
Fターム[4E087BA23]の内容
Fターム[4E087BA23]に分類される特許
1 - 20 / 51
高強度−高剛性ベータチタニウム合金を製造する方法
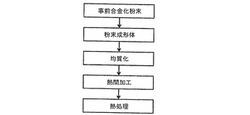
【課題】引張伸びの特性に影響することなく機械的特性を向上させるベータチタニウム合金の製造方法を提供する。
【解決手段】ベータチタニウム合金にホウ素を導入することによって、TiB沈殿物を生成する工程;上記合金のベータ転移温度より高い温度において、上記TiB沈殿物を有するチタニウム合金を、均質化により熱処理する工程;上記ベータ転移温度より低い温度において、上記熱処理した合金を、熱金属加工する工程;上記ベータ転移温度より低い温度において、上記熱金属加工した合金を、溶体化処理により熱処理する工程;および、上記ベータ転移温度より低い温度において、上記溶体化処理した合金をエイジングする工程;を包含する、高強度、高剛性のベータチタニウムを製造する方法。
(もっと読む)
転がり軸受用軌道輪および転がり軸受

【課題】高精度かつ高強度の軌道輪を低コストに量産可能とする。
【解決手段】金属粉末を主成分とする原料粉末の圧粉体10を焼結することにより形成された金属焼結体10’からなる外輪1である。外輪1の内径面には転動体が転動する軌道面2が設けられており、この軌道面2を、凹凸のない円筒面に形成された金属焼結体10’の内径面に塑性加工を施すことで成形している。さらに、軌道面2の軸方向両側に設けられたシール溝3,3を、凹凸のない円筒面に形成された金属焼結体10’の内径面に加工を施すことで成形している。この外輪1は、相対密度が80%以上100%未満である。
(もっと読む)
円板部材の製造方法およびサイジング金型
【課題】加熱処理によって円板部材の真円度が低下した場合であっても、サイジング金型を用いて円板部材を真円に是正することができ、円板部材の真円度を向上させることができる円板部材の製造方法およびサイジング金型を提供すること。
【解決手段】クラッチハブを製造するに際し、外周部に複数のキー溝が形成されたクラッチハブを焼結した後、サイジング工程において、円状の内周部42を有する嵌合穴43および内周部42から放射方向内方に向かって突出する複数の突部45を含み、内周部42の内径が突部45に向かうに従って大きくなるように内周部42の曲面が形成されるサイジング金型41を用い、クラッチハブの焼結体のキー溝を突部45に位置合わせしてクラッチハブを嵌合穴43に圧入して寸法矯正するようにした。
(もっと読む)
圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法
【課題】圧粉体ロータ鍛造プリフォーム並びに鍛造圧粉体タービンロータ及びその製造方法を提供する。
【解決手段】タービンロータ(10)ディスク用の鍛造プリフォーム(200)を開示する。本プリフォーム(200)は、約5000ポンド以上の質量を有する超合金材料(8)の本体を含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。鍛造タービンロータ(10)ディスクも開示する。本ディスクは、約5000ポンド以上の質量を有する超合金材料のほぼ円筒形ディスクを含み、超合金材料(8)は、ほぼ均質な粒子形態及び10以下のASTM平均粒径を有する。タービンロータの製造方法(100)も開示する。本方法(100)は、超合金粉末材料を準備するステップ(110)と、超合金粉末材料を圧縮成形して(120)タービンロータディスク用の鍛造プリフォームを形成するステップとを含む。
(もっと読む)
転がり軸受及びその製造方法
