
Fターム[4E081CA08]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 突合せ溶接の方法 (631) | ガスシールドアーク溶接 (422) | ミグ溶接(MIG) (77)
Fターム[4E081CA08]に分類される特許
61 - 77 / 77
溶接装置
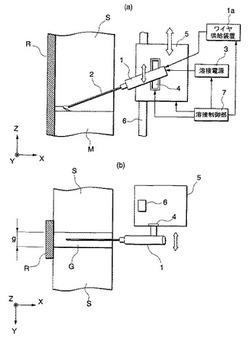
【課題】 厚板鋼材の突合せ溶接において、従来に比べて低入熱溶接を行うことで、より高品質且つ高効率な溶接を実現することを目的とする。
【解決手段】 略垂直姿勢で対向配置されると共にI形開先を形成する一対の材料を突合せ溶接する溶接装置であって、溶接トーチと、該溶接トーチに所定の送給速度で溶接ワイヤを送給するワイヤ送給手段と、I形開先に沿って溶接トーチを昇降させる昇降手段と、溶接トーチに所定の溶接電流を給電する溶接電源と、ワイヤ送給手段、昇降手段及び溶接電源を同期制御することによりI形開先を下から上に向けて順次積層溶接させる制御手段とを備え、制御手段は、溶接ワイヤをI形開先の側方からI形開先内に差し込んで溶接ワイヤの先端を前記I形開先の奥端と手前端との間で往復移動させる、という手段を採用する。
(もっと読む)
鉄道車両構体

【課題】 側構体と屋根構体との接合部分にできる段差や樋をホームに立った乗客から見えないようにした鉄道車両構体を提供すること。
【解決手段】 側構体1、屋根構体2、妻構及び台枠を接合することによりなるものであって、側構体1は、その上部が湾曲して屋根構体2側に延び、その端部11aが低い位置にある屋根構体2の端部と接続板41によって接合され、その接続板41によってできた車体長手方向に連続する側構体1と屋根構体2との段差が樋42を構成する鉄道車両構体。
(もっと読む)
自動二輪車用フレームの溶接方法
【課題】 自動二輪車用フレームの溶接方法を改良することで、溶接ひずみを抑える。
【解決手段】 左右一対のシートレール62,63の外側を構成する左外側シートレール部46及び右外側シートレール部52、メインフレーム61、左ピボット支持プレート32及び右ピボット支持プレート33で構成したフロントフレーム半体44と、左右一対のシートレール62,63の内側を構成する左内側シートレール部56及び右内側シートレール部57とを、溶接線が上面と下面とに現れるように仮結合する仮結合工程と、シートレール外半部46,52とシートレール内半部56,57とを後端部62c,63cから自動二輪車用車体フレーム11Aの中央部11cに向かって溶接する後部溶接工程と、を含む。
(もっと読む)
排気マニホールドの接続構造
【課題】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面をインロー構造とし、かかるインロー構造を介して双方の被接続端面を嵌合することにより形成される開先形状部で双方を溶接した排気マニホールドの接続構造において、双方を嵌合するときにセット不良を起こさず、結果として溶接不良を生じない排気マニホールドの接続構造を提供する。
【解決手段】
排気マニホールドの被接続端面及び過給機のハウジングの被接続端面を傾斜角20〜40度の傾斜面が少なくとも1.5往復するインロー構造とした。
(もっと読む)
ビード継ぎ重ね溶接方法
【課題】確実かつ容易に既存溶接ビードに重ね溶接ビードを継ぎ重ねることができるビード継ぎ重ね溶接方法を提供する。
【解決手段】水平すみ肉溶接又は下向きすみ肉溶接で既存溶接ビード4に重ね溶接ビード11を継ぎ重ねるビード継ぎ重ね溶接方法において、母材2における既存溶接ビード4と重ね溶接ビード11を継ぎ重ねる部位に予め開先3を形成し、開先3内に溶接端部5が位置するように既存溶接ビード4を形成した後、開先3内に位置する既存溶接ビード4の溶接端部5に継ぎ重ねられるように重ね溶接ビード11を形成することを特徴とする。
(もっと読む)
亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法
【課題】 亜鉛系めっき鋼板の高速ガスシールドアーク溶接において、アークの安定性に優れ、スパッター発生量が少なく、溶接金属部での欠陥発生を抑制し、継手の引張強さ、疲労強度が高い信頼性ある継手を作製することが可能な、実操業に適した安定した技術を提供することを目的とする。
【解決手段】 溶接速度が0.8〜1.7m/分の亜鉛系めっき鋼板の高速ガスシールドアーク溶接方法において、シールドガスとしてアルゴンに10〜25%の炭酸ガスが添加されたガスあるいはアルゴンに2〜6%の酸素ガスが添加されたガスを用い、溶接ワイヤ直径に応じて、1パルス当たりの平均ピーク電流Ip、平均時間幅Tp、平均ベース電流Ibが所定範囲を満足する矩形波パルスが周期的に印可された電流波形に制御し、溶接トーチの先端を溶接線方向に、振動変位:3〜7mm、振動周波数:5〜40Hzで振動させながらアーク溶接を行う。
