
Fターム[4E087HB15]の内容
鍛造 (11,151) | 製品−形状、鍛造による接合物品 (435) | 鍛造による接合物品 (32)
Fターム[4E087HB15]に分類される特許
1 - 20 / 32
耐腐食性と耐応力腐食割れ性を向上したアルミニウム鍛造材の製造方法
金属ボタンの成形方法
【課題】金属ボタンの成形方法を提供する。
【解決手段】金属ボタンの成形方法は、下記ステップを備える。まず、殻体用金属材料を提供する。そして、殻体用金属材料に対してスタンピングを行って、薄い殻体と、収容部と、複数の第1の丸い角と、を有するボタン殻体を形成する。それから、金属充填用ブランクをボタン殻体の収容部に設置する。その後、鍛造圧力で金属充填用ブランクを押してボタン殻体の収容部に填充に充填させることで、中が詰まっている金属ボタンを形成する。
(もっと読む)
複合部材の製造方法、複合部材及び複合部材の製造装置

【課題】第2部材の一端に第1部材を接合でき、軸肥大技術を利用して製造可能な複合部材の形状の自由度を向上できる複合部材、製造方法及び製造装置を提供する。
【解決手段】第1部材11の有底穴13に第2部材21の一端側を収容し、第2部材21の端部22を有底穴13の底部14に当接させ、第1部材11と第2部材21の他端側とを支持して荷重を負荷することで、第2部材21の一端側に圧縮応力を生じさせつつせん断応力を繰り返し生じさせて、第2部材21の一端側を肥大化させ、第2部材21の肥大した部位を第1部材11に圧接させることで、第2部材21の一端に第1部材11を接合する。
(もっと読む)
歯車の製作方法
【課題】歯車の歩留まりを高めつつも、歯車を低コストに製作する。
【解決手段】本発明に係る歯車の製作方法は、円盤状のベース部材2と、ベース部材2と別体に形成され、ベース部材2の外周に固定された複数の歯部材とを具備する歯車を製作する方法であって、ベース部材2の端面11,12の外周領域に設けた複数の軸方向穴5に素材10を挿入し、ベース部材2の端面11,12から軸方向に突出した素材10の一部を押し潰すことで、ベース部材2を素材10で挟持すると共に、隣接する素材10同士を円周方向で当接させ、素材10の外径側に膨出した部分17に歯面を成形することで歯部材を形成する。
(もっと読む)
鍔付円筒巻きブッシュの製造装置及びその製造方法並びにその固定方法
【課題】二種類のポンチを使用することなく一工程で鍔付円筒ブッシュを得ることができる鍔付円筒巻きブッシュの製造装置及びこの製造装置を使用した鍔付円筒巻きブッシュの製造方法を提供する。
【解決手段】油圧ラムなどにより環状鍔部47をコイルばね18及び72の弾性力に抗して基台13に向かって押圧すると共に端面14に接触する鍔加工治具部50の端面52により円柱状案内部材16をコイルばね18の弾性力に抗して小径有底柱状穴部31に沿って底壁面39に向かって基台13に対して軸方向に移動させて、拡径された円筒巻きブッシュ1の一端部43を円柱状基部45の端面49で基台13の端面11に向かって押し付けて円柱状基部45の端面49と基台13の端面11との協働で一端部43を円筒巻きブッシュ1の鍔部86として変形させる。
(もっと読む)
複合部材の製造方法及び複合部材
【課題】第1部材の貫通孔に第2部材を貫通して固定した複合部材において、第2部材に対して第1部材を精度よく強固に固定できる複合部材及びその製造方法を提供する。
