方向から見たときの断面形状が、外板20側に向かって凸となるように円状に湾曲している。このため、骨部材30のフランジ部33を外板20に重ね合わせると、フランジ部33の先端部分が線状に外板20に当接すると共に、フランジ部33と外板20との当接部分の両脇には、許容ギャップ量以下となる重ね合わせ部分が一定の幅で存在することとなる。したがって、従来の骨部材のようにフランジ部の平面部分を外板の平面部分に当接させる場合では、許容ギャップ量を超えてしまう箇所の制御が困難であるのに対し、骨部材30では、フランジ部33を外板20に重ね合わせるだけで、フランジ部33と外板20との当接部分の密着性を容易に確保できる。
(もっと読む)
レーザー溶接方法及びレーザー溶接装置
【課題】溶接終了時に、フィラーワイヤと金属板とを良好に切り離すことができるレーザー溶接方法及びレーザー溶接装置を提供する。
【解決手段】二枚の金属板W1、W2のうち上側の金属板表面に所定のエネルギー密度を有するレーザー光Aを照射して溶融池を形成するとともに、該溶融池における前記レーザー光の被照射部よりも溶接進行方向後方にフィラーワイヤBを供給し、二枚の金属板をレーザー溶接するレーザー溶接において、溶接終了時に、フィラーワイヤにレーザー光を照射することができるようにレーザーヘッド10を移動させ、フィラーワイヤに前記レーザーヘッドから前記所定のエネルギー密度よりもエネルギー密度を低下させたレーザー光を照射し、フィラーワイヤにレーザー光を照射した状態でフィラーワイヤを溶融池への供給方向と反対方向に引き戻し、フィラーワイヤと金属板とを切り離す。
(もっと読む)
レーザー溶接装置及びレーザー溶接方法
【課題】フィラーワイヤを供給しながら上下に重ね合わせられた二枚の金属板をレーザー溶接する際に、ビード部の高さが過大となることを防止することができるレーザー溶接装置及びレーザー溶接方法を提供する。
【解決手段】二枚の金属板W1、W2のうち上側の金属板表面に向けて第1のレーザー光LB1を照射しつつ該第1のレーザー光を所定の溶接経路に沿って前記二枚の金属板に対して相対的に移動し、該第1のレーザー光によって前記金属板を溶融させて溶融金属Wyが貯留されてなる溶融池WYを形成するとともに、前記溶融池に前記第1のレーザー光よりも溶接進行方向後方側からフィラーワイヤXを供給し、且つ、前記第1のレーザー光に追随しつつ前記溶融池の溶接進行方向後方に溶融金属Wy、Wy’が凝固して形成されるビード部WBの表面を溶融させるように第2のレーザー光LB2を照射する。
(もっと読む)
薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法
【課題】溶接施工時間を犠牲にすることなく、重ねすみ肉アーク溶接継手の疲労強度を向上させることのできる、薄鋼板の重ねすみ肉アーク溶接継手およびその製造方法を提供する。
【解決手段】本発明の溶接継手は、重ねすみ肉アーク溶接による溶接金属とは異なる溶融、凝固組織が隣接し、その最大深さが下板厚の20〜50%であり、その溶接ビード幅方向の幅が下板表面で下板厚の30〜70%であることを特徴とし、本発明の製造方法は、溶接継手の下板となる鋼板の表面上に、重ねすみ肉溶接ビードの止端部が形成される個所を想定し、予め当該箇所に、レーザ、プラズマアーク、TIGアークのいずれかの高エネルギー照射手段により、溶融、凝固部を形成した後、重ねすみ肉アーク溶接することを特徴とする。
(もっと読む)
溶接接合体及び鉄道車両用構体
【課題】溶接速度を落とすことなくアンダーフィルの存在しない構成の溶接接合体及び鉄道車両用構体を提供すること。
【解決手段】被接合部材11,12の接合端面が突き合わされ、その接合端面同士が重なった接合線14に沿ってレーザビームが照射され、それによって被接合部材同士が溶接された溶接接合体10であり、被接合部材11,12は、接合端面同士を突き合わせて溶接する継手部分に、溶接の強度上必要な厚さに加えてアンダーフィルによる凹部15を除くための切削分以上の肉厚の突出部13が形成され、レーザビームが照射されて溶接された継手部分は、突出部13がその厚さ方向にアンダーフィルによる凹部15を除くように一部又は全部が切削されて平らになった表面を有する。
(もっと読む)
レーザー溶接装置及びレーザー溶接方法
【課題】フィラーワイヤを供給しながら上下に重ね合わせられた二枚の金属板をレーザー溶接する際に、フィラーワイヤの供給を停止させることなく、フィラーワイヤの供給の信頼性を向上させることができるレーザー溶接装置及びレーザー溶接方法を提供する。
【解決手段】上下に重ね合わせられた二枚の金属板W1、W2のうち上側の金属板表面に向けてレーザー光LBを照射し、該レーザー光によって溶融池を形成するとともに、溶融池にフィラーワイヤを供給し、フィラーワイヤを供給しながら二枚の金属板をレーザー溶接する際に、レーザー光よりも溶接進行方向後方側から溶融池に第1のフィラーワイヤX1を供給する第1の状態と、該第1の状態において溶融池に供給される第1のフィラーワイヤよりも溶接進行方向後方側から溶融池に第2のフィラーワイヤX2を供給する第2の状態とが選択的に切り替えられるようにした。
(もっと読む)
耐酸化性フィラー材料で単結晶タービンブレード先端部を溶接する方法
【課題】先端キャップ(36)を越えて延在する先端壁を有していて、該先端壁が単結晶ミクロ組織を有する第1の合金を含む先端壁(34)を備えたタービン翼形部(18)に材料を体積させる方法を提供する。
【解決手段】本方法は、先端壁(34)の少なくとも一部分に、第1の合金の耐高温酸化性よりも耐高温酸化性が大きい第2の合金を堆積させて、該先端壁(34)の結晶方位と実質的に同じ結晶方位を有する修復構造を形成するステップを含む。
(もっと読む)
燃焼キャップエフュージョンプレートのレーザ溶接補修
【課題】ガスタービン用燃焼キャップエフュージョンプレートなどの金属部品を補修又は補修するプロセスを提供する。
【解決手段】その方法は、金属部品にノッチ又は溝を生成し、ノッチ又は溝内に充填材140を堆積することを含む。充填材140にパルスレーザ310を照射する。パルスレーザ310は、充填材140を金属部品に溶接して金属部品を補修又は補修するために、金属部品及び充填材140に熱を加えて金属部品及び充填材140の少なくとも一部分を溶融するのに十分な出力、周波数及びパルス幅を有する。パルスレーザ310の様々な作動パラメータは、有害な熱影響を低減するように設定することができる。
(もっと読む)
281 - 300 / 898
[ Back to top ]