
Fターム[4E081YX20]の内容
突合せ溶接及び特定物品の溶接 (6,374) | 溶接施工 (731) | その他 (63)
Fターム[4E081YX20]に分類される特許
1 - 20 / 63
排気浄化装置
クラッド層の形成方法
ローター鍛造品の脱炭方法
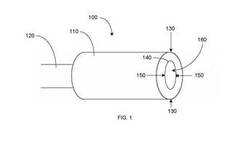
【課題】ローター鍛造品に関し、より詳細にはカスタマイズ可能な炭素含有率を得るための溶接プレップ位置におけるローター鍛造品の脱炭方法を提供する。
【解決手段】ローター鍛造品100は、脱炭手順に付される作用を受ける領域110と、脱炭に付されない作用を受けない領域120とを有するモノリシックの鍛造品からなる。ローター鍛造品100は、矢印130で表される外径と、矢印150で表される内径を有する輪郭に合致した(contoured)中央部分140とを有する。これらの内径と外径により画定される環状の表面160は、鍛造品100と別の同様に製造されたローター鍛造品との溶接を容易にするために溶接プレップが機械加工される位置を含んでいる。ローター鍛造品100の脱炭は、溶接プレップが位置する近傍に集中する。
(もっと読む)
シャフト上に構造要素を結合する方法

【課題】ドウェル時間を著しく削減して、結合工程を著しく効率化する。
【解決手段】本発明は、シャフト(2)上に構造要素(1)を結合する方法に関する。この方法は、実際の結合に先立って、上記シャフト(2)上に、材料隆起部の類である少なくとも1つの突起部(6)が、上記シャフト(2)上の各々の結合部(5)に形成され、続いて上記構造要素(1)は少なくとも1つの上記突起部(6)上へとスライドされ、結合作業が完了するまでの間、上記突起部(6)によって保持される。
(もっと読む)
スチールドア及びスチールドアの製法
【課題】美観に優れ、製造工程での不良発生率も少なく、容易に製造可能なスチールドアを提供する。
【解決手段】上壁・左壁11b・右壁、又は、上壁・左壁11b・右壁・下壁から成る側壁部11と、平板状の表て壁部とを有し横断面コの字状に折曲形成した第1板材1と、裏板部としての平板状の第2板材2と、を具備し、第1板材1の側壁部11の裏面側の端面12と、第2板材2の外面22と、を同一平面状として、相互当接部Sをアルゴン電気溶接にて、固着一体化した。
(もっと読む)
疲労特性に優れた重ねすみ肉アーク溶接継手およびその製造方法
【課題】 鋼板の重ね隅肉アーク溶接継手に負荷が作用した際に、溶接開始点の止端部から発生する疲労破壊及び溶接終了点のルート部から発生する疲労破壊の一方または双方を抑制した疲労特性に優れた重ね隅肉アーク溶接継手およびその製造方法を提供すること。
【解決手段】 2枚の鋼板の一部を重ね合わせて、上板鋼板と下板鋼板の隅を溶接して隅肉アーク溶接ビードを形成した重ね隅肉アーク溶接継手において、隅肉アーク溶接ビードの溶接終了点となる上板鋼板側に、上板鋼板と下板鋼板とを点溶接した溶接終了点側上板付加ビードを設け、かつ、前記隅肉アーク溶接ビードの溶接開始点止端部と一部重なり合う溶接開始点側下板付加ビードを下板鋼板に設けたことを特徴とする疲労特性に優れた重ね隅肉アーク溶接継手。
(もっと読む)
飲料容器取っ手部のバリ除去方法および飲料容器
【課題】ビール樽等の飲料容器の上部のプロテクターに形成された取っ手部の内側に先鋭形状のバリ部が存在する場合、そのバリ部を効率的に除去して安全な形状に加工するための飲料容器取っ手部のバリ除去方法を提供する。
