
Fターム[4E087CB01]の内容
Fターム[4E087CB01]に分類される特許
1 - 20 / 380
マグネシウム合金製品の製造方法
耐腐食性と耐応力腐食割れ性を向上したアルミニウム鍛造材の製造方法
車輪用軸受装置およびその製造方法
ダクタイル鉄製品の成形及びオーステンパ処理法並びに得られる製品
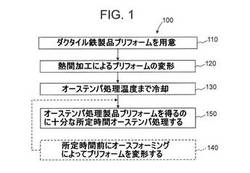
【課題】ダクタイル鉄製品を成形してオーステンパ処理する方法及びそれによって製造される製品を提供する。
【解決手段】ダクタイル鉄製品プリフォームを用意する段階110を含む。製品の熱間加工部分を得るために熱間加工によってダクタイル鉄製品プリフォームを変形させる段階120も含む。製品をオーステンパ処理温度まで冷却する段階130をさらに含む。さらに、熱間加工部分のオーステンパ処理されたミクロ組織が製品の他の部分とは異なるオーステンパ処理されたミクロ組織を含むオーステンパ処理製品プリフォームが得られるのに十分な所定時間、ダクタイル鉄製品プリフォームをオーステンパ処理する段階150を含む。
(もっと読む)
潤滑剤塗布方法および潤滑シート材

【課題】簡単な構成で、容易に金型の各部の摩耗量に応じて適切に潤滑剤を塗布することができる方法、および、容易に金型の各部の摩耗量に応じて適切に塗布することができる潤滑シート材を提供する。
【解決手段】本発明の潤滑剤塗布方法は、金型Mの摩耗量を測定する工程S1と、金型Mの潤滑剤塗布部分Ma、Mbに応じた形状と金型Mの摩耗量とに基づいて固形状の潤滑シート材Lを成形する工程S2と、この潤滑シート材Lを金型Mに配置して熱で潤滑シート材Lを溶かす工程S3とを備えている。潤滑シート材Lは、常温で固化しており所定の形状を維持するもので、金型に配置すると熱によって溶融し塗布される。潤滑シート材Lは、金型Mの摩耗量が多い部分Maと対応する部分Laを厚く、摩耗量が少ない部分Mbと対応する部分Lbを薄くするかまたは潤滑シート材を存在させないように設定される。
(もっと読む)
熱間鍛造による鍛造方法
【課題】従来よりも設計形状自由度が高く、また、機械的強度低下や応力腐食割れ等の問題の生じにくい鍛造製品を安価に製造することが可能な熱間鍛造による鍛造方法を提供する。
【解決手段】2つ以上の工程ユニット13を同一鍛造機械内に着脱可能に組み込んだ鍛造装置と、各工程ユニット13の金型を加熱する複数のヒーターと、各工程ユニット13の金型の温度を検出する複数のサーモカップルと、鍛造製品の温度を検出する非接触式温度計と、この非接触式温度計および複数のサーモカップルの出力に基づいて複数のヒーターを制御する金型温度制御装置とを備える熱間鍛造装置11により熱間鍛造による鍛造を行う。
(もっと読む)
熱間スラブの幅プレス用金型の冷却方法
【課題】熱間スラブの幅プレス用金型に生ずる熱的損傷を低減することにより、金型の長寿命化を図るとともに、金型表層の欠け落ちによって発生する表面品質トラブルを防止することを可能とする、熱間スラブの幅プレス用金型の冷却方法を提供する。
【解決手段】先行スラブの幅プレス終了後から後行スラブの幅プレス開始までの待機時間tw内において、後行スラブの幅プレス開始直前の金型表層温度に対応する金型表層の降伏応力σに対して、金型を水冷しつつ、水冷中の金型表層で増加する熱応力が前記降伏応力σに到達する以前まで水冷し、その後、金型の水冷を停止して復熱させ、金型表層温度が直前の水冷開始温度Tsに到達する以前まで水冷を停止して、金型表層の熱応力を低減させ、前記待機時間twの間、前記金型表層降伏応力σ到達以前までの水冷と、直前の水冷開始温度Ts到達以前に復熱するまでの水冷停止とを、交互に繰り返す。