(もっと読む)
鉄鋼−アルミニウム溶接継手およびその溶接方法
【課題】 施工が容易で、接合強度が高い高い鉄鋼−アルミニウム溶接継手およびそれを容易に製作することができるアーク溶接法を提供する。
【解決手段】 鉄鋼板2は溶接線に沿って複数の貫通穴4が設けられ、前記貫通穴4にはアルミニウム溶接材が溶融充填され凝固したアルミニウム接合部7が形成される。前記アルミニウム接合部7は、その下端部がアルミニウム板3の表面に溶け込み、その上端部が前記鉄鋼板2の表面に被覆形成された溶接ビード5に溶融接合している。前記アルミニウム板3の板厚をTa、前記アルミニウム接合部7の最大溶け込み深さをD、前記溶接ビード5の溶接線における平均厚さをTb、前記貫通穴4の円相当半径をRとしたとき、D/Taを0.10以上、Tb/Rを0.50以上とする。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材やフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材2と、鉄系被溶接材1とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
閉断面溶接構造体
【課題】 溶接部端部における疲労強度を高めることができるアルミニウム合金製の溶接構造体を提供する。
【解決手段】 第1フレーム部材1及び第2フレーム部材2は共にアルミニウム合金板の幅方向の両端を断面形状が「U」の字状になるように湾曲された形状を有している。第1フレーム部材1の両端部間に第2フレーム部材2の両端部の外側面を重ね、第1フレーム部材1の両端部を第2フレーム部材2の両端部の外側面に重ねすみ肉溶接して接合する。また、第1フレーム部材1と第2フレーム部材2との重ね代の重ねすみ肉溶接のビード3の近傍をリベット止めしてリベット止め部4を設ける。これによって第1フレーム部材1と第2フレーム部材2との接合強度が向上し、溶接部端部に応力が集中することに起因する疲労亀裂の発生を抑制することができる。
(もっと読む)
耐粒界応力腐食割れ性に優れたマルテンサイト系ステンレス鋼管円周溶接継手の製造方法
【課題】耐粒界応力腐食割れ性に優れた鋼管円周溶接継手の製造方法を提案する。
【解決手段】マルテンサイト系ステンレス鋼管の端部同士を突き合わせ、円周方向に多層の溶接パスからなる溶接を施して円周溶接部を形成するに際し、P:0.010mass%以下に制限した組成とする。これにより、円周溶接部の溶接熱影響部における粒界応力腐食割れの発生を容易に防止できる。なお、使用するマルテンサイト系ステンレス鋼管は、C:0.015%以下、N:0.015%以下、Cr:10〜14%、Ni:3〜8%、およびSi、Mn、S、Alを適正範囲含み、さらにCu:1〜4%、Co:1〜4%、Mo:1〜4%、W:1〜4%のうちの1種又は2種以上、Ti:0.15%以下、Nb:0.10%以下、V:0.10%以下、Zr:0.10%以下、Hf:0.20%以下、Ta:0.20%以下のうちの1種または2種以上、Ca、Mg、REM、Bのうちの1種または2種以上を含有し、残部Feおよび不可避的不純物からなる組成とすることが好ましい。
(もっと読む)
異材接合方法
【課題】 アルミニウム系被溶接材と鉄系被溶接材とを、ろう材及びフラックスを使用せずに、接合することができ、容易かつ低コストで異材同士を接合することができる異材接合方法を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるアルミニウム系被溶接材(板2)と、鉄系被溶接材(鋼板1)とをミグ溶接する。鋼板1はその表面にアルミニウム又はアルミニウム合金からなるアルミニウム系被覆層(めっき層)が設けられており、アルミニウム系板2を上方にしてアルミニウム系板2と鋼板1とをそれらの端部で重ね、その重ね部3に、交流ミグ溶接する。これにより、この重ね部3で、アルミニウム系被覆層及びアルミニウム系板2を溶融させて、アルミニウム系板2と鋼板1とが接合される。
(もっと読む)
タッピング性に優れた高強度電縫鋼管製自動車用フレーム材の製造方法
【課題】 小さなトルクでタッピングネジをねじ込むことができ、品質安定性に優れた高強度電縫鋼管製自動車用フレーム材を提供する。