【解決手段】第1部材11に第2部材12より大きい貫通孔13を設けて貫通孔13に第2部材12を貫通させ、貫通孔13内の第2部材12に圧縮応力を生じさせつつせん断応力を繰り返し生じさせることで第2部材12を部分的に肥大化し、第2部材12の肥大部位が貫通孔13に圧接することで第2部材12の周囲に第1部材11を固定する方法であり、貫通孔13には、小径孔部23と大径孔部24と小径孔部23及び大径孔部24間に環状の孔内面段差部26と、を設け、第2部材12には、小径軸部33と大径軸部34と小径軸部33及び大径軸部34間に孔内面段差部21に対向する環状の軸外面段差部22と、を設け、孔内面段差部21と軸外面段差部22とを圧接させつつ第2部材12を肥大化する。
(もっと読む)
塑性変形可能な部材の接合具及び接合構造
【課題】塑性変形可能な部材同士を、塑性変形を利用し、非貫通係止穴の場合には接合後の穴内の空気溜まりをより減らすことができる接合具及び接合構造を提供すること。
【解決手段】塑性変形可能な両部材の各々に面する両端面4Aとこれら両端面4Aと接続された側面4Bとを持って、少なくとも一部が両部材に没入される円柱フランジ(第一係止部)4と、両端面4Aの各々に面して円柱フランジ4と略同心の円形底面(底面)2A及び先端に向かって縮径して形成された円錐面(側面)2Bを持って非貫通係止穴(穴)に挿入される円錐状係止部(第二係止部)2と、両端面4Aと円形底面2Aとの間に配された連結部3と、を備え、連結部3は、塑性変形した両部材の塑性変形部位が円形フランジ4及び円錐状係止部2との間に侵入可能に形成されている。
(もっと読む)
産業機器部品およびその製造方法
【課題】軽量であり、かつ、高強度、高靭性および高耐食性を有する産業機器部品およびその製造方法を提供する。
【解決課題】本発明のリンク(産業機器部品)1Aは、JISH4140に規定の6000系合金で形成した芯材11と、この芯材11の一部または全部を覆う、JISH4140に規定の7000系合金で形成した表層材12と、でなることを特徴とする。本発明のリンク(自動車部品)1Aの製造方法は、溶解工程S1と、鋳造工程S2と、加工工程S3と、均質化熱処理工程S4と、鍛造工程S5と、を少なくとも行う。
(もっと読む)
軸の肥大部形成方法および製造装置
【課題】肥大部を大きく形成でき、結合力を確実に向上させることのでき、肥大化の工程が生産効率よく行える軸の肥大部形成方法および製造装置を提供する。
【解決手段】金属製の軸10を被嵌合部材20の挿通孔に挿通した状態で、該軸10を把持する一対のホルダ41,42が設けられ、ホルダ41,42が軸10をその基準軸線CLにて回転させながら、屈曲点にて屈曲するように移動する。軸10の径を増大させて、被嵌合部材20と軸10とを固定する肥大部形成方法および製造装置である。そして、軸10の両端面を加圧可能な加圧部51,52を備える。これで軸10に発生する引っ張り応力の発生を効果的に抑制する。
(もっと読む)
車両用ハブユニット
【課題】ハブ軸端部のかしめ部に形成されるスプライン歯部の剛性を高め、ハブユニットの許容負荷トルクを大きくすることができる車両用ハブユニットを提供する。
【解決手段】転動体6を介して外輪5の内方にハブホイール3が配設されており、このハブホイール3のハブ軸2の端部に内輪構成部材4がかしめ固定されているハブユニット1。ハブ軸2のかしめ部12には、ハブユニット1に駆動力を伝達する等速ジョイント側の歯部と噛み合うスプライン歯部が形成されており、且つ、スプライン歯部の内径側の歯底に凸部が形成されている。
(もっと読む)
クランクシャフトの製造方法
【課題】さらなるクランクシャフトの軽量化を図るためにプロジェクション溶接を採用した溶接方法を採用しつつ、必要な接合強度を確実に確保できるクランクシャフトの製造方法を提供する。
