
Fターム[4E081YD10]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 機械要素の溶接 (32) | その他 (26)
Fターム[4E081YD10]に分類される特許
1 - 20 / 26
シャフト上に構造要素を結合する方法
【課題】ドウェル時間を著しく削減して、結合工程を著しく効率化する。
【解決手段】本発明は、シャフト(2)上に構造要素(1)を結合する方法に関する。この方法は、実際の結合に先立って、上記シャフト(2)上に、材料隆起部の類である少なくとも1つの突起部(6)が、上記シャフト(2)上の各々の結合部(5)に形成され、続いて上記構造要素(1)は少なくとも1つの上記突起部(6)上へとスライドされ、結合作業が完了するまでの間、上記突起部(6)によって保持される。
(もっと読む)
大型船舶用エンジン排気バルブの製造方法

【課題】
大型船舶のディーゼルエンジンにおける高負荷にも耐え得る耐久性の高い大型船舶用エンジン排気バルブの製造方法の提供。
【解決手段】
丸棒鋼材の先端を覆うようにNi−Cr−Al系Ni基時効析出合金からなる溶接材料を複数回重ねて肉盛溶接(S2)した後に、先端を熱間型入鍛造して溶接部の組織調整を与えつつ傘部を成形し(S3)、固溶化熱処理(S4)及び時効析出熱処理(S5)を与えて供されることを特徴とする。
(もっと読む)
接触式プローブおよびその製造方法
【課題】微細な孔内の形状測定が行えるとともに屈曲部分の干渉が回避できる接触式プローブおよびその製造方法を提供すること。
【解決手段】直径100μm未満の微細孔内の形状等を測定するために用いられる接触式プローブ10として、棒状のステム11と、前記ステム11に対して交叉方向へ延びるチップ12と、前記チップ12と前記ステム11とを接合する接合部13とを設け、前記ステム11と前記チップ12との間の挟み角αが90度以下であるとする。
(もっと読む)
金属リングの製造方法
【課題】溶接部の表面硬度の低下を防止した金属リングの製造方法を提供すること。
【解決手段】金属板11を丸めて周方向の両端面を突き合わせ当該両端面同士を溶接する溶接工程と、その溶接工程を経て得られた金属リング13の表面をバレル研磨するバレル工程と、金属リング13を窒化処理する窒化工程とを有するものであって、前記溶接工程は、両端面を突き合わせて溶接する金属板11の両端部が溶接部以外の部分よりも肉厚な状態で溶接されるようにしたものであり、溶接工程とバレル工程との間には、溶接工程で溶接された肉厚の溶接部に存在する凸部255を削り取る溶接部研磨工程を有する金属リングの製造方法。
(もっと読む)
等速自在継手用外側継手部材の製造方法および等速自在継手用外側継手部材
【課題】加工工数の減少化及びマテリアルロス低減を図ることが可能な等速自在継手用外側継手部材の製造方法および等速自在継手用外側継手部材を提供する。
【解決手段】カップ状のマウス部54と、このマウス部の底壁から突設される軸部材55とからなる等速自在継手用外側継手部材の製造方法である。底壁54aに嵌合孔70を有するマウス部54と、嵌合孔54に嵌入される嵌入部71を有する軸部材55Aとを別部材として成形する。その後、軸部材55Aの嵌入部71を、マウス部54の嵌合孔70に嵌入する。その嵌入した状態で、嵌合孔79の内周面と嵌入部71の外周面とを溶接手段にて一体化する。
(もっと読む)
被覆部材および肉盛溶接構造
【課題】耐食性、耐磨耗性に優れた被覆部材および肉盛溶接構造、さらにはバランスディスクおよびポンプを提供する。