【課題】強度、剛性、耐熱性、寸法精度に優れたものでありながら、軸受としての性能を低下させることなく、転動体を安定して保持可能で、且つ製造コストの削減を図ることができる転がり軸受及びその製造方法を提供する。
【解決手段】円筒形状部材の周壁の周方向に当該転動体を収容して保持するポケットを所定の間隔で複数有する保持器を用いた転がり軸受であって、当該保持器は、金属粉末射出成形により一体的に形成され、当該保持器は、転動体の収容領域を備え、その保持器の外周面から径方向中心に向けて転動体領域の外縁部に圧縮加工を施して、転動体脱落防止構造を形成した転がり軸受を採用する。
(もっと読む)
金属ガラス製品の製造方法および異種材料複合体
【課題】高温加熱・溶解および高真空環境を緩和して金属ガラス製品の工業的生産を可能にするアモルファス合金製品の製造方法を提供する。
【解決手段】金属ガラス製品の製造をおこなう場合に、あらかじめ製品のプリフォーム成形体を作製する工程と、作製されたプリフォーム成形体を金型(ダイ21)内に装入し、真空中においてガラス遷移温度に加熱・加圧し、粘性流動加工をおこなうことでニアネットシェイプ製品(真空加圧・加熱成形体16a)を作製する工程とからなるアモルファス合金製品の製造方法。
(もっと読む)
タービンローター用シャフトの製造方法
【課題】切削加工無しで、フランジと軸部の寸法、軸部に対するフランジの直角度、円周振れ、真円度を所望する精度に納めることができるタービンローター用シャフトの製造方法を提供する。
【解決手段】最終製品の目標値に対して、フランジ(3a,3b)の外径が+0.0%〜+0.6%、フランジの厚みが−0.8%〜−0.0%、軸部(2)の直径が+0.0%〜+0.6%以内、円周振れ公差が0.5mm以内、軸部に対するフランジの直角度公差が0.5mm以内にあり、且つ焼結密度が相対密度95%以上の焼結品をプレスする工程を含み、当該プレス工程において、回転軸を含む面でタービンローター用シャフトを2等分した形状の上型と下型で、焼結品をプレスし、1回目のプレス後、120°以内で位相を変えて2回目のプレスを行い、以後、順次120°以内で焼結品を回転させて360°以上回転するまでプレスを行う。
(もっと読む)
ワークピースに対する軸肥大加工方法
【課題】室温でも確実に軸肥大加工を施すことができるワークピースに対する軸肥大加工方法を提供する。
【解決手段】棒状のワークピース1を用い、前記ワークピース1が配置されるべき基準線Aに沿って互いに接離可能な一対のホルダユニット2が離間した状態で、前記ワークピース1の両端をそれぞれ前記一対のホルダユニット2で保持し、前記一対のホルダユニット2を前記基準線Aに沿って互いに近接する方向に相対的に押し込んで前記ワークピース2を軸方向に縮める方向に加圧し、前記ワークピース1の肥大させるべき部位を曲げ中心として傾斜させるべく一方の前記ホルダユニット2を傾動し、前記部位に肥大部3を形成する軸肥大加工方法であって、前記ホルダユニット2の傾動時の傾斜角度θが0.02°〜0.3°の範囲内である。
(もっと読む)
焼結体鍛造装置およびコンロッドの製造方法
【課題】簡単な構成で、段差部を有する焼結体を鍛造して、厚さが異なる製品を成形する場合に、焼結体を各部を設定された所望の面圧で鍛造して、所望の密度の製品を成形することができる焼結体鍛造装置を提供する。
【解決手段】焼結体鍛造装置は、段差部Sa、Sbを有する焼結体Wを鍛造して、部分的に厚さTA’,TB’,TC’が異なる製品W’を成形するものであって、金型1の一対のパンチ10,12の少なくとも一方12が段差部Sa、Sbと対応する位置で分割されて複数のパンチ構成部材12a,12b,12cにより構成されており、パンチ構成部材12a,12b,12cをそれぞれ独立してサポートして、焼結体Wの各部WA,WB,WCにおける鍛造時の面圧を調整するサポート手段2を備えている。