【解決手段】カウンターウェイト5の接合面6aから突設される2箇所の突起部7・7と、隣り合う突起部7・7の間に形成される溝部8と、クランクアーム4の接合面6bから突設される3箇所の突起部9・9・9と、隣り合う突起部9・9・9の間に形成される2箇所の溝部10・10と、を形成しておき、突起部7・7を溝部10・10に圧入するとともに、最も外側に形成される二つの外壁部9a・9b以外の突起部9である内壁部9cを、溝部8に据え込みつつ、各部材4・5をプロジェクション溶接する工程と、その後、外壁部9a・9bを、それぞれが隣接する突起部7・7に向けて押圧して、各部材4・5をかしめる工程と、を備える。
(もっと読む)
固着方法及び成形装置
【課題】クランクシャフト等の金属製部品の製造工程において、冷間鍛造を用いて金属製部品を成形すると同時に、簡易な構成により固着部品を固着することができる、固着方法及び成形装置を提供する。
【解決手段】浮動型30及び固定型12における棒状素材W1のウェッブ部に該当する部分には、カウンターウェイト51・51を配置する配置部31d・12cがそれぞれ形成され、配置部31d・12cにカウンターウェイト51・51を配置した状態で、棒状素材W1に対して軸方向に圧縮荷重を加えて、クランクシャフトC1を成形すると同時に、カウンターウェイト51・51の先端部を塑性流動しているウェッブ部に押込むことにより、カウンターウェイト51・51をクランクシャフトC1と固着して、クランクシャフトC1を成形する。
(もっと読む)
クリンチピン式パネル固定装置
【構成】パネル固定装置のヘッドおよび変位機能部を形成する同じ鍛造工程時に同時にアンダーカットを形成することによってクリンチ式パネル固定装置を形成する。上部ダイおよび下部ダイとの間でパネル固定装置素材を連続的に圧縮し、素材の軸方向圧縮によって軸部をその正中線において外側に張り出す。同時に、軸部の曲線状張り出し部によってテーパー状端部点および接線方向締め代バンドが形成する。この張り出し部が形成している間に、張り出し部とパネル固定装置のヘッドから下向きに延長する肩部との間にアンダーカットが形成する。この形成方法、およびこの方法によって製作したパネル固定装置は、特に直径が1.0mmの小型のクリンチピンの製造に好適である。 (もっと読む)
複合部材の製造方法
【課題】複合部材を迅速かつ安価に製造される結合方法を提供すること。
【解決手段】複合部材3の製造方法であって、該複合部材3を、粉状材料7を圧縮した少なくとも1つの粉末冶金部材2と、少なくとも1つの中実体1を備えるよう構成し、前記粉状材料7を、プレス機におけるプレス工具5の加工空間部6内で粉末冶金部材2となるよう圧縮し、これと同じプレス機の加工工程において前記中実体1を少なくとも部分的に前記加工空間部6へ導入して1つの加工工程において当該複合部材3を製造する。 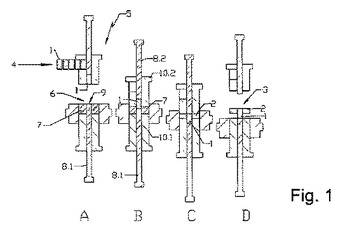 (もっと読む)
(もっと読む)
金属部材を結合する方法及び結合装置並びに金属部材の結合部構造
【課題】外部から熱エネルギーを付与することなく、かつ結合する金属部材以外の部品を使用せずに機械的強度の高い結合部を提供する金属部材の結合方法、結合装置及び結合部構造を提供する。
【解決手段】一方側の面から反対側の面に向かって伸びる開孔12aを有する第2の金属部材12上に第1の金属部材11を重ね合わせ、第1の金属部材の表面に先端に平坦面を有するステンレス製の加工治具13を押圧・回転させて、第1の金属部材11を摩擦攪拌を利用して変形抵抗を低下させ、塑性流動により第2の金属部材12の開口12aを充填することにより、第1の金属部材11と第2の金属部材12を結合する。
(もっと読む)
歯車構造体とその製造方法
【課題】低コストの歯車構造体を実現する技術を提供する。