【解決手段】ポンプケーシング2の内部に、回転軸5の軸心廻りに回転する羽根車6a〜6cと、回転軸5と一体的に回転するバランスディスク101と、回転軸5の軸心方向でバランスディスク5の摺動面102に対向し、ケーシング側に装着するディスクシート103を備え、バランスディスク101が母材金属表面に形成する第1の肉盛溶接層106と、第1の肉盛溶接層106の上に形成する第2の肉盛溶接層107を備え、第1の肉盛溶接層106はPREN値が40以上のCo基合金からなり、第2の肉盛溶接層107は、重量%単位において、Cr:27−32、W:2−4、C:0.6−0.9、Ni:0−5、Mo:4−8、N:0.01−3.0、Fe:0−5、Co:Bal.を含有するCo基合金からなる。
(もっと読む)
分離板型遠心分離機用分離板の製造方法
【課題】分離板型遠心分離機用分離板の製造方法の提供。
【解決手段】分離板2の円錐面の所定位置に、帯状の分離空間仕切突条部片を一体的に配設する工程においては、前記分離板の円錐面の外周に着脱自在に密嵌合する位置決用円錐面型50を用い、前記位置決用円錐面型50には、予め、前記円錐面21に密着嵌合させた際に前記分離板の所定位置に相応する相応所定位置部位に、前記分離空間仕切突条部片が前記円錐面に一体化される状態で嵌り込む当該分離空間仕切突条部片と同一形状の位置決め孔51を設けておき、前記位置決用円錐面型50を前記分離板2の円錐面に密着嵌合させた状態で、前記位置決め孔51に別体に形成された分離空間仕切突条部片を挿入し、前記円錐面に当該分離空間仕切突条部片を溶接により一体的に配設することを特徴とする。
(もっと読む)
肉盛溶接材料及び肉盛溶接金属が溶接された機械部品
【課題】酸による腐食環境下で使用される肉盛金属用の溶接材料として、肉盛金属の耐食性及び耐摩耗性が優れ、割れの発生が防止された肉盛溶接材料及び肉盛溶接金属が溶接された機械部品を提供する。
【解決手段】肉盛溶接材料は、C:0.2乃至1.5質量%、Si:0.5乃至2.0質量%、Mn:0.5乃至2.0質量%、Cr:20乃至40質量%、Mo:2.0乃至6.0質量%、Ni:0.5乃至6.0質量%、V:1.0乃至5.0質量%、W:0.5乃至5.0質量%を含有し、残部がFe及び不可避的不純物からなる。肉盛溶接材料は、鋼材を母材とし、鍛造及び圧延又は熱間加工される機械部品の肉盛溶接に使用される場合には、P及びSの含有量を、P:0.03質量%以下、S:0.02質量%以下に規制した組成を有することが好ましく、肉盛溶接金属の健全性を損なわない範囲で、不純物成分を含有できる。
(もっと読む)
金属部品の補修方法及び補修された金属部品
【課題】冷却孔近傍の肉盛溶接補修を行う場合でも、溶接割れを低減可能な金属部品の補修方法及び補修された金属部品を提供する。
【解決手段】高温に曝されると共に冷却のための冷却孔15を有する動翼11において、冷却孔15に近接して発生した亀裂と共に冷却孔15の一部を表面側から開先加工し、開先加工後、共金系材料のワイヤ22を用いて、冷却孔15を孔埋め加工し、孔埋め加工した部分をスムージング加工し、開先加工した部分及びスムージング加工した部分に肉盛溶接を行って、肉盛部25を形成し、ワイヤ22及び肉盛部25に当初の冷却孔15を再加工して、動翼11を肉盛溶接により補修する。
(もっと読む)
流体機械
【課題】製造コストを低減しつつ、溶接強度を高め、信頼性を向上することができる流体機械を提供する。
【解決手段】第1及び第2シェル(78,80)は、これらの各開口端部(78a,80a)を突き合わせて形成される開先部(82)に全周溶接をして溶接部(84)を形成し、溶接部は、各開口端部にて互いに当接されるシール部(96,98)と所定の空間(100)を存して離間する。