(もっと読む)
熱間鍛造用金敷および熱間鍛造方法
【課題】 熱間鍛造用金敷の高寿命化とすることができる新規な熱間鍛造用金敷及び熱間鍛造方法を提供する。
【解決手段】 打撃面に析出強化型耐熱合金層を有する熱間鍛造用金敷において、前記出強化型耐熱合金層はNi基合金組成を有する肉盛層であり、該肉盛層は質量%で、B:0〜0.02%、C:0.01〜0.15%、Mg:0〜0.01%、Al:0.5〜2%、Si:0〜1%、Mn:0〜1%、Ti:1〜3%、Cr:15〜22%、Co:2〜15%、Nb:0〜3%、Mo:3〜7%、Ta:1〜7%、W:3〜7%、且つ、Ta単独又はTa+2Nbの合計で1〜7%を含み、残部はNi及び不純物でなり、含有する元素M(但し、MはAl、Ti、Ta及びNbの4種の元素を表す。)の全てがNi3Mで表わされるγ’相を形成するとして求められるγ’相の全体に占める割合が原子%で20〜45%となる組成を有する熱間鍛造用金敷。
(もっと読む)
熱間鍛造プレス用ダイセット
【課題】難加工性金属材料の鍛造に用いる熱間鍛造プレス装置の金型と金型支持台間の断熱構造材の強度と耐久性を、構造的な工夫によって向上させ、鍛造生産性を高めることができる熱間鍛造プレス用ダイセットを提供することである。
【解決手段】加熱用熱源によって加熱される金型とこの金型を、断熱材を介して取り付ける金型支持台を備えた熱間鍛造プレス用ダイセットにおいて、前記断熱材を複数の断熱用素材11とその外周を保持する保持枠12、および底板13と押さえ板14で一体化した断熱構造材とし、かつ保持枠12の内部に複数の断熱用素材11を分割して収容する仕切り枠15を設けたのである。それにより、高い圧縮強度を有する断熱効果に優れた断熱構造材9(10)を備えた熱間鍛造プレス用ダイセットを実現することができる。
(もっと読む)
鍛造製品の製造方法、鍛造装置および鍛造用素材
【課題】鍛造中の素材の塑性流動状態を改善し、パイピングの発生を抑えて外観の良好な型鍛造品を安定的に提供する。
【解決手段】凹部を含む上面とその反対側の面に厚肉部を有するアルミニウム合金鍛造製品を製造する方法において、厚肉部の外郭を成形する金型と凹部を含む上面を成形する金型とを組み合わせた金型を用いて、凹部を含む上面となる面の黒鉛系水溶性潤滑剤の黒鉛固形成分の塗布量が0.027mg/mm2以下であって、かつ凹部を含む面の反対側の塗布量より少なくした鍛造用素材を塑性流動させて厚肉部を形成させることからなるするアルミニウム合金鍛造製品の製造方法である。
(もっと読む)
コネクティングロッド用鋼及びコネクティングロッド
【課題】高い引張強度と降伏強度とを有し、軸方向の引張及び圧縮の繰り返し応力に対する疲労強度に優れ、かつ、熱伝導率の低いコネクティングロッド用鋼を提供する
【解決手段】本発明によるコネクティングロッド用鋼は、C、Si、Mn、P、S、Cr、Al、Ti、V、N、Oを含有し、選択元素として、Cu、Ni、Moを含有し、fn1が47以上であり、fn2が0.60以上であり、fn3が0.0002〜0.0080である。
fn1=6.7×(42[Si%]+25[Mn%]+14[Cu%]+12[Ni%]+16[Cr%]+12[Mo%]+42[Al%]+14[V%])0.5・・・(1)
fn2=[C%]+[Si%]/7+[Mn%]/5+[Cr%]/9+[V%]/2−5[S%]/7・・・(2)
fn3=[Ti%]−0.599[O%]・・・(3)
(もっと読む)
熱間鍛造プレス
【課題】工場に新たな通信インフラ設備を敷設することなく、また、情報セキュリティーを確保して熱間鍛造プレスを遠隔保守する。