【解決手段】金属板材で形成された容器本体と、金属板材で形成され、前記容器本体の上部に固定されて前記容器本体を保護するプロテクターとを有し、前記プロテクターには孔部としての取っ手が形成されている飲料容器に対して取っ手部のバリ除去を行う。前記プロテクターの前記取っ手の内周縁端部の先鋭部分であるバリ部にTIG溶接用の電極を近接させ、前記プロテクターと前記電極との間に電流を流しつつ前記電極を前記バリ部に沿って移動させ、前記バリ部を溶融して先鋭部分を丸く安全な形状に加工する。
(もっと読む)
タービンロータ及びその製造方法並びに蒸気タービン
【課題】
少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されるものであっても、製造時間が短く、かつ、耐食性に優れたタービンロータを得ること。
【解決手段】
本発明のタービンロータは、上記目的を達成するために、少なくとも2個に分割されたタービンロータ母材が、突き合せ溶接により形成される溶接部を介して接続されており、前記溶接部は、少なくとも半径方向内側に位置する溶接部中央部と、該溶接部中央部より半径方向外側に位置し、厚さが4〜20mm、幅が前記溶接部中央部よりも4〜10mm広い溶接部表層部とから形成されていると共に、少なくとも前記溶接部表層部に付随する熱影響部の最大結晶粒度は5以上であり、かつ、前記溶接部の厚さが80mm以上であることを特徴とする。
(もっと読む)
冷間成形角形鋼管の溶接方法と溶接継手、およびその溶接継手を有する鋼管柱
【課題】冷間成形角形鋼管の管端にダイアフラムや他の冷間成形角形鋼管を溶接するにあたって、角部表層の熱影響部の軟化を抑制して歪みの集中を防止し、耐震安全性の高い建築構造物の支柱を得るための溶接方法および溶接継手を提供する。
【解決手段】強度が550〜670MPa、表層部の平均のビッカース硬さが225以下、表層部と板厚中央部の平均のビッカース硬さの差が60以下の鋼板を冷間加工して得た冷間成形角形鋼管1の管端に開先を形成し、冷間成形角形鋼管の管端にダイアフラム2または他の冷間成形角形鋼管を、溶接入熱30kJ/cm以下かつパス間温度250℃以下で多層溶接する。ここで、表層部とは鋼板の表裏面から板厚方向に1〜5mmの領域を、また、板厚中央部とは板厚中心±2mmの領域を指す。
(もっと読む)
Ni基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法
【課題】高温割れを抑制することが可能なNi基合金大型部材及びNi基合金大型部材を使用したNi基合金溶接構造物とその製造方法を提供する。
【解決手段】基材に炭化物の帯状偏析を有するNi基合金大型部材は、溶接開先面に摩擦撹拌処理法による処理と溶体化処理により均質な改質層(領域A)が形成され、溶接の溶け込み深さを改質層の厚さよりも浅くなるように溶接してNi基合金の溶接構造物を製造する。
(もっと読む)
鋼材の溶接継手
【課題】地震地帯や不連続凍土地帯など大きな外力が想定される場所で用いられる高強度鋼管に適用して好適な、延性破壊が想定される鋼構造物の溶接継手を提供する。
【解決手段】溶接継手の母材として、応力−歪曲線における、3〜6%の塑性ひずみ領域での加工硬化率が0.12以上の鋼材を用いる。
(もっと読む)
鋼材の溶接継手構造
【課題】現場施工に適用可能で、初層割れの抑止、脆性破断の防止に効果の高い部分軟質継手を適用しながら、母材より高い継手強度を有する溶接継手部の構造を提供する。