(もっと読む)
密閉型圧縮機、溶接方法
【課題】
立てた状態で蓋部と胴部を溶接可能で、かつ、溶接部の強度が高い密閉型圧縮機を提供する。
【解決手段】
上蓋部22の端部に略円筒形状の胴部21に嵌合する突起部25が設けられており、上蓋部22の端部には開先角度Aの傾斜端面22cが設けられており、胴部21の端面21bと傾斜端面22cで開先部を形成する。密閉型圧縮機1を立てた状態では胴部21の端面21bは略水平であり、溶接時に液状化した溶接金属が下方に流れることを抑制することができる。
(もっと読む)
タービンエンジンブレード用の金属補強材の製造方法
本発明は、タービンエンジンブレードの前縁または後縁用の金属補強材(30)を作る方法に関し、方法は:予備成形品(26、70)が、溶加金属を受容することが可能な領域(28、72)を一端に有するように、前記予備成形品(26、70)を所定位置に位置決めする機器(60)によって、前記予備成形品(26、70)を位置決めするステップ(44)と、金属ビーズの形態で、前記領域(28)内で溶加金属を用いて表面硬化することによって、前記金属補強材(30)用の基部(39)を構築するステップ(46)と、を順序通りに含む。 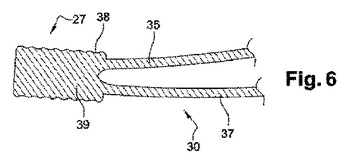 (もっと読む)
(もっと読む)
油圧ショベルのアタッチメント
【課題】深い開先を取らずに、外側からの溶接のみで溶接部の未溶着をなくし、溶接部の強度を高くし、疲労強度を高くする。
【解決手段】油圧ショベル10のアタッチメント1を構成するブーム40のブーム本体41は、上板45、下板46、側板47、および、側板48をハイブリッド溶接により溶接したものである。このハイブリッド溶接はアーク溶接およびレーザ溶接のいずれか一方のみなされた場合に比べ、溶け込みを深くし得る。よって、アタッチメント1の外側からの溶接のみで、溶接部41wの未溶着をなくし得る。よって、この未溶着をなくした場合は、この未溶着がある場合に比べ、溶接部41wの強度を高くできる。したがって、この未溶着がある場合に比べ、アタッチメント1の疲労強度を高くし得る。
(もっと読む)
機械構造用部品及びその製造方法
【課題】簡易な方法で効果的に高剛性化を図ることができる機械構造用部品及びその製造方法を提供すること。
【解決手段】機械構造用部品は、鉄鋼材料よりなる基材2と、基材2の表面20に肉盛溶接用原料を供給して溶接することにより形成してなる1層又は複数層の肉盛溶接層31を備えた肉盛溶接部3とを有してなり、肉盛溶接層31は、純鉄又は鉄合金よりなるマトリックス相中に、4A族元素、5A族元素、6A族元素及びFeから選択される1種以上の元素を含むホウ化物又は/及びその複合化物を体積率で10〜70%分散させた高剛性鋼よりなると共に、基材2よりもヤング率が高い。
(もっと読む)
機械部品の修理方法、復元機械部品の製造方法、機械部品の製造方法、及びガスタービンエンジン
【課題】機械部品の被修理部の修理に要する時間を短くすること。
【解決手段】機械部品1の被修理部に生じた欠陥を除去する除去工程と、前記除去工程が終了した後に、金属の粉末から成形した成形体、或いは加熱処理した前記成形体により構成される成形電極35を用い、電気絶縁性のある液中又は気中において、前記機械部品1における前記欠陥が除去された除去部5eと前記成形電極35との間にパルス状の放電を発生させて、その放電エネルギーにより、前記機械部品1の前記除去部5eに前記成形電極35の材料或いは該材料の反応物質を溶着させて、ポーラスな肉盛を形成する肉盛工程と、を具備したこと。
(もっと読む)