(もっと読む)
内燃エンジンのための排気弁スピンドル及びその製造方法
【課題】 排気弁スピンドルにおいて、外側面の高強度を得ること、及び、特に基礎部分への遷移区域の近傍で、強靭な構造を持つ外側面内のマイクロ構造を得ること。
【解決手段】 内燃エンジン特に2ストローククロスヘッドエンジンのための排気弁スピンドル1は、合金鋼の基礎部分4を有する弁ヘッド3と、燃焼室に向かう弁スピンドルの表面を形成する外側面5とを有する。外側面5は、ニッケルベース、クロムベース又はコバルトベースである高温腐食抵抗合金の微粒子種材料から形成され、微粒子種材料は、粘着性の層に結合される。少なくとも基礎部分4への遷移区域において、外側面5の微粒子材料内の粒子は、外側面及び基礎部分を鍛造することにより生じるせん断歪によって卵形状又は細長い形状へと変形され、鍛造された外側面5は少なくとも98.0%の密度を有する。
(もっと読む)
焼結された連結環
本発明は、連結歯(2)の環(1)を持つ焼結された連結環であって、連結歯(2)が楔状端面(3)から始まる引込んだ側面(4)と、楔状端面(3)とは反対の側にあって歯先(6)から半径方向に突出するストッパ(5)とを持っているものに関する。
有利な構造条件を与えるため、ストッパ(5)が歯先(6)より大きい密度を持っていることが提案される。
(もっと読む)
複合部材の製造方法
【課題】複合部材を迅速かつ安価に製造される結合方法を提供すること。
【解決手段】複合部材3の製造方法であって、該複合部材3を、粉状材料7を圧縮した少なくとも1つの粉末冶金部材2と、少なくとも1つの中実体1を備えるよう構成し、前記粉状材料7を、プレス機におけるプレス工具5の加工空間部6内で粉末冶金部材2となるよう圧縮し、これと同じプレス機の加工工程において前記中実体1を少なくとも部分的に前記加工空間部6へ導入して1つの加工工程において当該複合部材3を製造する。 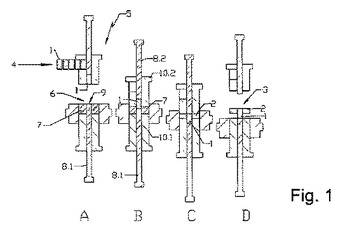 (もっと読む)
(もっと読む)
軸受スリーブの製造方法及び流体軸受装置
【課題】焼結素材の軸方向両端部における内径寸法差を低減して回転精度を向上することのできる動圧軸受の製造方法を提供する。
【解決手段】焼結工程で形成された焼結素材11を、ダイ13および一対のパンチ14、15を用いてサイジングすることにより、軸部材2に外挿され、内周面が軸部材2の外周面との間にラジアル軸受隙間を形成する円筒状の軸受スリーブの製造方法である。サイジング工程において、一方のパンチ14からの加圧力で焼結素材11をダイ13に圧入した後、他方のパンチ15を一方のパンチ14側に移動させることで、焼結素材11を軸方向に圧縮する。
(もっと読む)
焼結部品のサイジング方法
【課題】サイジング金型に大きな負担をかけずにサイジングされる焼結部品の内周や外周のコーナにサイジングと同時に面取り部となり得る曲面を形成してコーナのエッジを除去することを課題としている。
【解決手段】ダイ1とコアロッド5のそれぞれのアプローチ部開始点6s,7sに高低差をつけてサイジング対象の焼結部品10が下側のアプローチ部7まで押し込まれた位置から実質的なサイジングを進行させ、前記アプローチ部7において前記焼結部品10の内周又は外周の下側コーナ部を金型でしごき、材料を塑性変形させて曲面15を生じさせることで当該コーナ部のエッジを除去するようにした。
(もっと読む)
金属加工方法
【課題】短時間で加工を行うことが可能な金属加工方法を提供すること。