【解決手段】熱間鍛造プレス(10)は、プレス本体(12)と、プレス本体の運転パターンプログラムを保持し、当該プログラムに従ってプレス本体をシーケンス制御するプログラマブル・ロジック・コントローラ(14)と、公衆無線通信回線を通じてプログラマブル・ロジック・コントローラをネットワークに接続する無線通信装置(16)とを備えている。ネットワークに接続された保守端末からの遠隔操作により、プログラマブル・ロジック・コントローラに保持されている運転パターンプログラムが更新される。
(もっと読む)
油圧シリンダのピストンロッドの製造方法
【課題】ヘッド部が鍛造成形により作られ、軸部が鋼材から作られるピストンロッドの製造工程を簡素化する。
【解決手段】所定の長さの棒鋼10の一端部10aに対して局部加熱が施される(S101)。次は、この加熱した一端部10aを軸線方向に押し潰して径方向に拡大し(S102)、そして、次に鍛造型によってヘッド部が形成される(S103)。その後、機械加工(S104)、仕上げ加工(S105)、品質検査(S106)を行うことによりヘッド部の上面及び下面の面加工、ネジ部の形成などが行われることによりピストンロッドが完成する。
(もっと読む)
鍛造用鋼、並びに、鍛造品及びその製造方法
【課題】高耐力及び高疲労強度を兼ね備え、しかも疲労強度のばらつきが少ない鍛造用鋼、並びに、これを用いて製造される鍛造品及びその製造方法を提供すること。
【解決手段】0.2≦C≦0.6mass%、0.05≦Si≦2.0mass%、0.3≦Mn≦1.1mass%、及び、0.04≦S≦0.15mass%を含み、残部がFe及び不可避的不純物からなる鍛造用鋼。フェライト面積率が18%以上であり、室温における0.2%耐力が700MPa以上であり、ΔSが10MPa以上である鍛造品。このような鍛造品は、上述の組成を有する鍛造用鋼をA3点以上1300℃以下の温度で加熱し、A3点以上1300℃以下の温度において8%以上の圧下率で熱間鍛造し、200℃以上650℃以下の温度において7%以上50%未満の圧下率で温間鍛造することにより得られる。
(もっと読む)
熱間鍛造用鋼
【課題】被削性及び疲労強度に優れ、磁粉探傷試験時に擬似模様が発生しにくい熱間鍛造用鋼を提供する。
【解決手段】本発明による熱間鍛造用鋼は、質量%で、C:0.30超〜0.60%未満、Si:0.10〜0.90%、Mn:0.50〜2.0%、P:0.080%以下、S:0.010〜0.10%、Al:0.005超〜0.10%、Cr:0.01〜1.0%、Ti:0.001〜0.040%未満、Ca:0.0003〜0.0040%、Te:0.0003〜0.0040%未満、N:0.0030〜0.020%、O:0.0050%以下を含有し、残部はFe及び不純物からなり、式(1)を満たし、硫化物系介在物の円相当径が20μm以下である。
Ca/Te>1.00・・・(1)
ここで、式(1)中の各元素記号は、対応する元素の含有量(質量%)が代入される。
(もっと読む)
フェライト−パーライト型非調質鍛造部品の製造方法
【課題】一つの部品内に、十分な降伏強度が付与された部分(高強度化させる部分)と、切削加工性を向上させるために降伏強度が抑えられた部分(低強度化させる部分)とを、非調質で形成させた鍛造部品の製造方法を提供することにある。
【解決手段】被加工材について、TTiCとなるように加熱する加熱処理工程と、高強度化させる部分について、1050℃以上、前記加熱温度以下で熱間鍛造を行い、低強度化させる部分について、Ac3点以上、950℃以下で、真歪量を0.3以上とする熱間鍛造を行う熱間鍛造工程と、高強度化させる部分について、急冷停止温度までの平均冷却速度が、3.0℃/s以上となり、急冷停止温度から400℃までの平均冷却速度が、0.1℃/s以上、1.5℃/s以下となり、低強度化させる部分について、600℃までの平均冷却速度が、1.0℃/s以下となるように、被加工材を冷却する冷却工程と、を含むことを特徴とする。