パルス状の電流およびワイヤによるMIG法を用いた金属部品の一部分の製造
本発明は、タービンエンジンの金属部品の幅Lを有する少なくとも一部分を製造するための方法に関する。本方法は、前記一部分が、パルス電流発生器とパルス状の溶着ワイヤの流れとを有しており、前記電流および前記流れを変化させるために使用されるMIG溶接装置を用い、金属の溶着によって製造され、製造が、連続する複数の層の金属ビード(10)の形態で実行されることを特徴とする。 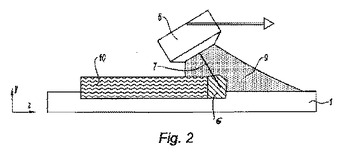 (もっと読む)
(もっと読む)
補修可能燃料ノズル及び補修方法
パイロット組立体(808)を形成する段階と、補修穴(801)内に据え付ける段階と、一次アダプタ(820)がパイロット流路(102)及びパイロット組立体(808)と流れ連通しているように一次アダプタ(820)を補修穴(801)に挿入する段階と、一次アダプタ(820)を分配器(300)及び新しいパイロット組立体(808)に結合する段階とを含む、燃料ノズル(100)を補修する方法が開示される。燃料流を燃料分配器(300)の少なくとも1つの流路(102)から燃料スワーラ(603)を含むパイロット組立体(808)に配向するように構成されたアダプタ(820)を含む、補修可能燃料ノズル(100)が開示される。 (もっと読む)
金属部品のTIG溶接への活性フラックスの使用
【課題】金属部品の溶接技術に関する改善策を提供すること。
【解決手段】2つの部品がそれらの溶接面に沿ってそれぞれ表面接触し、少なくとも1つの部品がその溶接面に沿った少なくとも1つの極厚ゾーンを有するような2つの金属部品が、溶接位置に互いに接触して配置され、TIG溶接が、金属部品の溶接面(v)上でTIG溶接トーチを用いて実行される、2つの金属部品の溶接方法であって、浸透溶接フラックスは、TIG溶接ステップに先だって金属部品の上記極厚ゾーン上に局所的に塗布される。
(もっと読む)
物品を溶接するための方法及び装置
【課題】開示するのは、物品を溶接する方法である。
【解決手段】本方法は、上記物品を全面的に囲繞する壁を備を有するエンクロージャであって、物品をその少なくとも実質的に全体で均一に加熱する構成及び寸法の付属加熱装置を有するエンクロージャ内に、物品を配置する段階と、エンクロージャ内に非反応性雰囲気を確立する段階と、加熱装置を作動させて、エンクロージャ内で物品をその少なくとも実質的に全体で溶接温度に均一に加熱する段階と、エンクロージャ内で、物品の少なくとも実質的に全体で溶接温度を維持しながら物品を溶接する段階とを含む。
(もっと読む)
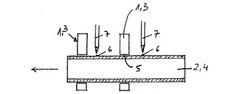
筒体壁面の貫通孔製造方法及び筒体構造
【課題】円筒部材の壁面に加工バリを残さないで貫通孔を穿設する作業を、熟練者に依存することなく容易かつ確実に実施できる筒体壁面の貫通孔製造方法を提供する。
【解決手段】筒体2の壁面に工具11を貫通させて穿設した貫通孔2a,2bの内壁面側に加工バリを生じさせない筒体壁面の貫通孔製造方法であり、筒体2の軸線5と直交または略直交するように筒体2の外側から工具11を貫通させて筒体壁面に一または複数対の貫通孔2a,2bを穿設する穴あけ工程と、筒体2より熱伝導性のよい素材の溶接治具12を用い、工具11が筒体2の外壁面側から内壁面側に貫通して穿設された貫通孔2aを溶接により塞ぐ溶接工程とを具備し、工具11が筒体2の内壁面側から外壁面側へ貫通して穿設された貫通孔2bをノズル孔3として残す。
(もっと読む)
1 - 20 / 26
[ Back to top ]