【解決手段】金属粒体及びバインダを用いて加工対象物Pを射出成形する射出成形工程と、加工対象物Pからバインダを除去する前に、加工対象物Pのプレス部分を加熱して溶融させることによって加工対象物Pのプレス部分に凹部を形成するプレス工程と、を有し、プレス工程を、少なくともプレス部分の周辺に冷媒を流通させながら実行することを特徴とする。
(もっと読む)
疲労強度に優れた粉末鍛造品、粉末鍛造用混合粉末、および破断分割型コンロッド
【課題】高価な元素を添加しなくても、十分な被削性、靭性を確保したうえで、疲れ限度:400N/mm2以上の優れた疲労特性を得ることができる粉末鍛造品と、その粉末鍛造品の原料として用いられる混合粉末、およびその粉末鍛造品を用いて製造される破断分割型コンロッドを提供することを課題とする。
【解決手段】真密度比が97%以上であると共に、成分組成が、質量%で、C:0〜0.45%、Cu:0.5〜4%、P:0.1〜0.7%で、残部が鉄および不可避的不純物であり、且つ、C、Cu、Pの含有量が、[Cu]+22[C]+28[P]>14という条件式を満たす。但し、前式で[ ]は、各元素の含有量(質量%)を示す。
(もっと読む)
YAGレーザー用ヒートシンクの製造方法
【課題】熱による破壊を防止することが可能なYAGレーザー用ヒートシンクの製造方法を提供する。
【解決手段】銅とタングステンとを含む複合材料からなる一端有底筒形構造の筒形素材30を用意しておき、その筒形素材30の底壁12の内面12Aを、筒形素材30内に挿入可能なパンチ45の加圧用底壁によって冷間で加圧する。加圧用底壁にはパンチ45の軸方向に延びた複数のピン成形孔が貫通形成されているので、加圧用底壁によって加圧された筒形素材30の底壁12の内面12Aに複数の放熱用ピン15が成形される。
(もっと読む)
焼結部品のサイジング方法
【課題】第1部材と第2部材間に柱を有し、第1部材の内外径部について寸法矯正が要求される焼結部品のサイジングを、第2部材に対する上パンチの接触、衝突を防止して行えるようにすることを課題としている。
【解決手段】端面視で焼結部品の第2部材22を包含する形状の内周面2aを有している上パンチ2と、下パンチ3と、第1部材21の外径面を成形穴1aで矯正するダイ1と、ガイド部材4を有するサイジング金型を使用し、第2部材22を上にしてダイ1上に設置した焼結部品20を、ガイド部材4を貫通穴22aに挿入して位置決めし、この状態でサイジングを行うようにした。
(もっと読む)
コンロッドの製造方法及びコンロッド鍛造用金型
【課題】鍛造の際にステム部の抜穴にバリの発生を抑制することができる、コンロッドの製造方法及びコンロッドの鍛造用金型を提供する。
【解決手段】大径穴51をもつ大端部52と、小径穴53をもつ小端部54と、大端部52と小端部54とを連結し抜穴55が開口するステム部56とをもつコンロッドの形状に近似する粗成形品6を、鍛圧することによりコンロッドを製造する方法において、粗成形品6の抜穴55にピン4を嵌挿させて粗成形品6を鍛圧する。
(もっと読む)
鍛造金型及び鍛造方法
【課題】
粉末冶金方で造られたビレット(40)を用いて発電用ガスタービンエンジンのタービンディスクなどの大型鍛造品の製造に適した鍛造金型(10)及び方法を提供する。
【解決手段】
鍛造金型(10)は、バックプレート(12)と、バックプレート(12)の表面の領域(16)の回りに放射状のパターンで配置されたセグメント(14)とを含む。各セグメント(14)は、バックプレート(12)に面した背面(20)と、バックプレート(12)と反対側に境界面(18)を有しており、境界面(18)は鍛造時にビレット(40)と係合する。セグメント(14)は、バックプレート(12)に対して半径方向に移動できるようにバックプレート(12)の表面と物理的に連結する。
(もっと読む)
1 - 20 / 51
[ Back to top ]