【解決手段】歯車構造体100は、準備工程と歯切り工程と嵌合工程と荷重工程を経て製造される。準備工程では、第1直径部と第2直径部を有するギアブランクを準備する。歯切り工程では、第1直径部の外周に歯車2の歯4を切るとともに、第2直径部の外周に歯車2の歯溝と一直線上に並ぶ溝を切る。第2直径部は、歯車2のハブ6である。嵌合工程では、リング8を第2直径部(ハブ)6に嵌合する。荷重工程では、リング8の内周面が第2直径部6の溝内に塑性流動し、リング8が第2直径部6に固定されるまでリング8を軸線方向に荷重する。
(もっと読む)
定着用鉄筋の製造方法および高周波誘導加熱器の磁界発生電極
【課題】鉄筋に対して鍔状に装着される定着部材の偏心および傾きを小さくすることのできる定着用鉄筋の製造方法を提供するとともに、高周波誘導加熱器を使用する際に所定範囲で加熱させることができる磁界発生電極を提供する。
【解決手段】定着用鉄筋の製造方法は、隆起部3および膨出部4をそれぞれ構成する隆起部構成領域31および膨出部構成領域41を含む所定領域を同時に加熱する加熱工程と、定着部材2を所定位置に固定的に配置する定着部材装着工程と、鉄筋1を先端から圧縮する鉄筋圧縮工程による。高周波誘導加熱器の磁界発生電極は、断面半円形を対向することにより円筒状を形成し、先端に接点を備える。
(もっと読む)
中空軸を有するフランジ組立体、現像ロール、軸付平板状部材、ローラ部材、及び中空軸を有するフランジ組立体の製造方法
【課題】平板状部材と円筒状の軸部材とを簡単な方法で精度良く接合してなる中空軸付フランジを提供する。
【解決手段】中空軸を有するフランジ組立体は、塑性変形可能な金属材料からなり、貫通孔を有する平板状部材と、前記平板状部材よりも硬質の金属材料からなり、前記貫通孔に係合する円筒部と、前記円筒部の一端部に一体的に形成された環状フランジ部と、前記環状フランジ部に連接して前記円筒部の外周に形成された円周溝とを有する円筒状の軸部材とを有し、前記平板状部材と前記貫通孔に挿入した前記軸部材とを加圧接合して、前記環状フランジ部を前記平板状部材に埋め込むことにより、前記平板状部材の一部を塑性変形により前記円周溝に充填してなる構造を有する。
(もっと読む)
軸の肥大ばめ方法
【課題】軸肥大嵌め方法により、挿通孔を有する被嵌合部材と、挿通孔よりも小径の軸とを強固に結合する。
【解決手段】被嵌合部材10の挿通孔12内に軸2を挿通した後、被嵌合部材10とともに軸2をその軸線A回りに回転させながら軸線方向に加圧する際、さらに軸に曲げを加える。この軸線方向の加圧と曲げとにより軸の嵌合部位14が塑性変形により拡径し挿通孔12に嵌め合わされ、肥大ばめ部が形成される。この後、軸の曲げを戻す。
(もっと読む)
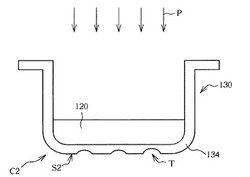
光学センサーを含む熱間鍛造製品とその製造方法
本発明はアルミニウム合金製モノリシック構造要素の製造のための熱間鍛造製品の製造方法に関するものであって、使用の際に、構造要素の損傷または破断を検出することを可能にする、少なくとも一つのファイバー状のセンサーを、少なくとも二つの金属副部品間に組み込んだ後に、その金属副部品を熱間変形によって接合する過程から成る方法である。
本発明の方法によって得られたモノリシック構造要素は、センサーのクラッドの表面の少なくとも80%、また、好適には全表面が少なくとも一つの構造要素のアルミニウム合金と密着していることを特徴とする。
本発明による構造要素は、胴体パネルまたは翼パネルの実現にきわめて有利であって、なぜなら、それら構造要素は、およそ20%の軽量化を可能にし、実際に、検出可能な欠陥は目視で検出できる欠陥だけであるという仮説を立てずに構造解析の実現を可能にする。
(もっと読む)
1 - 20 / 32
[ Back to top ]