【解決手段】 C:0.01〜0.20%,Si:1.5%以下,Mn:2.5%以下,P:0.05%以下,S:0.02%以下,酸可溶Al:0.005〜0.10%,Ti:0.01〜0.15%及び/又はNb:0.01〜0.15%,必要に応じZr:0.01〜0.30%,V:0.01〜0.30%,Mo:0.01〜0.30%,Cr:0.01〜0.30%,Ni:0.05〜1.00%の一種又は二種以上を含み、式(1)で定義されるC当量を0.25〜0.6%に調整した鋼材を連続鋳造する。仕上げ温度:Ar3変態点以上,巻取り温度:600〜450℃の熱間圧延、酸洗、冷延率:10〜75%の冷間圧延を経て、高強度化した冷延鋼帯が製造される。冷延鋼帯を素材とて幅方向両端部を溶接することにより、タッピング性に優れた高強度電縫鋼管製自動車用フレーム材が得られる。
C当量=C+1/6Mn+1/24Si+1/5Cr+1/4Mo+1/14V+1/40Ni・・・(1)
(もっと読む)
厚金属基材表面への薄金属シート被覆方法および装置
【課題】耐食性や防汚性を有する薄金属シートを金属基材表面に被覆する方法および装置であって、被覆した薄金属シートの端部に形成される隙間をなくして耐食性を向上すること。
【解決手段】厚金属基材1の表面に薄金属シート2の端部を重ねて配置し、重ね合わせ部の薄金属シートを厚金属基材に抵抗シーム溶接3により接合した後、重ね合わせ部の上側薄金属シートの端部を溶融溶接法4によって下側薄金属シートに溶融接合し、金属基材の表面に薄金属シートを密着被覆するとともに、上側薄金属シート端部の隙間をなくす。
【効果】十分な接合強度が確保できた上で、薄金属シートへの溶接入熱を抑制することができるため、薄金属シート厚さを小さくでき、材料費が低減できるとともに、隙間構造を無くすことにより耐食性も向上しメンテナンス費用も低減できる。
(もっと読む)
靭性最適化溶接継手及びこの溶接継手を生成する方法
【課題】 最適化された靭性を有する溶接継手及びこの溶接継手を生成する方法を提供する。
【解決手段】 靭性最適化溶接継手(30)を生成する方法。溶接継手(30)の中央溶接部(33)に対して妥当な靭性を与えることになる溶接手順が作成されて用いられ、溶接継手(30)の表面溶接部(35)に妥当な靭性を与えることになる溶接手順が作成されて用いられる。
(もっと読む)
鉄道車両構体及びその製造方法
【課題】 組み立て作業性の向上を図りつつ、十分な剛性を担保することができる鉄道車両構体及びその製造方法を提供する。
【解決手段】 鉄道車両構体1では、ドア側接合片10aと窓側接合片12aとが突き合わされた状態でドアブロック10と窓ブロック12とが接合されている。これにより、各接合片10a,12aを、ドアブロック10と窓ブロック12との接合部分に延在する縦骨としてそのまま機能させることができるため、鉄道車両構体1の組み立て作業性を良好なものにしつつ、上下方向における剛性を十分に担保できる。また、鉄道車両構体1では、ドアブロック10によってドア部14及び戸袋25a,25bがユニット化され、窓ブロック12によって窓部26がユニット化されている。従って、ドアブロック10及び窓ブロック12の配置数を増減させることで様々なタイプの側構体4を容易に作製できる。
(もっと読む)
ラップ部溶込み継手のガスメタル埋もれアーク溶接
【課題】
【解決手段】連続的又は断続的なラップ部溶込み継手を溶接する方法であって、ガスメタル埋もれアーク(GMBA)溶接工程を用いる。第1部材(22)は、その下にある第2金属部材(24)にGMBA溶接で接合されるもので、電極(26)から第1部材(22)へ金属を沈積させ、第1部材(22)から第2部材(24)まで広がる溶融金属池(10)を生成する。第1部材(22)と第2部材(24)の界面における溶接部の幅が、第1部材と第2部材のうち厚さが薄い方の部材の厚さ以上となるように、溶融池金属を凝固させて溶接部(30)を形成する。アーク(28)の少なくとも一部は第1部材の厚さ部分に埋め込まれ、所望の継手位置の方向に移動させられて、継手が形成される。
(もっと読む)
トランスペアレンシーによって生成される少なくとも1つの溶接コードからなる部品組立手段
本発明は、トランスペアレンシーにより生成され、少なくとも2つの部品2、4を相互に接続するために用いられる、少なくとも1つの溶接コード(106)からなる部品組立手段(101)に関する。溶接コード(106)の各々は、開始端部(114)と終止端部(126)とを有する。本発明によれば、少なくとも1つの溶接コード(106)は、その内部領域に溶接コード(106)の開始端部(114)及び終止端部(126)の少なくとも一方が位置する内部領域(117、125)を画定する少なくとも1つの閉止線(116、124)を定義する。本発明は、自動車のボディーシェルの一部である要素を組み立てるために用いることができる。
図2 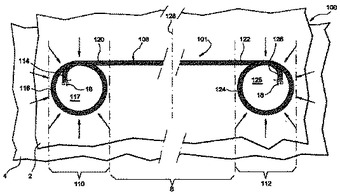 (もっと読む)
(もっと読む)
61 - 77 / 77
[ Back to top ]