【解決手段】この溶接継手の構造は、母材1の強度が780N/mm2以上の強度を有する。母材1を接続する溶接金属3のルート5側の軟質溶接部6の強度が、490N/mm2以上で、かつ、母材1の強度より低い。溶接金属3の軟質溶接部6を除く残りの層からなる等質溶接部7が、母材1と同等以上の強度を有する。母材1の板厚to、軟質溶接部6の厚さtw、開先2の開先幅W、および開先角度θで表される形状と、母材強度σoおよび軟質溶接部6の強度σsから(1)式により表されるパラメータβが0.15以下である。
【数1】 (もっと読む)
(もっと読む)
自動溶接システムおよび自動溶接方法
【課題】作業時間の短縮を図るとともに、溶接品質を維持することのできる自動溶接システムを提供する。
【解決手段】予め、開先形状等に係る情報等に基づいて、各層毎のトーチ基準位置や基準供給電力等を演算する。溶接対象ワーク1を回転テーブル11に載置する。回転テーブル11を一回転させ、位置検出センサ18により距離R0(θ)を検出し、距離R1(θ),距離R2(θ)を演算する。位置検出終了後、溶接トーチ21,31を配置する。回転テーブル11を回転させ、R1,R2に基づいた径方向位置制御および溶接ビード断面均一維持制御をおこないながら溶接する。回転テーブル11が一回転すると、1層目の溶接が完了し、2層目の溶接を開始する。このように複数層の溶接を繰り返して開先深さまで埋まることにより、第1溶接位置において内輪2と静翼リング3とを接合し、同時に、第2溶接位置において静翼リング3と外輪4とを接合する。
(もっと読む)
鋼材の突合わせ溶接方法
【課題】製品の特性上溶接後熱処理ができない溶接構造を有する場合、または製造工期短縮、コストダウンを図るために溶接後熱処理を省略する場合においても、溶接部を良好な継手品質にすることによって溶接後熱処理を省略できる鋼材の突合わせ溶接方法を提供する。
【解決手段】厚板の炭素鋼や低合金鋼などの母材の開先面にステンレス鋼、またはニッケル基合金の肉盛溶接を施し、肉盛溶接部の高さを母材の熱影響部に硬化部が形成されない所定の高さ以上とし、次いで肉盛溶接部を開先加工し、その後ステンレス鋼、またはニッケル基合金での突合せ溶接を行う。
(もっと読む)
被覆部材および肉盛溶接構造
【課題】耐食性、耐磨耗性に優れた被覆部材および肉盛溶接構造、さらにはバランスディスクおよびポンプを提供する。
【解決手段】ポンプケーシング2の内部に、回転軸5の軸心廻りに回転する羽根車6a〜6cと、回転軸5と一体的に回転するバランスディスク101と、回転軸5の軸心方向でバランスディスク5の摺動面102に対向し、ケーシング側に装着するディスクシート103を備え、バランスディスク101が母材金属表面に形成する第1の肉盛溶接層106と、第1の肉盛溶接層106の上に形成する第2の肉盛溶接層107を備え、第1の肉盛溶接層106はPREN値が40以上のCo基合金からなり、第2の肉盛溶接層107は、重量%単位において、Cr:27−32、W:2−4、C:0.6−0.9、Ni:0−5、Mo:4−8、N:0.01−3.0、Fe:0−5、Co:Bal.を含有するCo基合金からなる。
(もっと読む)
溶接継手部の応力腐食割れと超音波探傷検査の特性低下の防止工法
【課題】圧力容器ノズルと配管の突き合わせ溶接する場合に、溶接継手部の応力腐食割れとその溶接部に対する超音波探傷検査特性の低下を防止できる工法を提供すること。
【解決手段】圧力容器のノズル2と配管3との突き合わせ面が、両者2,3の材料に溶接馴染みのよい溶接材料で溶接され、溶接されたノズル2と配管3の端部は、開先加工されて肉盛り溶接されることで溶接継手部5が形成され、溶接継手部5の外周面にウェルドオーバーレイ溶接4を実施することで、溶接継手部5の内面を圧縮応力に移行させるように作用させて溶接継手部5の応力腐食割れを抑制し、ウェルドオーバーレイ溶接4を実施する際、溶接継手部5の内周側にあるウォータージェットノズル7からのウォータージェット噴射6による流体振動を溶接部位に与えることでウェルドオーバーレイ溶接部並びに溶接継手部における組織の肥大化を回避して超音波探傷検査の特性低下を防止すること。