(もっと読む)
異なる粒状構造の領域を有する構成部品及びその製造方法
【課題】異なる粒状構造2つ又はそれ以上の領域をもつ構成部品を製造するプロセス、及びこのプロセスで製造された構成部品を提供する。
【解決手段】鍛造ステップをプリフォーム20に施して、構成部品の第1の領域に対応する第1の部位28を有するプロファイル24をもたらす段階を含む。プリフォームは、合金の析出物が固溶化するソルバス温度を有する析出強化合金から形成され、鍛造ステップは、第1の歪み速度及び合金のソルバス温度以下の第1のサブソルバス温度で行われる非最終鍛造ステップを含む。後続の鍛造ステップをプロファイルに施して、第1の部位及び構成部品の第2の領域に対応する第2の部位32を含む最終プロファイル26をもたらす段階を含む。後続の鍛造ステップは、後続の歪み速度及び後続のサブソルバス温度で行われる。次に、最終プロファイルに熱処理を施して、最終プロファイル内に粒成長を引き起こす。
(もっと読む)
車輪用軸受装置およびその製造方法
【課題】冷間鍛造の加工硬化による強度アップで軽量化したハブ輪を高周波焼入れする際のオーバーヒートを防止した車輪用軸受装置およびその製造方法を提供する。
【解決手段】車輪取付フランジ6が円周方向複数に分割された複数の部分フランジ6aで構成され、ハブ輪4が、熱間鍛造工程と、この後に部分的に施される冷間鍛造工程を備え、熱間鍛造で、車輪取付フランジ6の根元部が先端部よりも厚肉に形成され、冷間鍛造によって薄肉化されて略均一な肉厚に形成されると共に、ハブ輪4の外周面に対向して加熱導体となる高周波コイル32が挿入され、部分フランジ6a間に導電体からなるコンセント治具33が所定の磁気的すきまを介して嵌挿された状態で、高周波コイル32に高周波電流を通じさせて高周波加熱することによって、ハブ輪4に所定の硬化層13が形成されている。
(もっと読む)
アプセット鍛造方法
【課題】金敷による圧下の効率を妨げることなく金敷による圧下による伸び量を抑制でき、スムーズにアプセット鍛造を行うことができるようにする。
【解決手段】成形素材4を圧下し、圧下後の成形素材4の伸び量L1が大きく、その伸び量L1が中途規定範囲外であるときは、金敷3を回転させて金敷3による圧下を開始し、アプセット鍛造終了まで金敷3の回転による圧下を続ける。伸び量L1が中途規定範囲内であるときは、圧下速度を変更して、金敷3を回転せずに成形素材4を圧下する。
(もっと読む)
強度、延性及び衝撃エネルギー吸収能に優れた高強度鋼材並びにその製造方法
【課題】本発明は、従来技術では解決できない問題点、即ち、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するに当たって、高価な合金元素を添加せず、製造設備に過大な負荷をかけることなく現有の製造ラインにおいて、多資源・高エネルギーでかつ多工程のために安価かつ所望の鋼材を製造できないという問題を解決するものである。
【解決手段】
本発明は、建造物や橋梁等の構造物、自動車の足回り鋼材、機械用歯車等部品に使用される鋼材として、高強度かつ高延性で、エネルギー吸収能に優れた厚鋼板、形鋼、異形棒鋼、棒鋼及び鋼線等の鋼材を製造するため、安価なMn及びSiを添加した低C鋼を素材とし、短時間圧延処理により、γ/α生成比率を制御した2相組織鋼材を提供することにより解決するものである。
(もっと読む)
1 - 20 / 380
[ Back to top ]