(もっと読む)
管板に対する管溶接部の補修方法
【課題】溶接部に欠陥が生じた管を栓で塞ぐことなく、溶接に悪影響を及ぼす熱媒体が管板と管との間に残存していても、不純物の新たな溶接部への混入を阻止し得、溶接品質を低下させずに補修溶接を確実に行い得る管板に対する管溶接部の補修方法を提供する。
【解決手段】管板3に対する管2の欠陥が生じた溶接部を切除し、管2の端部を拡管することにより、貫通孔5に対する管2の隙間をなくし、拡管された管2外周と管板3との接触部に環状溝7を切削し、該環状溝7にリング8を埋め込み、該リング8を含め前記管2の端部を再度拡管し、該管2の端部と共に拡管されたリング8が埋め込まれた環状溝7を埋めるように初層溶接し、該初層溶接部9に重ねて前記切削した溶接部を埋め戻すように残層溶接する。
(もっと読む)
伝熱管振れ防止バーの固定方法
【課題】作業時間の短縮化を図った伝熱管振れ防止バーの固定方法を提供する。
【解決手段】水平に配置され積層される複数の伝熱管Y1のそれぞれの間に、端部に先端キャップ10を有した振れ防止バーX1を、その先端部が予め設定した基準位置となるように順次配置し積層する積層工程と、複数の先端キャップ10の溶接面を、それぞれ固定部材に溶接する溶接工程とを備える伝熱管振れ防止バーの固定方法である。積層工程では、先端キャップ10の溶接面に平行となる基準面16を有する保持治具14を用いて、溶接面を突出させた状態でかつ基準面16が溶接面と平行となるように先端キャップ10を保持し、さらに振れ防止バーX1を積層する際に保持治具14も積層する。溶接工程では、保持治具14の基準面16を面一に合わせることで複数の先端キャップ10の溶接面を面一に合わせた後、固定部材に溶接を行うようにする。
(もっと読む)
コイルワイヤ端末接合方法とコイル端子
【課題】コイル端子にコイルワイヤを安定して接合することができ、コイル端子の先端部が溶融して不安定となることを防止できるコイルワイヤ端末接合方法とコイル端子を提供する。
【解決手段】コイルワイヤ端末接合方法は、コイル端子12を、第1端子12Aと第1端子より低い溶融温度の端子12Bから構成する工程と、コイル端子12にコイルワイヤ11を巻き付ける工程と、コイルワイヤ11の端末部がコイル端子12に絡げられた絡げ部13に空気を供給しながら、コイル端子12に対してアーク放電による熱供給を行い、絡げ部13においてコイルワイヤ11の耐熱被膜を除去し、第2端子12Bの一部を溶融し、絡げ部13においてコイルワイヤ11とコイル端子12とを接合する工程と、を備えることを特徴とする。
(もっと読む)
溶接構造
【課題】薄肉部材に薄肉部材よりも熱容量の大きな取付部材を重ねてアーク溶接しても、溶け落ちを防止できる溶接構造を得る。
【解決手段】薄肉部材1に薄肉部材1よりも熱容量の大きな取付部材2を重ね合わせてアーク溶接する。その際、薄肉部材1と取付部材2との間に、重ね合わせの面積よりも大きな板状部材4を介装すると共に、板状部材4には溶接の開始点と終了点とを板状部材4上に残して溶接箇所に応じたスリット10,12を形成する。そして、取付部材2と板状部材4とを溶接すると共に、同時にスリット10,12を介して薄肉部材1と板状部材4とを溶接する。スリット10,12は薄肉部材1と取付部材2との溶接箇所に沿って形成した。
(もっと読む)
1 - 20 / 63
[ Back to top ]